
Производители предлагают различные виды токарных станков. Каждая категория устройств имеет свою конструкцию, предназначена для определенных задач.
Токарно-винторезные станки
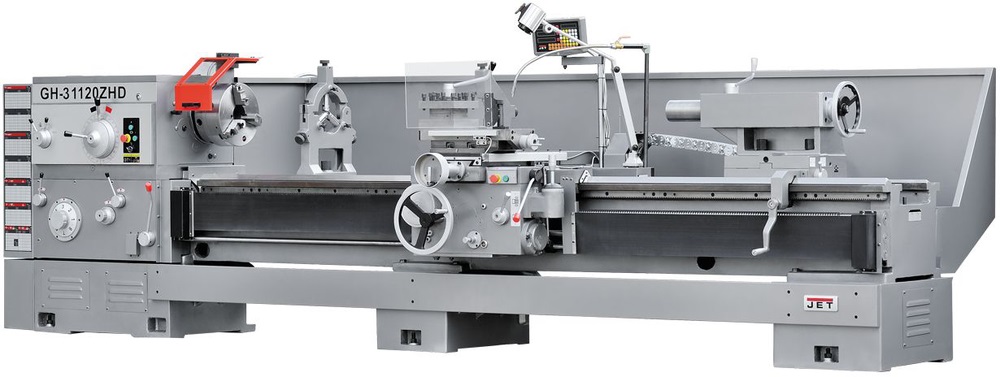
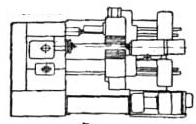
Наиболее распространенные установки. Обрабатываемая деталь зажимается в патроне, после чего раскручивается до требуемых оборотов. В ходе движения на нее воздействует резец, перемещающийся вдоль оси. Также возможно применение метчиков и сверл, устанавливаемых на заднюю бабку.
 Рис. 1 Токарно-винторезный станок
Рис. 1 Токарно-винторезный станок
Производители предлагают различные виды токарно-винторезных станков.
|
Тип |
Масса |
Предельный диаметр заготовки |
Изображение |
|
Легкий |
500 кг |
до 200 мм |
Легкий

|
|
Средний |
4 000 кг |
до 500 мм |
Средний

|
|
Крупный |
15 000 кг |
до 1 250 мм |
Крупный
|
|
Тяжелый |
40 000 кг |
до 4 000 мм |
Тяжелый

|
Оборудование обладает множеством преимуществ, обеспечивающих его широкое распространение: производительные силовые агрегаты, высокая жесткость конструкции, возможность расширения функционала, обширный диапазон подачи резца и скорости вращения шпинделя.
Многорезцовые станки
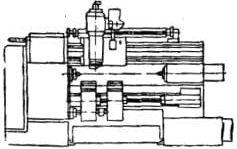
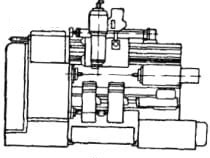
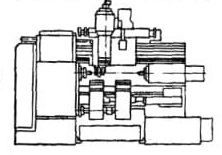
Вид токарных станков по металлу для ступенчатых деталей. Техника оснащается насадками с комплектом резцов, обеспечивает одновременную обработку заготовок в нескольких точках. В результате уменьшаются сроки проведения работ, и обеспечивается прекрасная повторяемость операций.
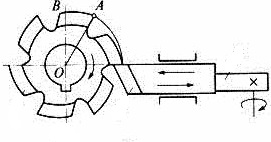
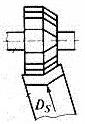
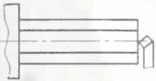
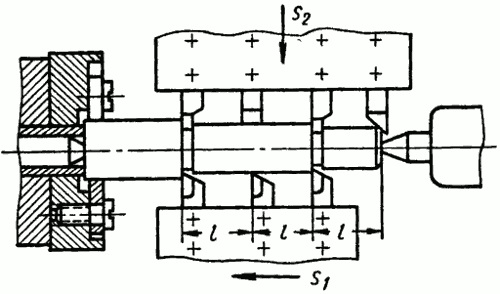 Рис. 2 Схема обработки вала на многорезцовом станке
Рис. 2 Схема обработки вала на многорезцовом станке
Оборудование взаимодействует с целыми деталями и их частями. С его помощью формируются канавки, фаски, фасонные переходы и прочие элементы.
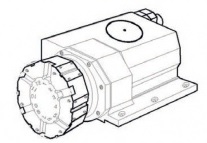
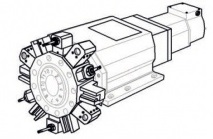
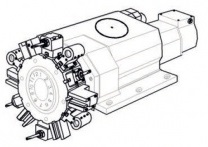
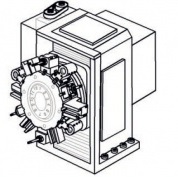
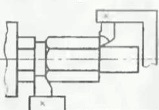
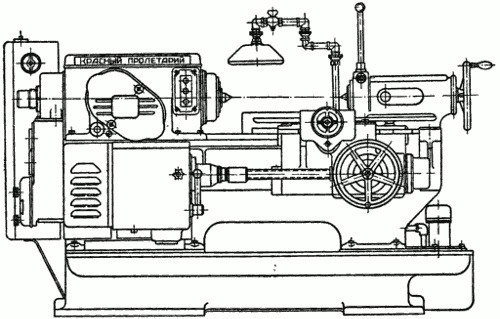 Рис. 3 Многорезцовый токарный станок серии 1730
Рис. 3 Многорезцовый токарный станок серии 1730
Карусельные станки
Карусельные станки имеют крупные, вертикально ориентированные патроны. Они работают с габаритными заготовками, подходят для изготовления шестерней, фальцевых крышек и маховых колес. Техника с ЧПУ востребована при выпуске медицинского оборудования и деталей промышленных роботов.
 Рис. 4 Карусельный станок
Рис. 4 Карусельный станок
Виды работ на токарном станке включают: зенкерование, формирование канавок, подготовку отверстий, торцевание и обработку краев. Также выполняются стандартные процедуры по точению, растачиванию и обработке наклонных поверхностей.
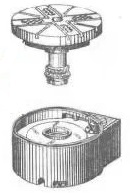
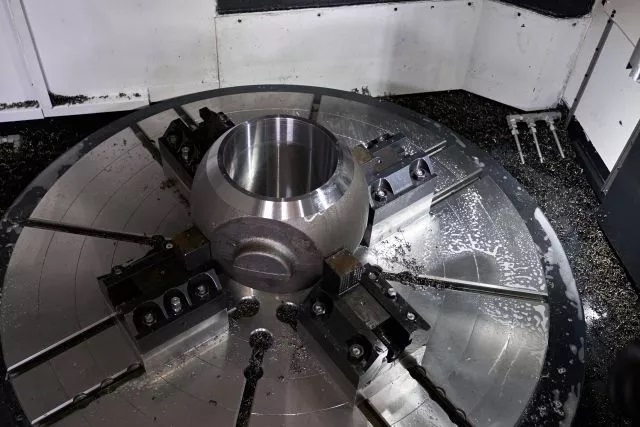 Рис. 5 Патрон карусельного станка с обрабатываемой деталью
Рис. 5 Патрон карусельного станка с обрабатываемой деталью
Оборудование существенно отличается от токарно-винторезных станков, состоит из следующий компонентов:
|
Деталь |
Изображение |
Деталь |
Изображение |
Деталь |
Изображение |
|
Рабочий стол с планшайбой |
Рабочий стол с планшайбой
|
Противовес |
Противовес

|
Вспомогательный механизм для ручного перемещения компонентов |
Вспомогательный механизм

|
|
Защитный элемент |
Защитный элемент

|
Траверса |
Траверса

|
Коробка скоростей |
Коробка скоростей

|
|
Верхний суппорт |
Верхний суппорт

|
Подъемный мостик для траверсы |
Подъемный мостик для траверсы

|
Редуктор |
Редуктор

|
|
Управляющий блок |
Управляющий блок

|
Колонна |
Колонна
|
Двигатель |
Двигатель

|
|
Редуктор вала отбора мощности |
Редуктор вала отбора мощности

|
Модуль подачи смазки |
Модуль подачи смазки

|
Боковой суппорт |
Боковой суппорт

|
Данный вид токарных станков с ЧПУ подходит для выполнения черновых, получистовых и чистовых операций, незаменим при решении сложных производственных задач.
Затыловочные станки
При выборе токарных станков для производства зубьев и шестерней оптимальны затыловочные модели. Техника имеет особое исполнение суппорта, что позволяет выполнять сложные операции, недоступные токарно-винторезным устройствам.
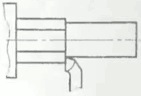
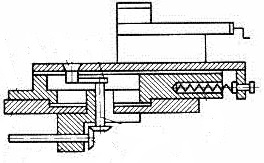 Рис. 6 Суппорт затыловочного токарного станка
Рис. 6 Суппорт затыловочного токарного станка
Выделяют следующие виды обработки на токарном станке:
|
Способ обработки |
Изображение |
Способ обработки |
Изображение |
Способ обработки |
Изображение |
|
Радиальный |
Радиальный
|
Косой |
Косой
|
Осевой |
Осевой
|
Оборудование отличается вариативностью настройки, снабжено механизмом быстрого отвода инструмента для ручных и полуавтоматических моделей.
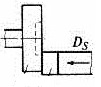
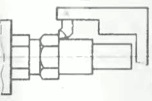
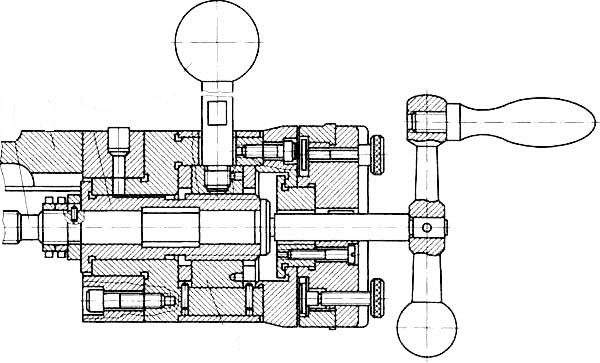 Рис. 7 Механизм быстрого отвода инструмента
Рис. 7 Механизм быстрого отвода инструмента
Сам станок имеет классическую компоновку, при этом содержит привод для шлифовальной ленты. Он расположен в верхней части устройства, позиционируется с учетом исполнения детали.
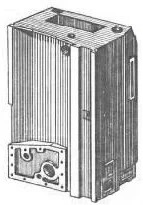
 Рис. 8 Токарно-затыловочный станок
Рис. 8 Токарно-затыловочный станок
Револьверные станки
Револьверные станки отличаются наличием многопозиционной головки, несущей несколько инструментов. Это расширяет вариативность выполняемых операций, позволяет быстро переходить от точения к растачиванию и от сверления к зенкерованию.
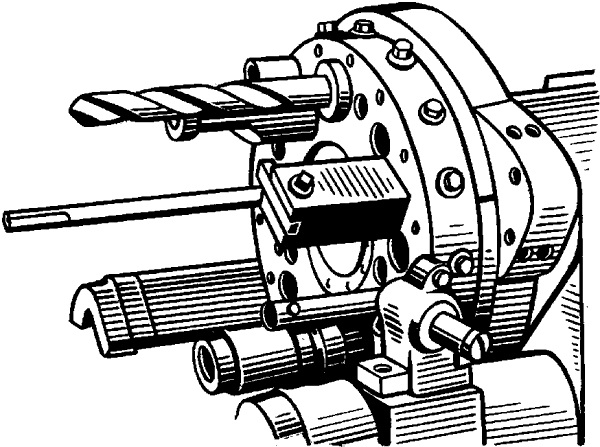 Рис. 9 Револьверная головка с установленной оснасткой
Рис. 9 Револьверная головка с установленной оснасткой
Наибольшее распространение получили револьверные решения 4 групп:
|
Тип головки |
Изображение |
Тип головки |
Изображение |
|
Стандартная |
Стандартная
|
Одномоторная фрезерная |
Одномоторная фрезерная
|
|
Двухмоторная |
Двухмоторная
|
Одномоторная фрезерная с поддержкой оси Y |
Одномоторная фрезерная с поддержкой оси Y
|
Станки работают с линейными, коническими и фасонными поверхностями. Во втором случае используется криволинейный шаблон, в третьем – широкие резцы или копировальный инструмент.
 Рис. 10 Револьверный станок с ЧПУ
Рис. 10 Револьверный станок с ЧПУ
Универсальные автоматы
Станки с высокой степенью автоматизации для серийных производств. Устройства комплектуются мощным приводом, поддерживают установку нескольких инструментов и числовое управление. Отечественная промышленность предлагает внушительную линейку универсальных автоматов.
|
Модель |
Изображение |
Модель |
Изображение |
Модель |
Изображение |
Модель |
Изображение |
|
1721 |
1721
|
1722К |
1722К
|
МР102 |
МР102
|
1722С3 |
1722С3
|
|
1721С |
1721С
|
МР27 |
МР27
|
МР29 |
МР29
|
МР20 |
МР20
|
Получение детали на автомате и классическом токарном станке имеет ряд различий.
|
Классический токарный станок |
Универсальный автомат |
||||
|
№ |
Операция |
Изображение |
№ |
Операция |
Изображение |
|
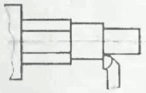
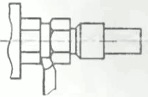
1 |
Подрезка |
Подрезка
|
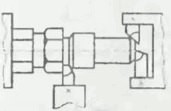
1 |
Обтачивание поверхности по заданной длине с последующим снятием фаски на головке болта |
Обтачивание
|
|
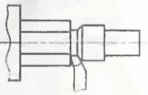
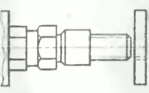
2 |
Обточка диаметра на заданную длину |
Обточка
|
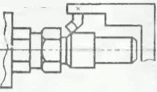
2 |
Черновая обточка диаметра на заданную длину |
Черновая обточка
|
|
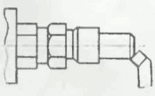
3 |
Обточка поверхности под резьбу |
Обточка поверхности
|
3 |
Снятие фаски, подрезание торца и формирование канавки |
Снятие фаски
|
|
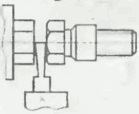
4 |
Проточка канавки с последующим снятием фаски |
Проточка канавки
|
4 |
Чистовая обточка диаметра на заданную длину |
Чистовая обточка
|
|
5 |
Снятие фаски с поверхности головки |
Снятие фаски
|
5 |
Формирование резьбы |
Формирование резьбы
|
|
6 |
Снятие фаски в торцевой части |
Снятие фаски
|
6 |
Отрезная операция |
Отрезная операция
|
|
7 |
Формирование резьбы |
Формирование резьбы
|
|||
|
8 |
Отрезная операция |
Отрезная операция
|
|||
Оснастка к станкам
Для эффективной обработки деталей требуются разные виды резцов для токарных станков. Оптимальный вариант оснастки для российских производств – изделия под маркой Deskar. Производитель предлагает твердосплавные резцы, пластины и державки для них. Продукция изготавливается в Китае, соответствует международным стандартам, обладает доступной ценой и обширной вариативностью.




