
- Способы накатки
- Виды накатки в зависимости от типа детали
- Виды рифлений и ролики для их накатки
- Геометрия накатных роликов
- Материал изготовления роликов
- Особенности накатки рифлений
- Проблемы при накатке и способы их решения
- Оснастка для работы с роликами
- Частые вопросы
- Для чего нужна накатка рифлений?
- В чем преимущества деформирующей накатки?
- В чем преимущества режущей накатки?
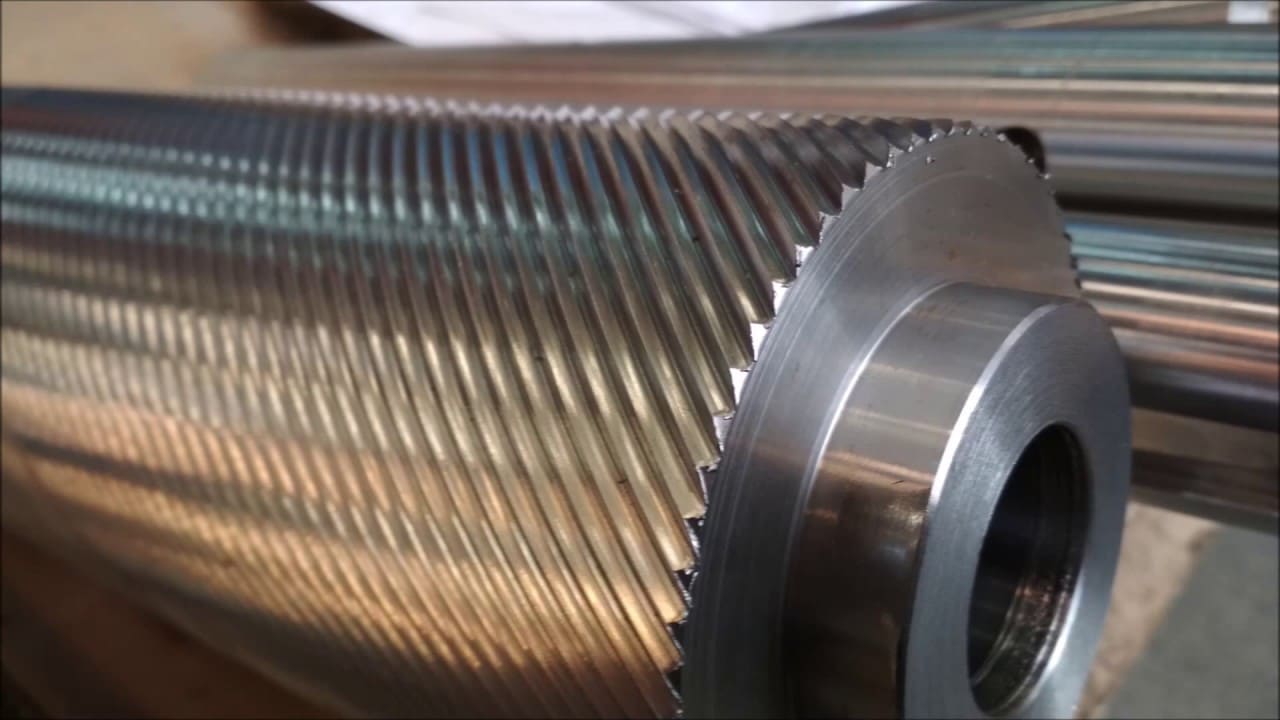 Рис. 1 Рифления на поверхности детали
Рис. 1 Рифления на поверхности детали
Способы накатки
Накатка рифлений происходит одним из двух способов.
- Деформирующая накатка. Узор формируется деформирующим воздействием ролика на основание. В работу принимаются заготовки из цветных металлов и сплавов на их основе. Ключевой недостаток – увеличение диаметра детали на 40% от размера деформирующих зубьев.
- Режущая накатка. Рисунок наносится посредством резания, что обеспечивает образование стружки. Допускается работа с тонкостенными заготовками и материалами высокой твердости.
Обработка резанием повышает качество узора, подходит для профилей RAA и RGE. Деформирующая накатка позволяет создать любой профиль.
 Рис. 2 Накатка рифлений на токарном станке методом резания
Рис. 2 Накатка рифлений на токарном станке методом резания
Виды накатки в зависимости от типа детали
Одна из распространенных разновидностей обработки – полная накатка. Она предполагает формирование рисунка по всей поверхности заготовки. Решение актуально при токарной накатке рифлений, работе с фрезерными и сверлильными станками.
 Рис. 3 Полная накатка рифлений
Рис. 3 Полная накатка рифлений
Ленточная накатка предусматривает создание узора на отдельном участке. Как правило, это место монтажного контакта или иная часть детали, для которой важно исключить скольжение.
 Рис. 4 Ленточная накатка
Рис. 4 Ленточная накатка
Используя соответствующие приспособления для накатки рифлений, можно сформировать внутренний узор. Операция носит название «внутренняя накатка».
 Рис. 5 Внутренняя накатка
Рис. 5 Внутренняя накатка
Также возможна накатка на конические и прочие сложные поверхности.
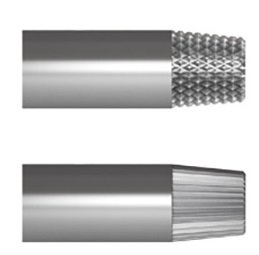 Рис. 6 Накатка на конические поверхности
Рис. 6 Накатка на конические поверхности
Виды рифлений и ролики для их накатки
Конфигурация получаемого рисунка зависит от типа ролика для накатки рифлений.
|
Тип накатки |
Описание |
Вид ролика |
Формируемый рисунок |
|
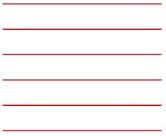
Прямая |
Узор формируется роликом для накатки прямых рифлений. Он содержит линейные зубья, расположенные с заданной частотой. |
Прямая

|
Прямая

|
|
Правосторонняя |
В роли инструмента для накатки рифлений выступает ролик со скошенным зубом. Угол наклона составляет 15-30 градусов. |
Правосторонняя

|
Правосторонняя

|
|
Левосторонняя |
Зеркальный аналог правосторонней накатки. |
Левосторонняя

|
Левосторонняя

|
|
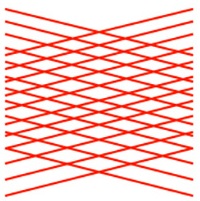
Алмазная |
Процедура выполняется посредством ролика для накатки сетчатых рифлений по ГОСТ 13063-67. Рисунок напоминает пересекающуюся право- и левостороннюю накатку. |
Алмазная

|
Алмазная
|
Расстояние между рифлениями может быть разным. Параметр определяется значением Teeth Per Inch (TPI) – количество зубьев на дюйм.
|
Степень накатки |
Описание |
Изображение |
|
Крупная |
Накатка с 14 TPI. Элементы находятся на максимальном удалении друг от друга, имеют предельную глубину. |
Крупная
|
|
Средняя |
Накатка с умеренным количеством зубьев. Значение TPI составляет 21. Универсальная степень накатки, получившая наибольшее распространение. |
Средняя
|
|
Мелкая |
Накатка с минимальным значением TPI – 33. Насечки обладают наименьшей глубиной в сравнении с прочими степенями. |
Мелкая
|
В качестве основного инструмента выступают ролики для накатки рифлений по ГОСТ 21474-75 и ролики для накатки рифлений по ГОСТ 13063-67.
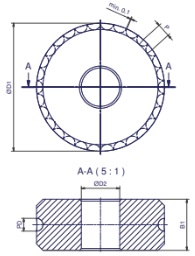
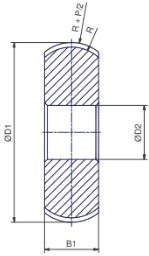
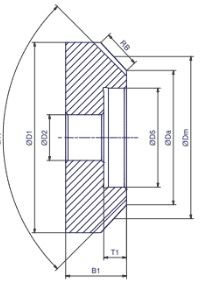
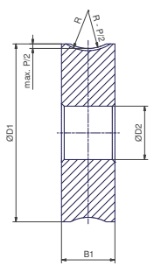
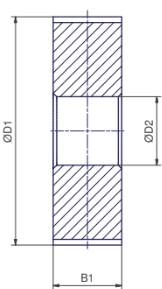
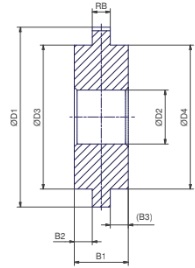
Геометрия накатных роликов
Купить ролики для накатки рифлений предлагается в нескольких исполнениях.
|
Исполнение |
Изображение |
Исполнение |
Изображение |
|
Цилиндрические с фаской и без фаски |
Цилиндрические с фаской и без фаски
|
Выпуклые |
Выпуклые
|
|
Конические |
Конические
|
Вогнутые |
Вогнутые
|
|
Полировочные |
Полировочные
|
Специальные |
Специальные
|
Также в наличии маркировочные ролики. Они предназначены для нанесения текста различных форматов на металлическую поверхность.
Материал изготовления роликов
Ролики для накатки прямых и сетчатых рифлений представлены твердосплавными и порошковыми изделиями. Первые работают с материалами малой твердости, вторые – повышенной.
Особенности накатки рифлений
Использование роликов для накатки прямых и сетчатых рифлений по ГОСТ предусматривает соблюдение следующих рекомендаций.
- Подача ролика выполняется со значительным усилием. При этом важно чтобы его зубья попадали в выполненные насечки при повторном проходе.
- При нанесении рифлений посредством двух роликов инструменты располагаются друг над другом без смещения.
- Перед использованием ролики проходят очистку. Для этого применяется металлическая щетка с мелкой щетиной. Она удаляет остатки материала, оставшиеся между узорами с прошлой процедуры.
- Продольная подача инструмента определяется диаметром заготовки. Для элементов диаметром до 25 мм параметр составляет 1 – 1,5 мм/об, для более крупных заготовок – от 2 до 3 мм/об.
- Число проходов прописывается в технологической карте, зависит от твердости заготовки.
- Скорость вращения детали также зависит от твердости. Для цветных металлов и сплавов на их основе параметр составляет 20 – 25 м/мин. При работе с углеродистыми и нержавеющими сталями скорость снижают до 15 – 20 м/мин.
Для получения чистой накатки стоит удостовериться, что диаметр детали делится на диаметр ролика без остатка.
Проблемы при накатке и способы их решения
При использовании станков для накатки рифлений могут возникнуть сложности. Большинство из них удается устранить.
|
Проблема |
Способ решения |
|
Профиль не имеет выраженного рисунка, обладает небольшой глубиной. |
Увеличьте силу подачи, обеспечив плотное прилегание ролика к заготовке. |
|
Рисунок профиля имеет смещения, выглядит размазанным. |
Устраните поперечное биение заготовки. При необходимости выполните ее обтачивание для получения требуемой формы. |
|
Начальная часть рифления имеет дефекты. |
Нанесите фаску на кромку заготовки. В случае наличия фаски увеличьте ее размер. |
|
При нанесении прямого рифления линии искривляются. |
Устраните ошибки при позиционировании головки, а также проверьте ее целостность. |
|
Профиль накатки получается сплющенным. |
Скорректируйте задний угол |
|
Для перемещения ролика нужно прилагать значительные усилия, инструмент периодически заедает. |
Очистите поверхность инструмента от металлических фрагментов. При необходимости нанесите смазку. |
|
Вершины рифления притуплены, имеют неэстетичный вид. |
Замените ролик. С высокой вероятностью инструмент имеет значительный износ. |
В случае с некорректным формированием вершин возможен обратный эффект – элементы слишком заострены. Причина – избыточное количество проходов.
Оснастка для работы с роликами
Установить ролики позволяют державки для накатки рифлений. Изделия представлены в двух вариациях: с двумя и одним роликом. Первые используются при формировании пересекающегося рисунка. Выверенное расположение креплений позволяет разметить ролики без смещений относительно друг друга.
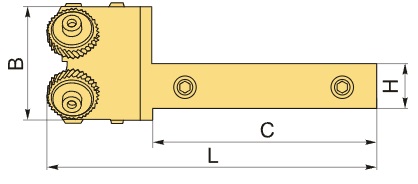 Рис. 7 Державка двухроликовая
Рис. 7 Державка двухроликовая
Державки с одним роликом подходят для прямой, право- и левосторонней накатки. Они используются при работе со специальным и полировочным инструментом, востребованы при большинстве базовых операций.
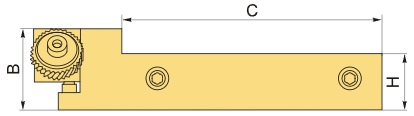 Рис. 8 Державка однороликовая
Рис. 8 Державка однороликовая
Приобрести державки и ролики для накатки рифлений поможет наш интернет-магазин. Мы предлагаем сертифицированную продукцию, соответствующую требованиям ГОСТа. Инструмент доступен в различном исполнении, позволяет выполнить любые операции по накатке.




