
Важность покрытий для резьбовых соединений
Резьбовая зона разъемных узлов достаточно уязвима. Тонкие витки соединений повреждаются коррозией, абразивными элементами и механическим воздействием. Покрытие создает защитный слой, увеличивающий устойчивость к внешним факторам и ресурс деталей.
 Рис. 1 Резьбовое соединение, пораженное коррозией
Рис. 1 Резьбовое соединение, пораженное коррозией
Производители наносят покрытия на резьбу по ГОСТ 9.303-84. Стандарт содержит перечень рекомендуемых материалов, требования к толщине слоя и его равномерности. Он также используется специалистами ОТК при приемке продукции по месту.
 Рис. 2 Обработка поверхности насосных труб защитными покрытиями
Рис. 2 Обработка поверхности насосных труб защитными покрытиями
Классификация покрытий по назначению
В соответствии с типом решаемых задач покрытия классифицируют по 4 группам.
- Антикоррозионные. Составы с коррозионностойкой составляющей, изолирующие витки от внешней среды. Обработка обязательна для соединений, эксплуатируемых при высокой влажности.
- Герметизирующее. Материалы, заполняющие микронеровности на резьбе. Они способствуют плотному соединению ответных витков, востребованы при работе с инженерными сетями.
- Стопорящие. Особая разновидность покрытий. Они повышают надежность соединений, препятствуя их произвольному раскручиванию. Такая защита актуальна для узлов, испытывающих вибрационное воздействие.
- Декоративные. Покрытия, придающие изделию товарный вид. Материал обеспечивает базовую защиту, может иметь выраженный блеск и особый цвет.
Некоторые составы обладают несколькими свойствами, например, декоративными и антикоррозионными.
 Рис. 3 Метизы с декоративным и антикоррозийным покрытием
Рис. 3 Метизы с декоративным и антикоррозийным покрытием
Классификация покрытий по материалу
Основой для покрытий выступает широкий спектр материалов. Они различаются методом нанесения, эксплуатационными особенностями и ресурсом.
Цинк
Покрытие резьбы цинком – один из распространенных способов защиты. Компонент имеет хорошую адгезию, обеспечивает умеренную коррозионную стойкость при соблюдении правил эксплуатации.
Важным ограничением является воздействие высоких температур. Они приводят к разрушению защитного слоя и последующей деградации основного металла. Использовать метизы с цинковым покрытием не рекомендуется при сборке печей, котлов и прочих изделий, испытывающих нагрев.
Выделяют 4 вида цинковых покрытий
|
Вид покрытия (обработки) |
Описание |
Изображение |
|
Гальваническое |
Гальваническое покрытие резьбы имеют многие метизы. Материал наносится в рамках электролитического процесса, катодом выступает деталь. В результате она притягивает молекулы цинка, которые надежно фиксируются на поверхности. Толщина покрытия резьбы находится в пределах 5 – 25 мкм. |
Гальваническое

|
|
Горячее цинкование |
Покрытие, формируемое прямым погружением детали в расплавленный цинк. Создаваемый слой прочнее гальванического, но не имеет аналогичного блеска. Толщина покрытия – от 40 до 200 мкм. |
Горячее цинкование

|
|
Термодиффузионное |
Защитный слой, образуемый в порошковой среде при нагреве до 290 – 390 градусов. Процедура проводится в герметичных контейнерах, формирует прочное покрытие толщиной 6 – 50 мкм. |
Термодиффузионное

|
|
Цинк-ламельное |
Покрытие, наносимое путем погружения в суспензию или ее напыления. Материал представлен смесью алюминия и цинка, требует просушки при температуре 200 – 300 градусов. Толщина слоя не превышает 12 мкм. При этом он обладает высокими прочностными характеристиками и устойчив к перепадам температур. |
Цинк-ламельное

|
При внешней схожести покрытий, нанесенных горячим цинкованием и термодиффузией, они различаются однородностью и толщиной. Первое более пористое и толстое, второе – более однородное и тонкое.
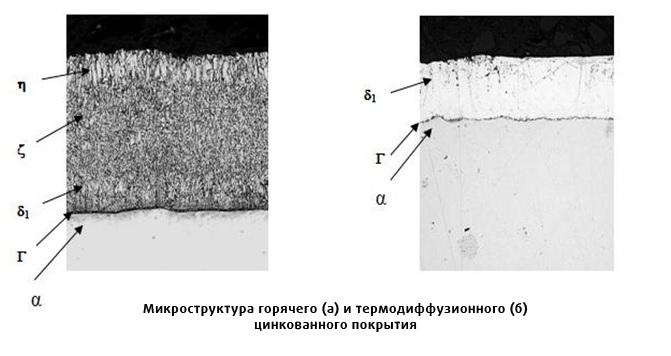 Рис. 4 Разница покрытий при горячем цинковании и термодиффузии
Рис. 4 Разница покрытий при горячем цинковании и термодиффузии
Хром
Хромирование не только защищает от коррозии, но и снижает трение. Также процедура востребована при декоративной обработке. Он придает поверхности благородных блеск, позволяет создавать стильные элементы для внешних частей соединений.
 Рис. 5 Хромированный болт
Рис. 5 Хромированный болт
Толщина покрытия резьбы по ГОСТ – от 0,5 до 1 мкм. Стандарт рекомендует наносить материал на узлы с низким коэффициентом трения.
Некоторые производители используют дешевую имитацию хрома. Она представлена эпоксидно-полиэфирной краской или хромлаком. Такие покрытия не имеют защитных свойств, предназначены только для декорирования.
 Рис. 6 Имитация хрома посредством различных покрытий
Рис. 6 Имитация хрома посредством различных покрытий
Антифрикционные твердосмазочные покрытия
Составы, наносимые вне заводских условий. Они снижают абразивный и фрикционный износ, предотвращают ослабление затяжки и коррозионное поражение соединений. Покрытия часто используются мастерами при ремонте узлов и сборке новой техники.
Дополнительным плюсом твердосмазочных материалов является качественная герметизация. Составы заполняют неровности металлического основания, формируя гладкую и однородную поверхность. Это улучшает контакт компонентов друг с другом, снижает риск протечек.
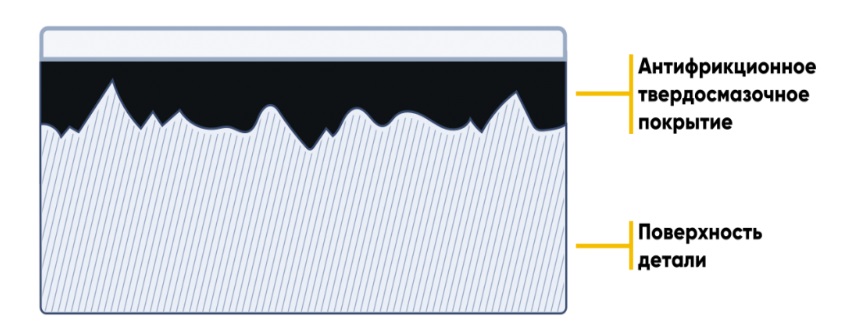 Рис. 7 Принцип действия антифрикционных твердосмазочных покрытий
Рис. 7 Принцип действия антифрикционных твердосмазочных покрытий
Удобство нанесения материалов позволяет использовать их с большинством элементов, подверженных фрикционному износу: винтами, валами и т.д.
 Рис. 8 Ходовые винты с твердосмазочным покрытием
Рис. 8 Ходовые винты с твердосмазочным покрытием
Кадмий
Кадмиевые покрытия обеспечивают повышенную защиту от коррозии. Они оптимальны для изделий, работающих в морской воде, обладают прекрасной адгезией.
 Рис. 9 Болты с кадмиевым покрытием
Рис. 9 Болты с кадмиевым покрытием
Поверхность обработанных элементов имеет темно-золотой цвет. Средняя толщина покрытия – порядка 9 мкм.
Никель
Покрытия на базе никеля слабо защищают от ржавчины, фрикционного износа и прочих видов воздействия. Их ключевая задача – декорирование. Никелированные изделия приобретают благородный блеск, становятся украшением узлов.
 Рис. 10 Никелированные резьбовые детали
Рис. 10 Никелированные резьбовые детали
Резьба после покрытия не меняет свойств, позволяет создавать прочные соединения, соответствующие ее типу. Толщина формируемого слоя не регламентирована ГОСТ.
Никелированные крепежи используются при сборке эстетичных узлов с малыми внешними нагрузками. Они встречаются в современных компьютерах, салонах автомобилей и стильной дизайнерской мебели.
 Рис. 11 Никелированные винты для крепления вентиляторов ПК
Рис. 11 Никелированные винты для крепления вентиляторов ПК
Прочие виды покрытий
При обработке резьбовых элементов могут использоваться и другие покрытия. Действующий стандарт допускает применение составов на базе алюминия, меди, титана и магния. Каждый наделяет изделия определенными свойствами.
|
Материал покрытия |
Свойства |
Изображения |
|
Алюминий |
Значительное повышение электропроводности, улучшение свинчивания и облегчение паяльных операций. |
Алюминий
|
|
Медь |
Декорирование, защита от коррозионного поражения и светопоглощение. Кроме того улучшается электропроводность и надежность фиксации припоя. |
Медь

|
|
Титан |
Повышение износостойкости, электропроводности и удобства пайки. Также улучшается адгезия клеевых и герметизирующих составов, обеспечивается достаточный уровень светопоглощения. |
Титан

|
|
Магний |
Качественная защита от химического и механического воздействия. |
Магний

|
ГОСТ 9.303-84 допускает формирование защитного слоя из прочих материалов, но данная практика используется редко.
Этапы нанесения покрытий
Нанесение покрытий выполняется различными способами, однако чаще других используется гальваническое цинкование. Процедура формирует качественный защитный слой без ограничений по габаритам и сложностей деталей, проводится в 6 шагов.
|
Этап |
Процедура |
Изображение |
Этап |
Процедура |
Изображение |
|
1 |
Травление заготовки для удаления ржавчины и загрязнений. |
Травление заготовки

|
4 |
Повторная промывка для удаления обезжиривающего состава. |
Повторная промывка

|
|
2 |
Тщательная промывка проточной водой. |
Тщательная промывка

|
5 |
Просушивание в течение установленного срока. |
Просушивание в течение

|
|
3 |
Погружение в обезжиривающий состав. |
Погружение в обезжиривающий состав

|
6 |
Гальваническое цинкование в ванной |
Гальваническое цинкование в ванной

|
В завершении выполняется окончательное просушивание и контроль резьбы после покрытия.
Диаметр резьбы под покрытие подбирается с учетом его специфики. Чем толще наносимый слой, тем больше оставляемый допуск. ГОСТ содержит сведения о максимальной и минимальной толщине популярных металлических покрытий.
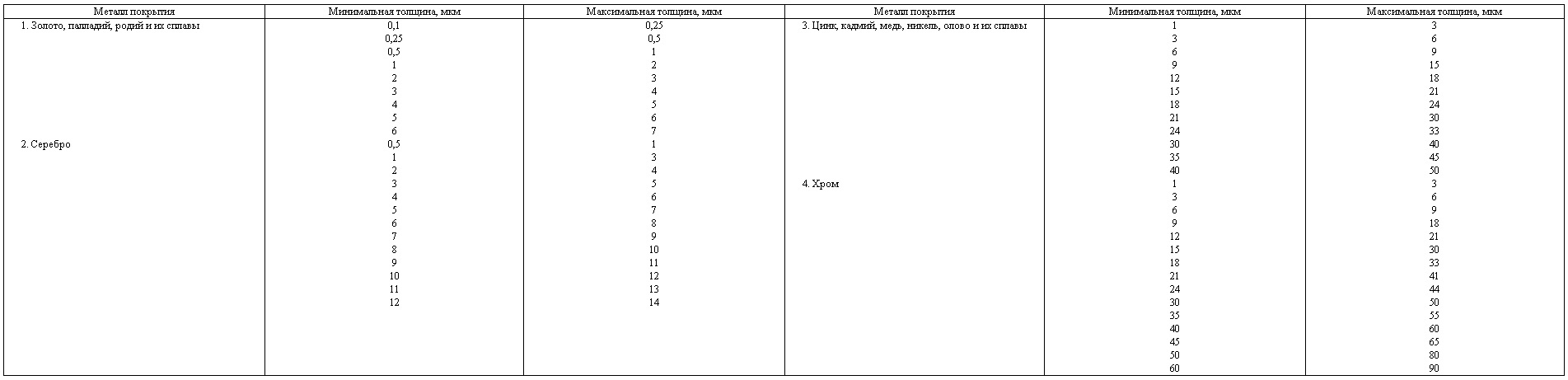 Таблица 1. Максимальные и минимальные толщины металлических покрытий
Таблица 1. Максимальные и минимальные толщины металлических покрытий
Также стандарт предоставляет информацию о посадке после покрытия и предельных отклонений полей допуска.
 Таблица 2. Посадки после покрытий
Таблица 2. Посадки после покрытий
 Таблица 3. Предельные отклонения поля допуска
Таблица 3. Предельные отклонения поля допуска
Вероятные дефекты
При контроле качества обработки деталей могут быть выявлены дефекты.
- Трещины на поверхности защитного слоя.
- Охрупчивание материала, вызванное неправильным температурным режимом или внутренними напряжениями.
- Искривление плоскости покрытия, провоцирующее трещины.
- Выраженная шероховатость поверхности, связанная с некачественной обработкой заготовки перед нанесением материала.
- Волнистость покрытия или присутствие характерных полос. Последние возвышаются над основной плоскостью, могут выделяться визуальными дефектами, напоминающими царапины.
- Отслоение покрытия в виде чешуек. Проблема наиболее актуальна для горячего цинкования.
- Заусенцы, оставленные после механической обработки детали.
- Подгорание, проявляющееся грубым и бугристым покрытием (характерно для чугуна).
- Неравномерное распределение защитного слоя, приводящее к подтекам и капельным наплывам.
- Пропуски, представленные черными пятнами. В них покрытие не имело контакта с основанием и не смогло зафиксироваться на нем.
- Коррозионное поражение материала под защитным слоем, вызванное некачественной предварительной зачисткой.
- Появление пузырей ввиду наличия водородной прослойки между покрытием и сталью. Дефект часто встречается при работе с некондиционным металлом.
Также на поверхности деталей могут присутствовать травильные флюсовые соединения, бугорки и фрагменты свинцовой пены.
 Рис. 12 Ржавые подтеки на поверхности оцинкованного металла
Рис. 12 Ржавые подтеки на поверхности оцинкованного металла
Все перечисленные дефекты говорят о низком качестве обработки. Их устранение предполагает повторное проведение процедуры с удалением старого покрытия. Если подобное действие нецелесообразно, деталь утилизируется.
Как подготавливается резьба перед нанесением покрытия
Формирование резьбы в производственных условиях предусматривает использование накатки и специальных фрез. При мелкосерийном выпуске продукции задействуются метчики и плашки. Первые нарезают внутреннюю резьбу, вторые – наружную.











