
Попутное фрезерование
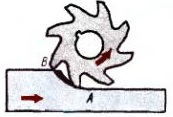
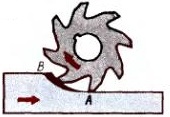
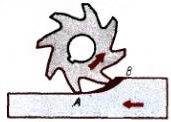
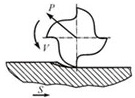
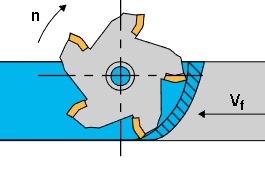
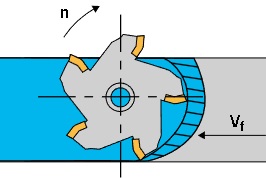
Попутное фрезерование – способ обработки металла, при котором направление подачи фрезы совпадает с направлением движения заготовки. Альтернативное название – фрезерование по подаче.
|
Способ попутного фрезерования |
Изображение |
Способ попутного фрезерования |
Изображение |
|
Слева направо |
Слева направо
|
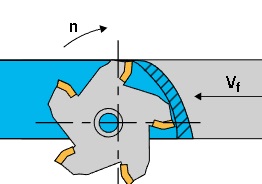
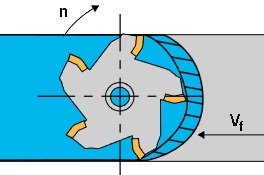
Справа налево |
Справа налево
|
Толщина стружки при врезании фрезы имеет максимальный размер и истончается в ходе обработки. При этом силы резания равномерно прижимают заготовку и рабочую часть инструмента.
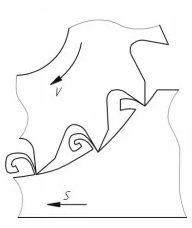 Рис. 1 Формирование стружки при попутном фрезеровании
Рис. 1 Формирование стружки при попутном фрезеровании
Встречное фрезерование
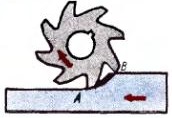
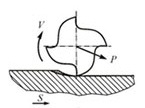
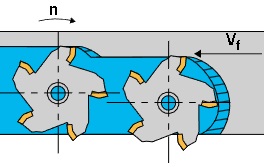
Встречное фрезерование полная противоположность попутного. В данном случае оснастка и деталь движутся навстречу друг другу. Метод относится к разряду традиционных, также именуется «против подачи».
|
Способ встречного фрезерования |
Изображение |
Способ встречного фрезерования |
Изображение |
|
Слева направо |
Слева направо
|
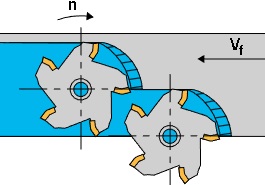
Справа налево |
Справа налево
|
В отличие от попутного фрезерования, толщина стружки нарастает по мере обработки заготовки, что приводит к повышению температуры и отжиму инструмента. В результате приходится использовать сниженные режимы резания и дополнительное охлаждение.
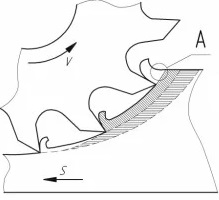 Рис. 2 Формирование стружки при встречном фрезеровании
Рис. 2 Формирование стружки при встречном фрезеровании
Вероятность погрешности при обработке
При встречном и попутном фрезеровании возможно смещение оснастки. Согласно специфике воздействия на заготовку, проблема более вероятна при попутной обработке.
|
Тип фрезерования |
Способ подачи инструмента |
Отклонение |
|
|
Попутное |
Попутное1
|
Попутное2

|
Попутное3

|
|
Встречное |
Встречное1
|
Встречное2

|
Встречное3

|
Общие рекомендации по выполнению работ при встречном и попутном фрезеровании
Добиться наилучшего результата при встречной и попутной обработке помогут следующие советы.
|
Рекомендация |
Изображение |
|
|
Расположите деталь таким образом, чтобы фреза проходила по касательной вдоль всего места контакта. |
Касательно расположение |
Некасательное расположение |
|
Касательно расположение
|
Некасательное расположение
|
|
|
При выполнении операций в несколько проходов выберите попутное фрезерование или обеспечьте выход инструмента по касательной. |
Выход по касательной |
Выход не по касательной |
|
Выход по касательной
|
Выход не по касательной
|
|
|
Для эффективной обработки в один проход используйте фрезу диаметром на 20 – 30% больше ширины участка. |
Диаметр фрезы больше 20% |
Диаметр фрезы меньше 20% |
|
Диаметр фрезы больше 20%
|
Диаметр фрезы меньше 20%
|
|
Плюсы и минусы попутного фрезерования
Среди преимуществ попутного фрезерования стоит выделить:
- надежное прижатие заготовки и твердосплавных пластин (при работе с составным инструментом);
- равномерный износ контактной части режущих кромок;
- высокое качество обработки, минимальный риск неровностей на поверхности детали;
- отвод стружки в сторону, противоположную движению.
Недостатки попутного фрезерования:
- сложности при работе с грубыми, неоднородными материалами;
- высокие требования к оборудованию в части жесткости и вибрационной устойчивости.
Важной особенностью попутного фрезерования является повышенная скорость обработки в сравнении со встречными методами. Способ подходит для тонкостенных элементов и прецизионного фрезерования.
Плюсы и минусы встречного фрезерования
К достоинствам встречного фрезерования относится:
- минимальное количество вибраций;
- размеренный темп обработки;
- эффективное взаимодействие с неоднородными и шероховатыми материалами.
Недостатки встречного фрезерования:
- сложности при удалении стружки;
- повышенные температурные нагрузки;
- неравномерный износ рабочей поверхности фрезы.
Встречное фрезерование требует больших усилий, чем попутное. Это обусловлено естественным сопротивлением заготовки при подаче. Кроме того, радиальное воздействие при резке может привести к отрыву детали. Чтобы этого не произошло, необходимы более надежные крепления.




