
- Ассортимент фрез
- Подбор режимов
- Применяемое оборудование
- Износ инструмента
- Износ инструмента
- Часто задаваемые вопросы
- Можно ли заменить напаянные твердосплавные пластины фрезы в домашних условиях?
- От чего зависит срок службы фрезы?
- Как восстановить фрезу по металлу?
 Рис. 1 Процесс фрезерования
Рис. 1 Процесс фрезерования
Ассортимент фрез
В продаже представлено множество фрез. Предусмотрены решения для базовых операций, удаления больших объемов материала и высокоточных работ.
| Группа фрез | Описание | Изображение | |
| Цилиндрические | Инструмент для плоских поверхностей и горизонтально-ориентированных станков. В наличии модели с прямыми и винтовыми зубьями. Последние отличаются плавным ходом, получили широкое распространение в промышленности. |
Цилиндрические
|
|
| Торцевые | Фрезы для вертикально-ориентированных станков. Инструмент располагается перпендикулярно рабочей плоскости, контактирует с материалом только вершинами кромок. Торцевые решения обеспечивают более высокую скорость фрезерования в сравнении с цилиндрическими. |
Торцевые
|
|
| Дисковые | Дисковый инструмент для канавок и пазов. Изделия представлены в одно- и двустороннем исполнении. Для уменьшения силы трения предусмотрен вспомогательный угол в плане порядка 30 градусов. При отрезных операциях и фрезеровании пазов малых размеров используют топкие фрезы, напоминающие пилы. Изделия имеют поочередную заточку фасок с разных сторон под 45 градусов. Это облегчает резание при фрезеровании и отвод стружки. |
Дисковые
|
|
| Угловые | Инструмент, фрезерующий металл под углом. С его помощью формируются наклонные плоскости и угловые пазы. Изделия представлены в одно- и двухугловом исполнении. Последнее может быть симметричным и асимметричным. |
Угловые
|
|
| Концевые | Фрезы для формирования выемок, уступов и пазов в рамках перпендикулярных плоскостей. Инструмент имеет винтовые и наклонные зубья (угол наклона – от 30 до 45 градусов). При фрезеровании деталей возможно незначительное расширение канавки. Чтобы исключить несоответствие размеров, стоит выбирать фрезу на 0,1 мм меньше номинала. |
Концевые

|
|
| Шпоночные | Фрезы, напоминающие сверла. Они подходят для горизонтальной и вертикальной обработки, подготавливают отверстия и пазы. |
Шпоночные

|
|
| Фасонные | Фрезы, востребованные при создании сложных поверхностей. С ее помощью подготавливаются округлые канавки, плавные переходы, скругления на выступающих частях и т.д. В зависимости от типа выполняемых операций используются фрезы с вогнутым и выгнутым профилем. | С вогнутым профилем | С выгнутым профилем |
|
С вогнутым профилем
|
С выгнутым профилем
|
||
Для организации процесса фрезерования применяют цельный инструмент и решения с твердосплавными пластинами. Первые представлены металлическими фрезами из стали одной марки, вторые – имеют основу из недорогого металла, а их рабочую часть формируют съемные элементы. Детали выполнены из твердого порошкового сплава фиксируются посредством припоя или винтов, заменяются по мере износа.
 Рис. 2 Фреза с твердосплавными пластинами
Рис. 2 Фреза с твердосплавными пластинами
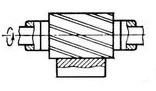
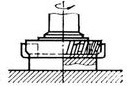
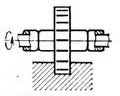
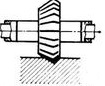
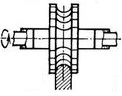
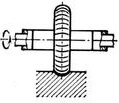
Виды фрезерования классифицируются по типу используемого инструмента. В зависимости от конфигурации оборудования, операции проводятся в вертикальной или горизонтальной плоскости. Также возможно применение универсальных станков, работающих в двух плоскостях.
 Рис. 3 Виды фрезерования
Рис. 3 Виды фрезерования
Подбор режимов
При выборе режима выполнения работ учитывается глубина фрезерования, ширина фрезерования, скорость подачи инструмента и смежные аспекты. Для получения сведений о данных параметрах рекомендуем ознакомиться со статьями «Глубина фрезерования», «Ширина фрезерования» и прочими тематическими публикациями из радела «Блог».
Применяемое оборудование
Как правило, специалисты выполняют фрезерование на станках ЧПУ. Они обеспечивают высокую точность и скорость операций, позволяют работать со сложными деталями.
| Тип станка | Описание | Изображение |
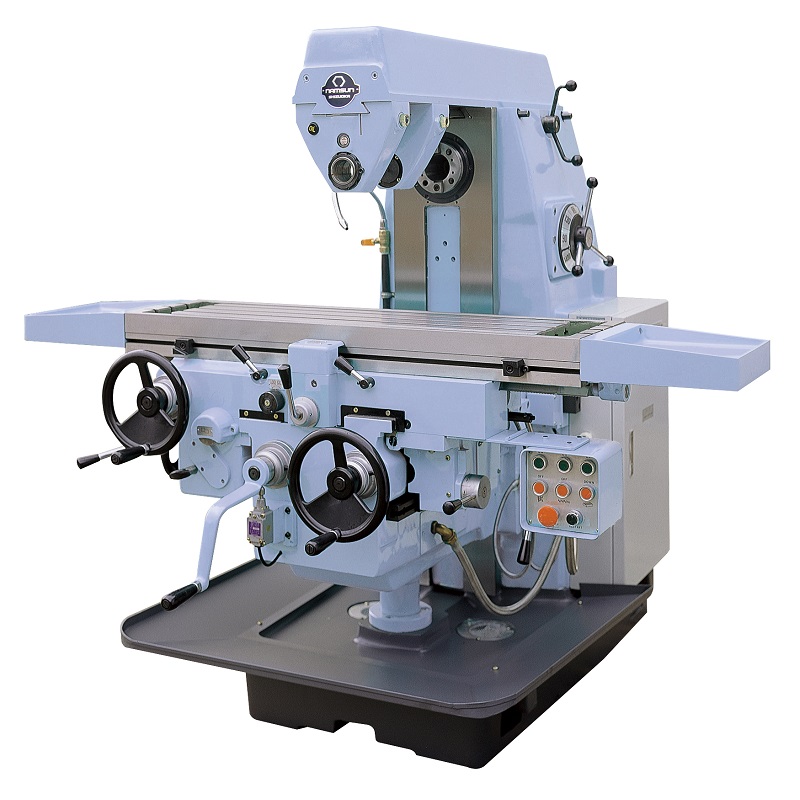
| Универсально-фрезерный | Оборудования для работы с компактными заготовками. Возможно применение торцевых, угловых и цилиндрических фрез. При наличии вспомогательных приспособлений выполняются операции по делению и винтовому перемещению. |
Универсально-фрезерный

|
| Горизонтально-фрезерный | Одно из наиболее популярных устройств. Оборудование имеет горизонтальное расположение шпинделя и мобильный рабочий стол. Последний перемещает деталь относительно фрезы в 3 плоскостях. |
Горизонтально-фрезерный
|
| Широкоуниверсальный | Многофункциональное оборудование с дополнительной головкой шпинделя. Она позволяет обрабатывать детали под углом и выполнять вспомогательные операции: расточку, сверление, зенкерование. |
Широкоуниверсальный

|
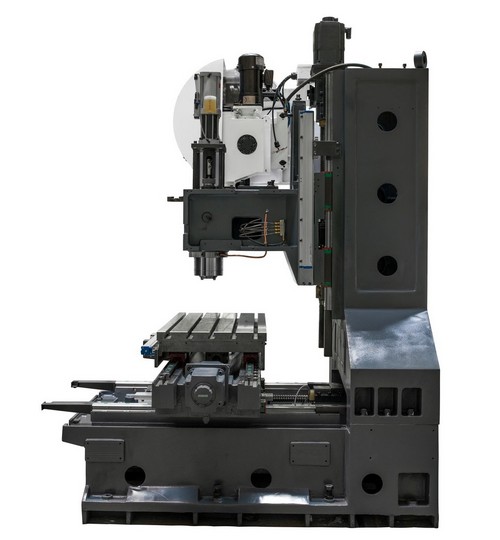
| Вертикальные консольно-фрезерные | Устройства с вертикальным шпинделем. Инструмент перемещается вверх-вниз, в наиболее функциональных моделях передвигается по горизонтали. Обработка осуществляется путем передвижения стола. При наличии технической возможности устанавливается дополнительная оправка для дисковых фрез. |
Вертикальные консольно-фрезерные

|
| Бесконсольные | Универсальные решения, работающие во всех плоскостях. Возможно выполнение операций с наклонными поверхностями. Устройства оптимальны для габаритных и тяжелых заготовок. |
Бесконсольные
|
Подбор режимов фрезерования осуществляется с учетом возможностей оборудования, требований к геометрии деталей, материала изготовления заготовки и т.д.
Работы проводятся в стандартном порядке.
- Расчет фрезерования, подбор подходящего режима.
- Настройка оборудования, установка металлорежущего инструмента.
- Установка заготовки.
- Запуск вращения режущей части для безопасного контакта с деталью.
- Подача заготовки на фрезерование с увеличением крутящего момента до целевых значений.
Операции выполняются автоматически, в строгом соответствии с программой. По завершении работ специалисту остается извлечь деталь, проверить ее качество и установить новую.
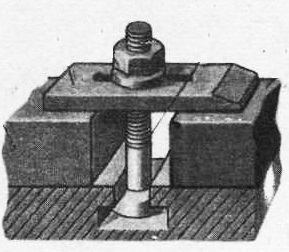
Фиксация заготовок на рабочем столе выполняется с использованием одного или нескольких приспособлений.
| Тип приспособления | Изображение | Тип приспособления | Изображение |
| Резьбовой прихват |
Резьбовой прихват
|
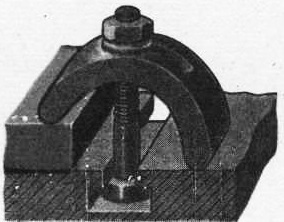
Универсальный прихват |
Универсальный прихват
|
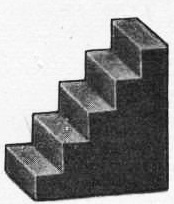
| Ступенчатая подставка |
Ступенчатая подставка
|
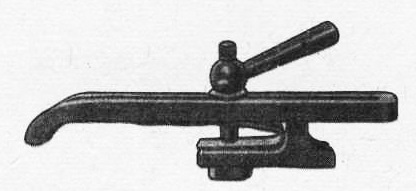
Винтовой прихват с рукоятью |
Винтовой прихват с рукоятью
|
| Плиточный прихват |
Плиточный прихват
|
Вспомогательный винтовой прихват с малой площадью контакта |
Вспомогательный винтовой прихват с малой площадью контакта
|
Правильный подбор приспособлений для фрезерования исключает смещение заготовки, обеспечивает высокую точность выполнения операций.
Износ инструмента
В ходе выполнение работ может наблюдаться преждевременный износ фрезы, а также выкрашивание рабочей части. Это обусловлено неправильным подбором режимов фрезерования, некачественным закреплением компонентов, несоответствием материала изготовления фрезы материалу заготовки и т.д. Получить более подробную информацию по данному вопросу поможет статья «Износ и стойкость фрез».
Износ инструмента
При выполнении работ может возникнуть ряд дефектов. Наиболее распространенная проблема – наклеп. Он появляется при перегреве рабочей зоны. Проблема решается увеличением подачи СОЖ и корректировкой скорости резания при фрезеровании.
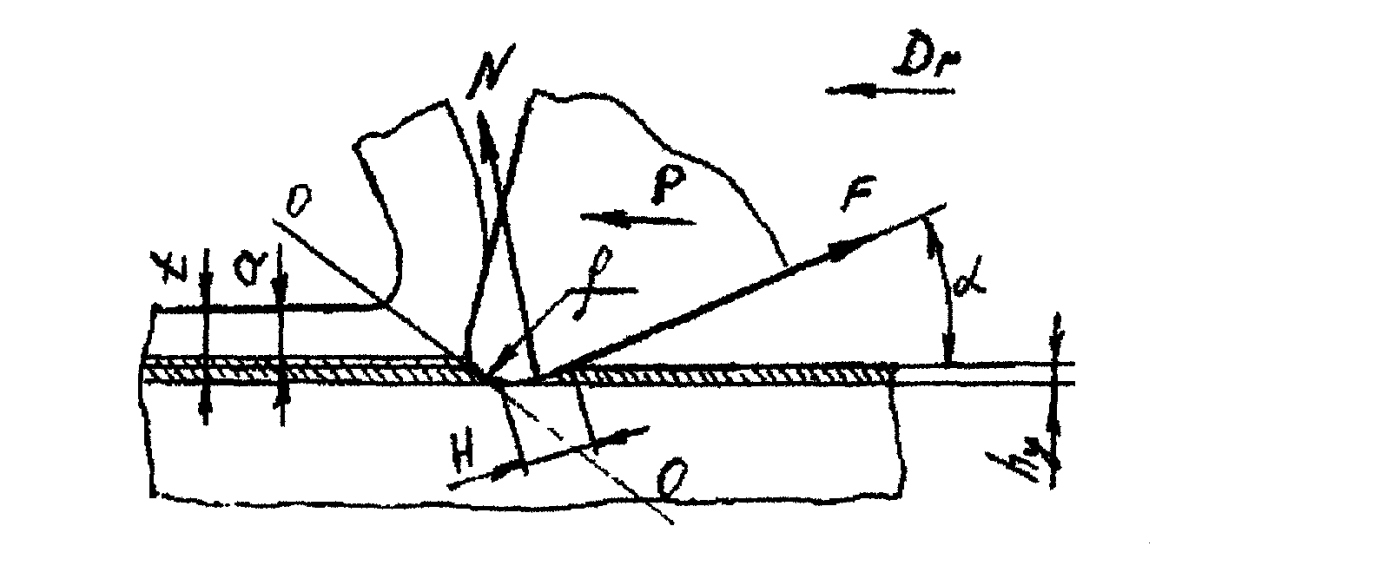 Рис. 4 Наклеп при фрезеровании
Рис. 4 Наклеп при фрезеровании
Также возможно отклонение по вертикали и несоблюдение размеров. К этому приводит избыточный износ режущих кромок, некачественная фиксация детали и избыточная вибрация фрезы.
При неправильном подборе глубины реза и неравномерной подаче может наблюдаться выкрашивание.




