
Применяемое оборудование
При создании сварных швов используются аппараты MMA, TIG и MIG.
ММА
Оборудование для сварки плавящимся электродом, незаменимое при работе на улице. Защиту шва обеспечивает электродная обмазка. Она находится на поверхности сварочной ванны, исключает доступ кислорода к расплавленному металлу.
 Рис. 1 Аппарат ММА
Рис. 1 Аппарат ММА
Полученный шов покрыт хрупкой темной коркой – застывшим шлаком. Его удаляют молотком или аналогичным тяжелым предметом с острыми краями. Операция носит обязательный характер, необходима для оценки качества шва и нанесения защитных покрытий.
 Рис. 2 Сварочный шов, полученный посредством плавящегося электрода
Рис. 2 Сварочный шов, полученный посредством плавящегося электрода
TIG
Аппараты для сварки неплавящимся вольфрамовым электродом в среде защитных газов. Устройство позволяет получать сварные швы по ГОСТ 14771-76, востребовано при работе с нержавейкой и алюминием.
 Рис. 3 Аппарат TIG
Рис. 3 Аппарат TIG
Шов не содержит флюса и сторонних включений, требует минимальной обработки.
 Рис. 4 Шов, полученный посредством сварки TIG
Рис. 4 Шов, полученный посредством сварки TIG
MIG
Полуавтоматы для сварки плавящейся проволокой в среде CO2. Оборудование ускоряет рабочий процесс, обеспечивает формирование швов в любых пространственных положениях.
Гибкость настройки полуавтоматов позволяет взаимодействовать с тонколистовым металлом, например, кузовными элементами машин. Подача проволоки регулируется курком на горелке.
 Рис. 5 Аппарат MIG
Рис. 5 Аппарат MIG
Основные дефекты сварных швов, полученных на полуавтомате: поры, брызги и наплывы. Они возникают при нарушении подачи защитного газа и неправильной настройке оборудования. Качественно сформированное соединение не требует дополнительной обработки.
 Рис. 6 Шов, полученный посредством сварки MIG
Рис. 6 Шов, полученный посредством сварки MIG
Виды сварочных швов
ГОСТ 5264-80 выделяет 4 типа сварных швов по расположению соединяемых деталей.
| Вид сварного шва | Описание | Схематическое изображение |
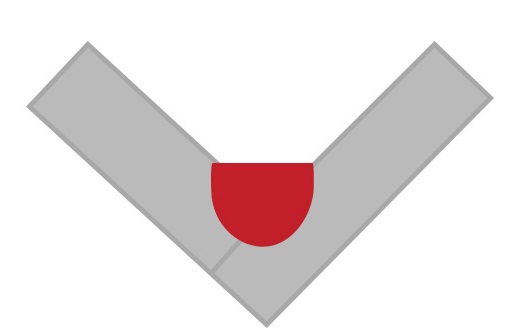
| Стыковой сварной шов | Соединение формируется стыкованием торцов двух заготовок. Возможен провар с одной или двух сторон. Обозначение сварного шва на чертеже осуществляется посредством буквы «С». |
Стыковой сварной шов

|
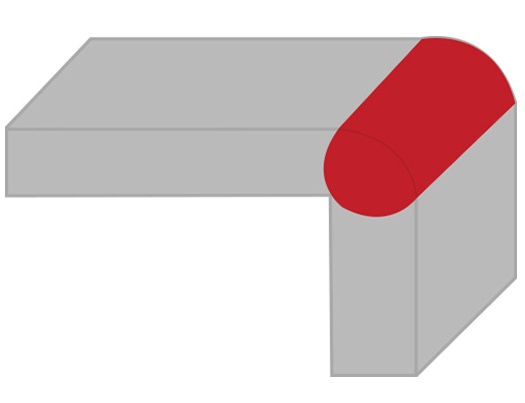
| Угловой сварной шов | Шов в рамках углового соединения. Возможен провар внутреннего и внешнего угла. Буква для обозначения сварного шва – «У». |
Угловой сварной шов
|
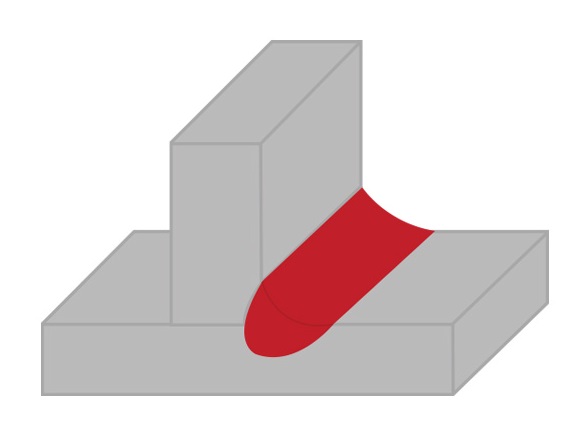
| Тавровый сварной шов | Соединение образуется стыкованием лицевой и торцевой поверхности деталей. Сварка производится с одной или двух сторон. Обозначение сварного шва по ГОСТ предполагает использование буквы «Т». |
Тавровый сварной шов
|
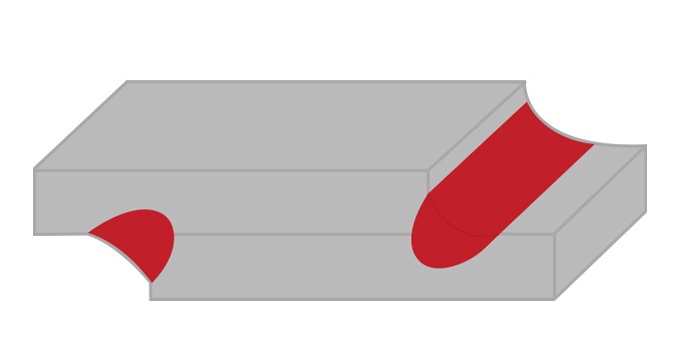
| Нахлесточный сварной шов | Соединение элементов внахлест. Сварка происходит с одной или обеих сторон. Условное обозначение сварного шва – буква «Н». |
Нахлесточный сварной шов
|
Сварные швы труб регламентирует ГОСТ 16037-80. Он допускает сварку встык, с изгибом и ответвлением.
Сварку и сварные швы при работе с арматурой регламентирует ГОСТ 14098-2014.
Формирование сварного шва возможно в четырех пространственных положениях.
| Положение шва | Описание | Схема сварного шва |
| Нижнее | Сваривание компонентов, расположенных горизонтально. Металл не вытекает за пределы ванной. |
Нижнее

|
| Нижнее «в лодочку» | Сварка тавровых и угловых соединений в нижнем положении. |
Нижнее «в лодочку»
|
| Вертикальное | Соединение компонентов в вертикальной плоскости. Формирование шва требует определенных навыков от мастера. При работе плавящимся электродом он двигается снизу вверх, удерживая сварочную ванну. Работа на полуавтомате предполагает движение сверху вниз. |
Вертикальное
|
| Потолочное | Наиболее сложный режим сварки. Шлак и расплавленный металл скатываются вниз, вызывая проблемы при формировании шва. Кроме того, значительно устают шея и руки сварщика. |
Потолочное
|
Сложные участки сварного шва нередко проходят прерывистой дугой. При этом может уменьшаться толщина сварочного шва или длина сварочного шва.
Подготовительные работы
Подготовка к сварочным операциям может включать ряд действий.
- Расчет сварного шва. Обязательная процедура для ответственных соединений. Предполагается определение катета сварного шва, глубины провара и прочих параметров. Расчеты выполняются по месту либо присутствуют в проектной документации.
- Очистка деталей. С поверхности свариваемых элементов удаляется коррозия, минеральные и органические загрязнения. Некачественная очистка исключает стабильное горение дуги, приводит к появлению брызг и прочих дефектов.
- Подготовка фасок. Операция, востребованная при работе с деталями толще 5 мм. Фаски имеют V-, Y-, X- и U-образный профиль. При их формировании используется металлорежущий инструмент заданной конфигурации.
- Фиксация компонентов. При необходимости выполняется фиксация деталей в требуемом положении. Для этого используются струбцины, грузы или прихватки. При работе с тяжелыми элементами в операции нет нужды – компоненты сохраняют неизменное положение за счет собственной массы.
- Настройка аппарата. Учитывая, с какими сварными швами предстоит работа, мастер настраивает оборудование. Перечень регулировок зависит от типа аппарата.
Грамотная подготовка – залог качественных сварных соединений и швов. Процедура снижает издержки на дефектовку и зачистку сварных швов, повышает производительность труда.
 Рис. 7 Сварочная работа
Рис. 7 Сварочная работа
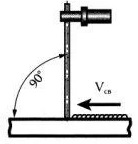
Угол удержания электрода
При работе с плавящимся электродом важен угол его удержания.
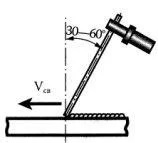
| Способ удержания | Описание | Схематическое изображение |
| Углом вперед | Электрод наклонен на сварщика под углом 30-60 градусов, движется «от себя». |
Углом вперед
|
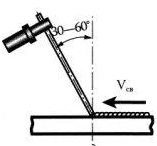
| Углом назад | Электрод наклонен на сварщика под углом 30-60 градусов, движется «на себя». |
Углом назад
|
| Под прямым углом | Электрод перпендикулярен сварному шву. Данный способ сварки предназначен для труднодоступных мест. |
Под прямым углом
|
Линия стыковки деталей может быть прямолинейной, криволинейной и кольцевой. Последний вариант характерен для сварных швов трубопроводов и круглых деталей.
Специфика движения электрода
Структура шва зависит от действий сварщика. Выделяют следующие способы перемещения электрода, влияющие на специфику соединения.
- Спираль, круглая или квадратная.
- Восьмерка или бесконечность.
- Треугольник.
- Зигзаги.
- Полумесяцы.
Классификация характерна только для сварки плавящимся электродом.
 Рис. 8 Схемы движения электрода
Рис. 8 Схемы движения электрода
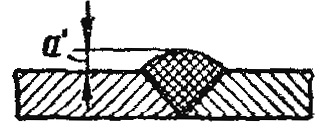
Катет шва
Катет шва имеет одну из трех форм.
| Тип катета | Описание | Схема |
| Положительный | Шов выпуклой формы. Размер усиления зависит от толщины свариваемых заготовок и технологии проведения работ. Сварка требует значительного количества времени. |
Положительный
|
| Отрицательный | Вогнутый шов, формируемый при сварке на высокой скорости. Соединение характеризуется пониженной прочностью, не подходит для ответственных узлов. |
Отрицательный

|
| Нормальный | Сварочный шов в одной плоскости с деталями. Соединение не используется в трубопроводах, работающих под давлением свыше 10 атмосфер. |
Нормальный

|
Чем больше усиление сварочного шва, тем выше его прочность.
Дополнительные факторы, характеризующие шов
На структуру сварного шва влияют два дополнительных фактора.
- Протяженность. При высоких требованиях к герметичности соединения шов делают сплошным. Выполнять протяженные сварные швы можно на TIG- и MIG-аппаратах. В случае отсутствия подобных требований допускается создание прерывистых швов длиной 2 – 3 см.
- Число проходов. Заготовки толщиной до 4 мм сваривают в один проход. При работе с более толстыми деталями требуется несколько проходов.
По числу проходов швы делятся на двухпроходные, трехпроходные и многопроходные.
Дефекты
Обнаружить дефекты помогает визуальный контроль сварных швов. Процедура выявляет недочеты, снижающие прочность, герметичность и эстетичность соединения.
Перечень наиболее вероятных проблем.
- Непровары. Внутренние участки деталей, не соединенные со сварочным швом. Непровары возникают при быстром перемещении электрода и недостаточной силе тока.
- Наплывы. Избыток наплавленного металла на поверхности соединения. Проблема характерна для вертикальных и потолочных швов, появляется при низкой скорости сварки и недостаточных навыках мастера.
- Подрезы. Верхняя часть наплавленного металла разделена с основным материалом небольшими выемками. Дефект проявляется при формировании положительного катета.
- Поры. Металл шва насыщается кислородом, приобретает пористую структуру. В результате снижается прочность соединения и его герметичность. Причина пор – отсутствие защитной среды.
При резком охлаждении соединения могут возникнуть трещины. Проблема актуальна при работе с чугуном.
Покупка материалов и экипировки для сварочных работ
Обратившись в интернет-магазин «РИНКОМ», Вы приобретет все, что необходимо сварщику. Мы предлагаем коронки для точечной сварки, краги, маски и магнитные фиксаторы. В ассортименте молотки для удаления шлака, зажимы, шаблоны и многое другое. Ознакомиться с полным ассортиментом продукции поможет соответствующий раздел каталога.




