
Ассортимент доступных решений
В продаже представлены классические решения и резьбофрезы со сменными пластинами. Оснастка в цельном исполнении доступна в двух вариантах:
|
Тип резьбофрезы |
Особенности |
Изображение |
|
Цилиндрическая |
Инструмент с зубьями на наружной боковой поверхности. Задние углы затачиваются на каждом зубе, а их профиль соразмерен резьбе. |
Цилиндрическая
|
|
Винтовая |
Оснастка с винтовой канавкой и соответствующим позиционированием зубьев. Последние расположены согласно углу подъема нарезаемой резьбы. |
Винтовая
|
Цельнометаллические резьбофрезы могут различаться покрытием и геометрией рабочей части. Каждое исполнение имеет технические особенности, повышающие эффективность в разных сценариях.
|
Исполнение резьбофрезы |
Фото |
Чертеж |
Исполнение резьбофрезы |
Фото |
Чертеж |
|
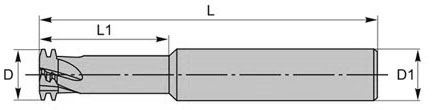
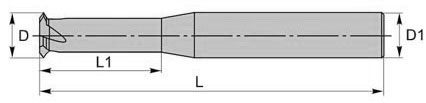
Концевая твердосплавная резьбофреза для трапецеидальной резьбы |
Концевая твердосплавная резьбофреза

|
Концевая твердосплавная резьбофреза чертеж
|
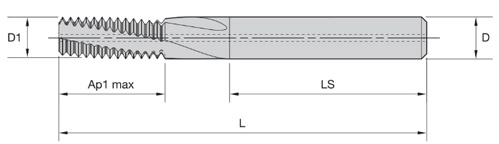
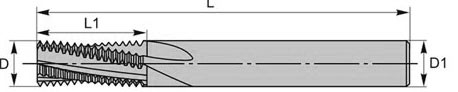
Метрическая резьбофреза для внутренней резьбы с покрытием DLC |
Метрическая резьбофреза

|
Метрическая резьбофреза чертеж
|
|
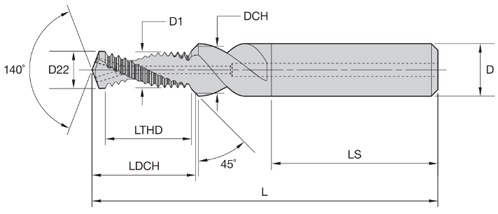
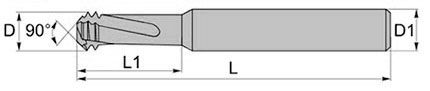
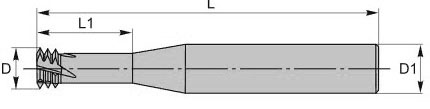
Грибковая торцевая резьбофреза с зубьями 60 или 55 градусов. Инструмент имеет одновитковое исполнение, предназначен для глухих отверстий |
Грибковая торцевая резьбофреза

|
Грибковая торцевая резьбофреза чертеж
|
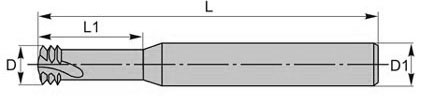
Оснастка с профилем зубьев Whitworth 55°и покрытием TiAlN |
Оснастка с профилем зубьев Whitworth

|
Оснастка с профилем зубьев Whitworth чертеж
|
|
Двухвитковая винтовая резьбофреза с профилем зубьев 60 градусов |
Двухвитковая винтовая резьбофреза

|
Двухвитковая винтовая резьбофреза чертеж
|
Трехвитковая резьбофреза ISO 60 |
Трехвитковая резьбофреза

|
Трехвитковая резьбофреза чертеж
|
|
Трехвитковая фреза для метрической резьбы с наружным охлаждением и покрытием DLC |
Трехвитковая фреза для метрической резьбы

|
Трехвитковая фреза для метрической резьбы чертеж
|
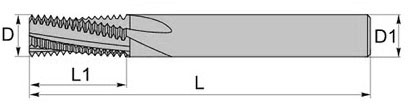
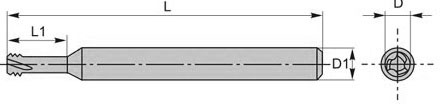
Монолитная резьбофреза для особо точных работ с профилем зубьев 60 градусов |
Монолитная резьбофреза

|
Монолитная резьбофреза чертеж
|
Также в наличии корпусные резьбофрезы. Они имеют одно- и многозубое исполнение. Геометрия нарезаемой резьбы зависит от формы установленной пластины и специфики подачи инструмента.
|
Исполнение резьбофрезы |
Фото |
Чертеж |
Исполнение резьбофрезы |
Фото |
Чертеж |
|
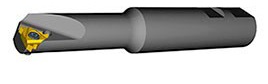
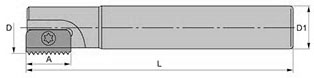
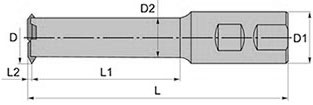
Концевая однозубая резьбофреза |
Концевая однозубая резьбофреза
|
Концевая однозубая резьбофреза чертеж
|
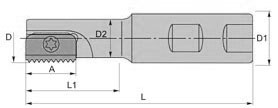
Концевая однозубая фреза со сменной пластиной-гребенкой |
Концевая однозубая фреза

|
Концевая однозубая фреза чертеж
|
|
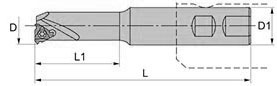
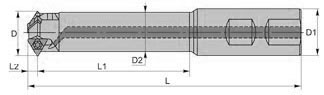
Концевая многозубая резьбофреза с каналом подачи СОЖ |
Концевая многозубая резьбофреза

|
Концевая многозубая резьбофреза чертеж
|
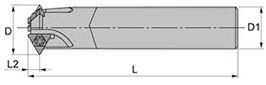
Резьбофреза с открытым профилем зубьев 60 градусов для подготовки резьбы в глубоких отверстиях |
Резьбофреза с открытым профилем зубьев

|
Резьбофреза с открытым профилем зубьев чертеж
|
|
Концевая многозубая резьбофреза в антивибрационном исполнении |
Концевая многозубая резьбофреза

|
Концевая многозубая резьбофрезагловые чертеж
|
Концевая многозубая фреза со сменными пластинами DV |
Концевая многозубая фреза

|
Концевая многозубая фреза чертеж
|
|
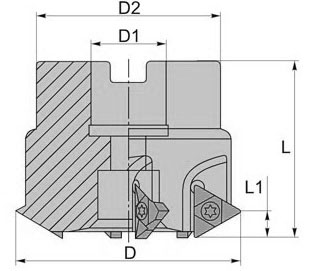
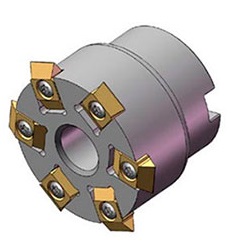
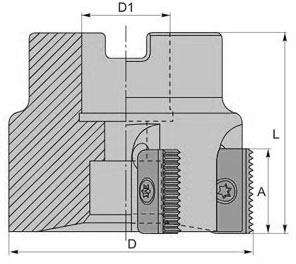
Насадная резьбофреза с треугольными пластинами типа U |
Насадная резьбофреза с треугольными пластинами

|
Насадная резьбофреза с треугольными пластинами чертеж
|
Насадная многозубая фреза с платсинами типа DV |
Насадная многозубая фреза с платсинами типа DV
|
Насадная многозубая фреза с платсинами типа DV чертеж
|
|
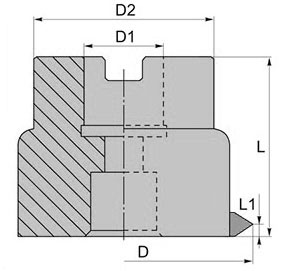
Насадная многозубая фреза с пластинами-гребенками |
Насадная многозубая фреза

|
Насадная многозубая фреза чертеж
|
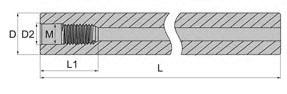
Корпус для сменных твердосплавных головок. |
Корпус для сменных твердосплавных головок

|
Корпус для сменных твердосплавных головок чертеж
|
При работе с нержавеющими сталями и чугунами используется скорость резания V = 40...120 м/мин. Подача fz = 0,04 ...0,12 мм/зуб для диаметра свыше 8 мм и fz = 0,02...0,05 мм/зуб для диаметра менее 8 мм. В случае с цветными металлами скорость резания V = 100…250 м/мин при подаче fz = 0,05...0,2 мм/зуб.
Распространенные ошибки
При резьбе резьбофрезой возможен ряд серьезных ошибок, влияющих на качество выполнения операций:
|
Ошибка / Дефект |
Возможные причины |
Способы решения |
|
Сколы и выкрашивание режущих кромок |
|
|
| Быстрый износ фрезы |
|
|
| Низкое качество поверхности |
|
|
| Поломка фрезы |
|
|
| Неточный профиль или шаг резьбы |
|
|
| Вибрации |
|
|
| Невозможность обработки за один проход |
|
|
Приступая к обработке, стоит начинать с режимов, рекомендованных производителем инструмента, и выполнять пробные операции.
ВАЖНО. Хороший способ отладки – ведение журнала. В нем указываются режимы нарезания резьбы резьбофрезой и параметры заготовок. Информация способствует выявлению и устранению недочетов.




