
- Применяемый инструмент
- Выполняемые операции
- Особенности установки державок и резцов
- Порядок проведения работ
- Популярные вопросы о направляющих для станков
- Как подобрать величину заднего угла расточного резца?
- Каковы причины вибраций при внутреннем точении?
- В каких случаях выполняется растачивание отверстий?
- Использование китайских расточных резцов ухудшит качество обработки?
Точение внутренних поверхностей усложняется избыточным вылетом инструмента и затруднительной эвакуацией стружки. Это приводит к вибрациям, перегреву и преждевременному износу пластин. Избежать проблем позволяет грамотный подбор оснастки и правильная организация процесса.
Применяемый инструмент
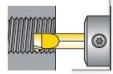
Качественную обработку заготовок обеспечивают резцы для внутреннего точения и державки с пластинами. Резцы относятся к расточному типу, имеют монолитное исполнение и изогнутую рабочую часть. Последняя эффективно взаимодействует с внутренней поверхностью, быстро удаляет материал в труднодоступных зонах.
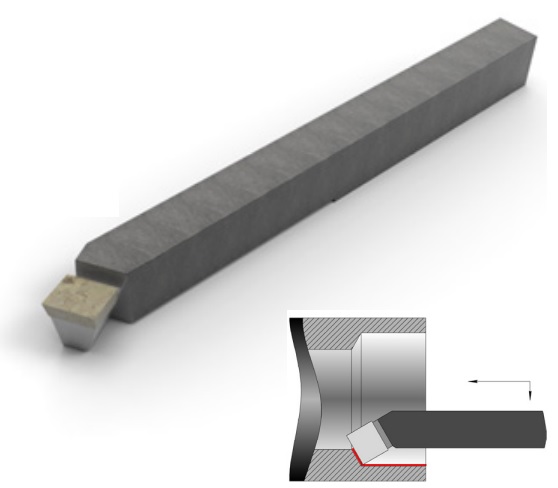 Рис. 1 Расточный резец
Рис. 1 Расточный резец
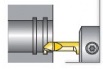
Держава – корпусный инструмент с посадочным местом для твердосплавной пластины. Такое исполнение расширяет вариативность настройки, исключает полную замену оснастки при износе режущей части.
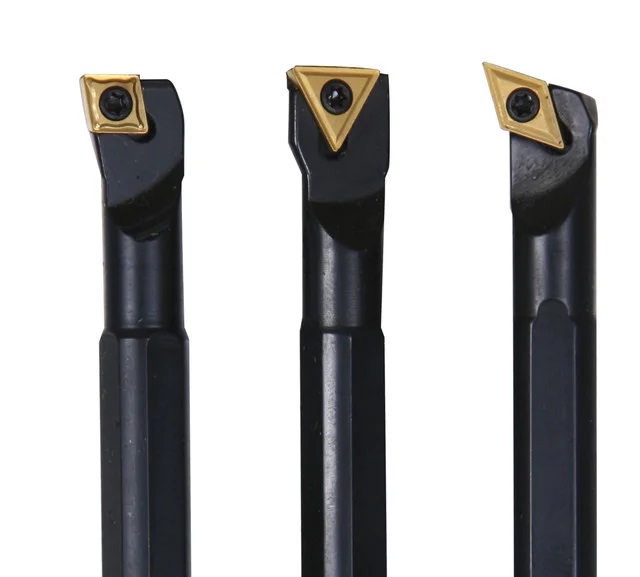 Рис. 2 Державки для внутреннего точения с твердосплавными пластинами
Рис. 2 Державки для внутреннего точения с твердосплавными пластинами
Выполняемые операции
При внутреннем точении на токарном станке преобладают продольные, профильные и резьбонарезные операции. В первом случае инструмент двигается вдоль продольной оси, во втором – во всех доступных осях, в третьем – нарезает внутреннюю резьбу.
Полным перечень операций по точению внутренних поверхностей изделий представлен в таблице.
|
Тип операции |
Изображение |
Тип операции |
Изображение |
Тип операции |
Изображение |
|
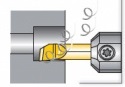
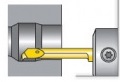
Базовое растачивание отверстий |
Базовое растачивание отверстий
|
Растачивание отверстий резцом со стружколомом |
Растачивание отверстий резцом со стружколомом
|
Растачивание отверстий резцом со стружко-завивателем |
Растачивание отверстий резцом со стружко-завивателем
|
|
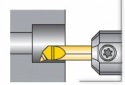
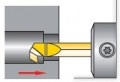
Растачивание отверстий инструментом с углом 20 градусов |
Растачивание отверстий инструментом с углом 20 градусов
|
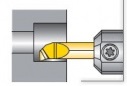
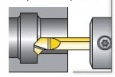
Растачивание отверстий инструментом с углом 90 градусов |
Растачивание отверстий инструментом с углом 90 градусов
|
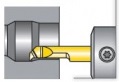
Растачивание и профильная обработка |
Растачивание и профильная обработка
|
|
Растачивание и профильная обработка резцом со стружколомом |
Растачивание и профильная обработка резцом со стружколомом
|
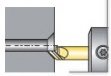
Обработка внутренней поверхности методом обратной подачи |
Обработка внутренней поверхности методом обратной подачи
|
Растачивание отверстий со сложным профилем |
Растачивание отверстий со сложным профилем
|
|
Подготовка фасок |
Подготовка фасок
|
Нарезание резьбы |
Нарезание резьбы
|
Подготовка канавок прямого сечения |
Подготовка канавок прямого сечения
|
|
Подготовка радиусных канавок |
Подготовка радиусных канавок

|
Подготовка торцевых канавок |
Подготовка торцевых канавок
|
Выполнение отрезных операций через внутренние канавки |
Выполнение отрезных операций через внутренние канавки
|
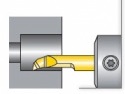
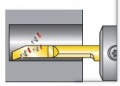
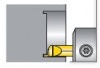
При работе со сквозными отверстиями используются проходные резцы, с глухими – упорно-проходные.
%20и%20упорно-проходные%20(б)%20резцы) Рис. 3 Проходные (а) и упорно-проходные (б) резцы
Рис. 3 Проходные (а) и упорно-проходные (б) резцы
Особенности установки державок и резцов
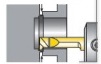
Оснастка фиксируется в держателе горизонтально, с минимальным вылетом. Режущая часть располагается на уровне центральной оси станка, дабы минимизировать риск прогибов при высоких нагрузках. Для повышения качества обработки можно приподнять резец над осью на 0,01 – 0,02 диаметра растачиваемого отверстия.
Точная настройка высоты острия обеспечивается подкладками. С целью предотвращения вибраций стоит ограничиться 2, максимум 3 элементами. Лучше взять одну толстую подкладку, чем несколько тонких.
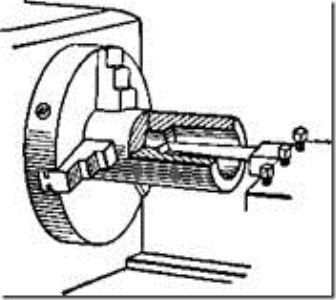 Рис. 4 Установка и эксплуатация резца для внутреннего точения
Рис. 4 Установка и эксплуатация резца для внутреннего точения
Порядок проведения работ
Порядок работы с расточными резцами определяется технологической картой и параметрами изготавливаемых деталей. При этом важно обеспечить качественную эвакуацию стружки, точное позиционирование оснастки и эффективное охлаждение. В противном случае не избежать дефектов.




