
- Последствия неправильного подбора припусков
- Виды припусков
- Работа с твердосплавными пластинами
- Припуски при ковке
- Определение припусков при мелкосерийном производстве
- Популярные вопросы о припусках
- В чем отличие напуска от припуска?
- Какие факторы определяют размерность припуска?
- Как обозначается припуск на чертеже?
Последствия неправильного подбора припусков
От правильности подбора припуска зависит качество последующей обработки. Использование некорректных значений приводит к множественным дефектам и снижению рентабельности производства. Серьезность последствий определяется типом ошибки.
Избыточный размер припуска:
- Деформация инструмента и смежных компонентов станка.
- Повышение трудоемкости операций финишной и промежуточной обработки.
- Сложности с применением приспособлений.
- Повышенный расход материала и электроэнергии.
- Значительная нагрузка на персонал.
Недостаточная величина припуска:
- Повышение требований к точности проведения операций.
- Риск снятия избыточного слоя и последующего несоответствия размеров.
- Сложности при нанесении разметки.
- Рост процента брака.
Кроме того, недостаточный припуск на изделие приводит к удорожанию обработки в связи с вышеперечисленными сложностями.
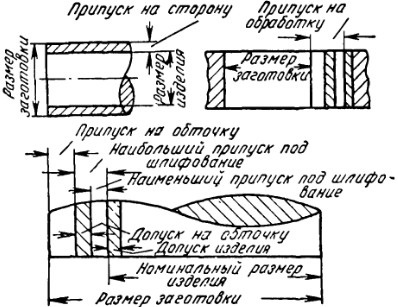 Рис. 1 Разница в размерах готовых изделий и размерах припусков
Рис. 1 Разница в размерах готовых изделий и размерах припусков
Виды припусков
Выделяют несколько видов припусков:
- Припуск на переход. Слой, необходимый для формирования перехода между поверхностями.
- Операционный припуск. Припуск материала, достаточный для выполнения одной операции. Это может быть припуск на чистовую обработку или формирование канавки заданной геометрии.
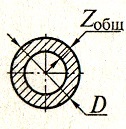
- Общий. Сумма слоев, удаленных при выполнении всех операций по работе с припусками.
Припуски обозначаются буквой Z, используются при работе с плоскими поверхностями и телами вращения. При первичном определении размера слоя учитывается типа заготовки.
|
Тип заготовки |
Схема расчета припуска |
Тип заготовки |
Схема расчета припуска |
|
Плоские детали |
Плоские детали
|
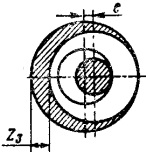
Осевые детали со смещенным центром |
Осевые детали со смещенным центром
|
|
Цилиндрические тела вращения, например, валы |
Цилиндрические тела вращения, например, валы
|
Детали с несколькими осевыми элементами и единым центром |
Детали с несколькими осевыми элементами и единым центром
|
|
Полые детали |
Полые детали
|
Припуски на механическую обработку могут иметь различное расположение.
|
Расположение припуска |
Схема расчета припуска |
Расположение припуска |
Схема расчета припуска |
|
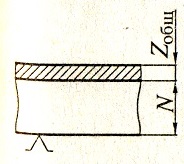
С одной из сторон |
С одной из сторон
|
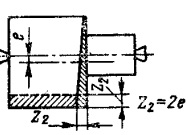
С одной стороны с левым или правым смещением |
С одной стороны с левым или правым смещением
|
|
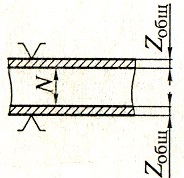
Равномерно, в рамках диаметра заготовки |
Равномерно, в рамках диаметра заготовки
|
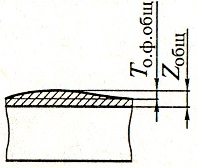
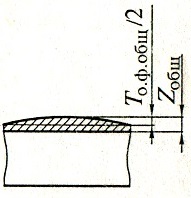
С одной стороны с возвышением в центре |
С одной стороны с возвышением в центре
|
|
Равномерно с двух сторон |
Равномерно с двух сторон
|
Пример выполнения производственной операции с использованием припуска
Операции с припусками металла незаменимы на производстве. Их выполняют при изготовлении деталей с высокой точностью исполнения: компоненты двигателей, части станков и измерительного оборудования.
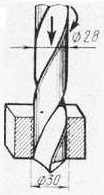
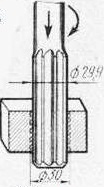
Так, припуск на развертку в 2 мм предполагает формирование отверстия диаметром в 28 мм с его растачиванием до 30 мм. Операция проводится в несколько этапов.
|
Операция |
Изображение |
Операция |
Изображение |
|
Подготовка отверстия диаметром 28 мм при помощи соответствующего сверла. |
Подготовка отверстия диаметром 28 мм при помощи соответствующего сверла
|
Обработка черновой разверткой до диаметра в 29,9 мм. |
Обработка черновой разверткой до диаметра в 29,9 мм
|
|
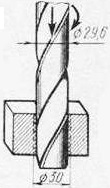
Зенкерование проема с последующим расширением до 29,6 мм. |
Зенкерование проема с последующим расширением до 29,6 мм
|
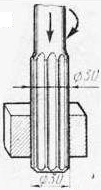
Чистовое развертывание с выходом на целевой диаметр и требуемую шероховатость. |
Чистовое развертывание с выходом на целевой диаметр и требуемую шероховатость
|
Работа с твердосплавными пластинами
Производители твердосплавного инструмента разрабатывают общие рекомендации по припускам для оснастки. Как правило, они представлены в таблицах для каждого типа изделий.
| Тип стружколома | Размер припуска |
|
PR |
Черновая обработка с высокой шероховатостью. Припуск отсутствует. |
|
ТМ |
Общая обработка. Припуск 1 – 4 мм. |
|
СМ |
Получистовая обработка с припуском 1 – 3 мм. |
|
МТ |
Чистовая и получистовая обработка с припуском 1 – 4 мм. |
Данная категория пластин относится к группе Т, подходит для работы с конструкционными и легированными сталями. При использовании прочей оснастки применяется соответствующая таблица от производителя.
Припуски при ковке
Припуски для заготовок используются не только при работе с режущим инструментом. Они получили широкое распространение в рамках ковки. Так, ГОСТ 7829-70 определяет следующие параметры припусков при ударном воздействии.
|
Тип заготовки |
Чертеж |
Соотношение сторон |
Номер таблицы |
|
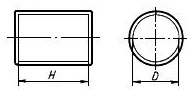
Круглого сечения |
Круглого сечения
|
L>1,5D | 1 |
|
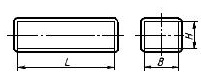
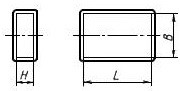
Квадратного и прямоугольного сечения |
Квадратного и прямоугольного сечения
|
L > 1,5B H <B≤1,5H |
|
|
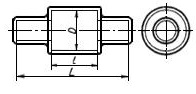
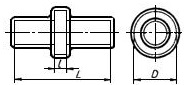
Круглого сечения с уступом в центральной части |
Круглого сечения с уступом в центральной части
|
L>1,5D l>0,3D |
1 и 2 |
|
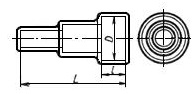
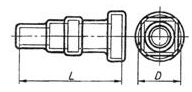
Круглого сечения со ступенчатыми уступами |
Круглого сечения со ступенчатыми уступами
|
||
|
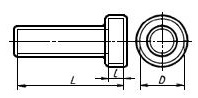
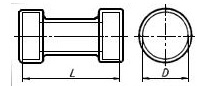
Круглого сечения с фланцевым элементом |
Круглого сечения с фланцевым элементом
|
||
|
Круглого сечения с бортом |
Круглого сечения с бортом
|
||
|
Круглое сечение с выемкой |
Круглое сечение с выемкой
|
L>1,5D | |
|
Круглого и квадратного сечения с различной формой уступов |
Круглого и квадратного сечения с различной формой уступов
|
||
|
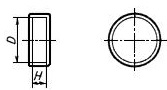
Дисковая форма |
Дисковая форма
|
Н≤ 0,5D | 3 |
|
Полнотелый цилиндр |
Полнотелый цилиндр
|
0,5D <H≤1,5D | |
|
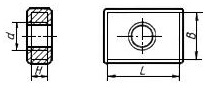
Пластина, куб или брус |
Пластина, куб или брус
|
H ≤B B ≤L≤1,5B |
|
|
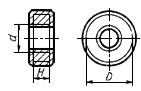
Диск с осевым отверстием |
Диск с осевым отверстием
|
H≤0,5D d≤0,5D |
|
|
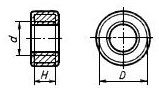
Втулка |
Втулка
|
0,5D <H≤1,5D d≤0,5D |
|
|
Брус с осевым отверстием |
Брус с осевым отверстием
|
H ≤B B ≤L≤1,5D |
|
|
Кольцо раскатного типа |
Кольцо раскатного типа
|
H≤0,5D d>0,5D |
4 |
|
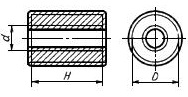
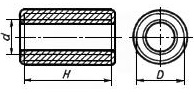
Цилиндр с отверстием |
Цилиндр с отверстием
|
D <H≤1,5D d>0,5D |
5 |
|
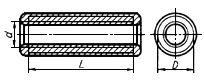
Полый вал |
Полый вал
|
L>1,5D d>0,5D |
6 |
|
Втулка с уступом |
Втулка с уступом
|
H≤D1 h<0,75Н |
7 |
Для точного определения припусков необходимо учитывать геометрию детали и использовать соответствующую таблицу.
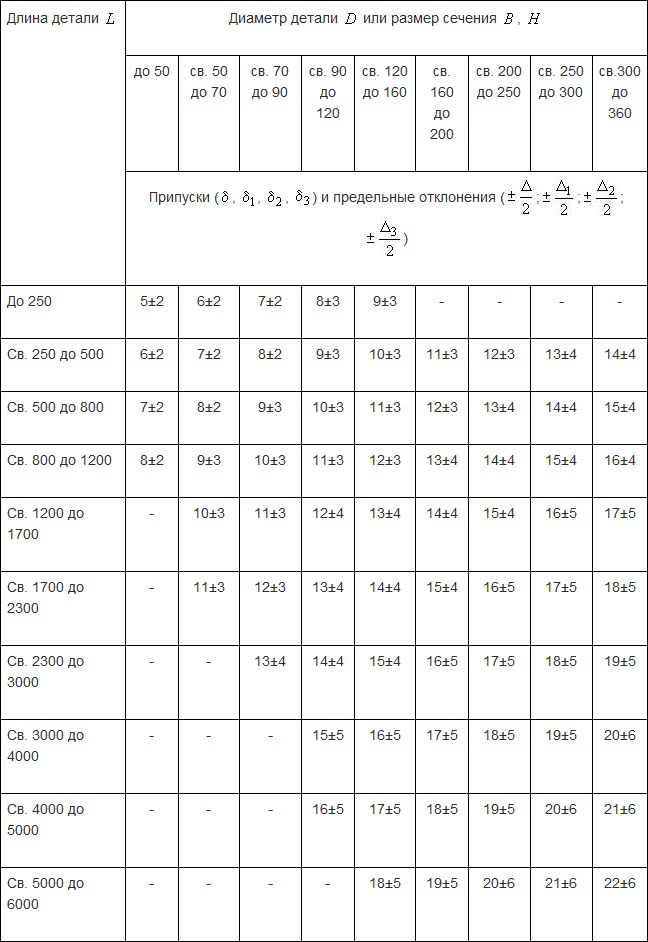 Таблица 1. Припуски для заготовок круглого, прямоугольного и квадратного сечения
Таблица 1. Припуски для заготовок круглого, прямоугольного и квадратного сечения
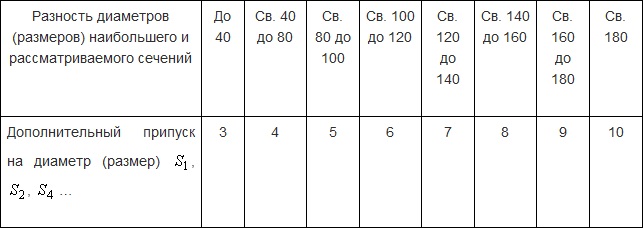 Таблица 2. Дополнительные припуски для круглых, прямоугольных и квадратных заготовок
Таблица 2. Дополнительные припуски для круглых, прямоугольных и квадратных заготовок
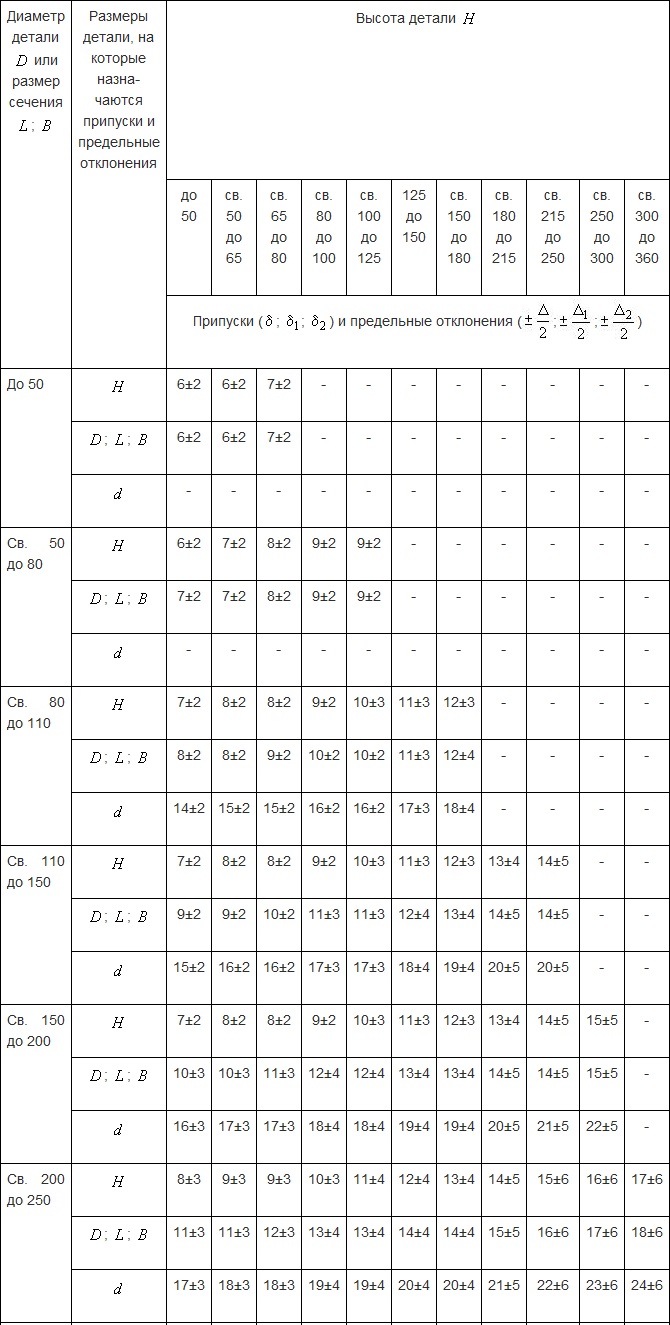 Таблица 3. Припуски для дисков, цилиндров и компонентов с отверстиями
Таблица 3. Припуски для дисков, цилиндров и компонентов с отверстиями
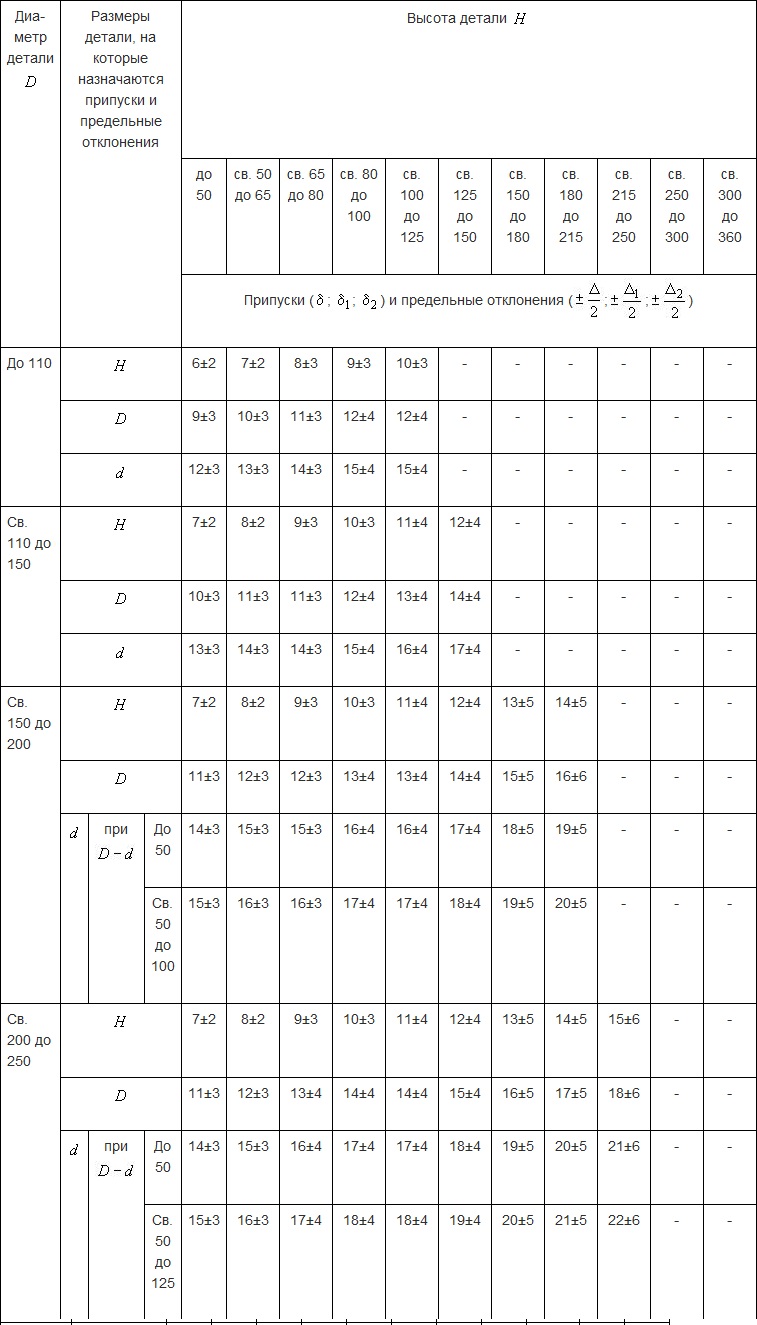 Таблица 4. Припуски для колец раскатного типа
Таблица 4. Припуски для колец раскатного типа
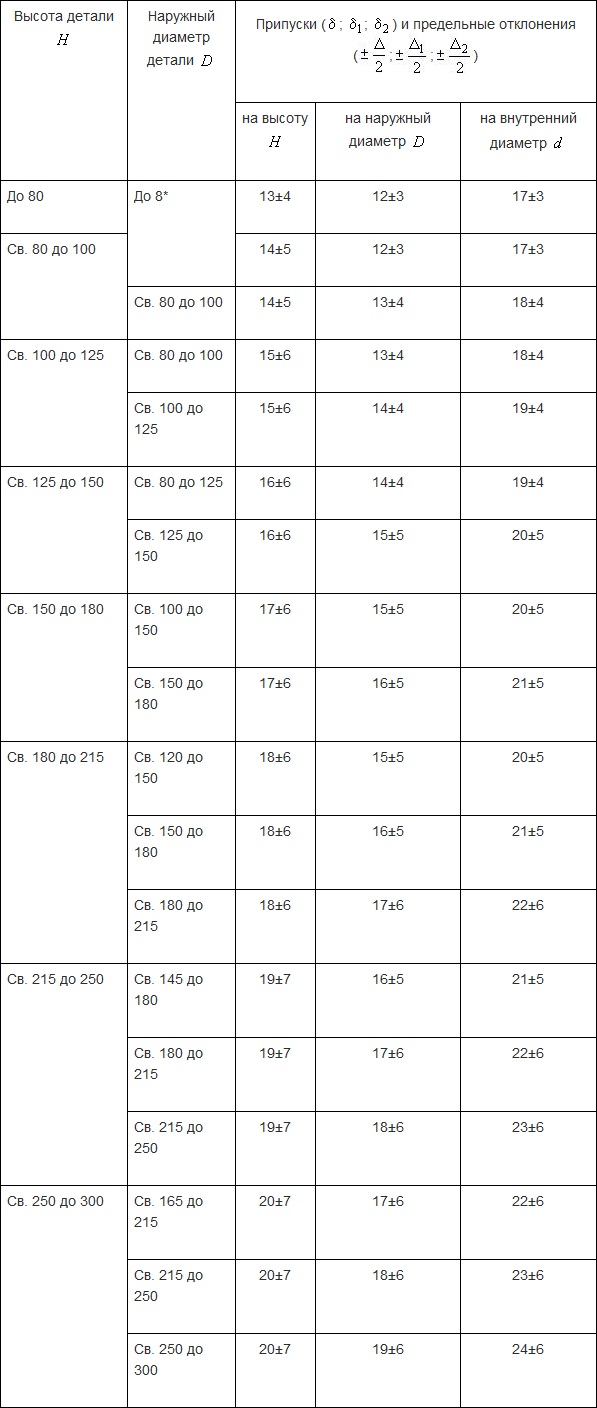 Таблица 5. Припуски для цилиндров с отверстиями
Таблица 5. Припуски для цилиндров с отверстиями
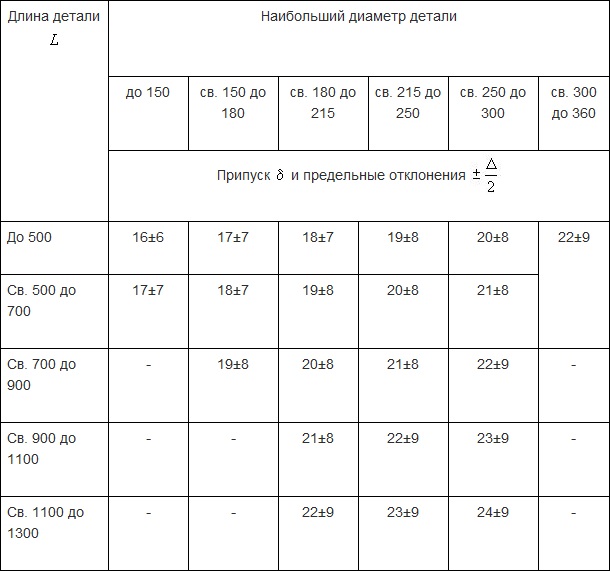 Таблица 6. Припуски для полых валов
Таблица 6. Припуски для полых валов
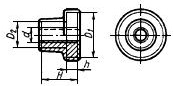
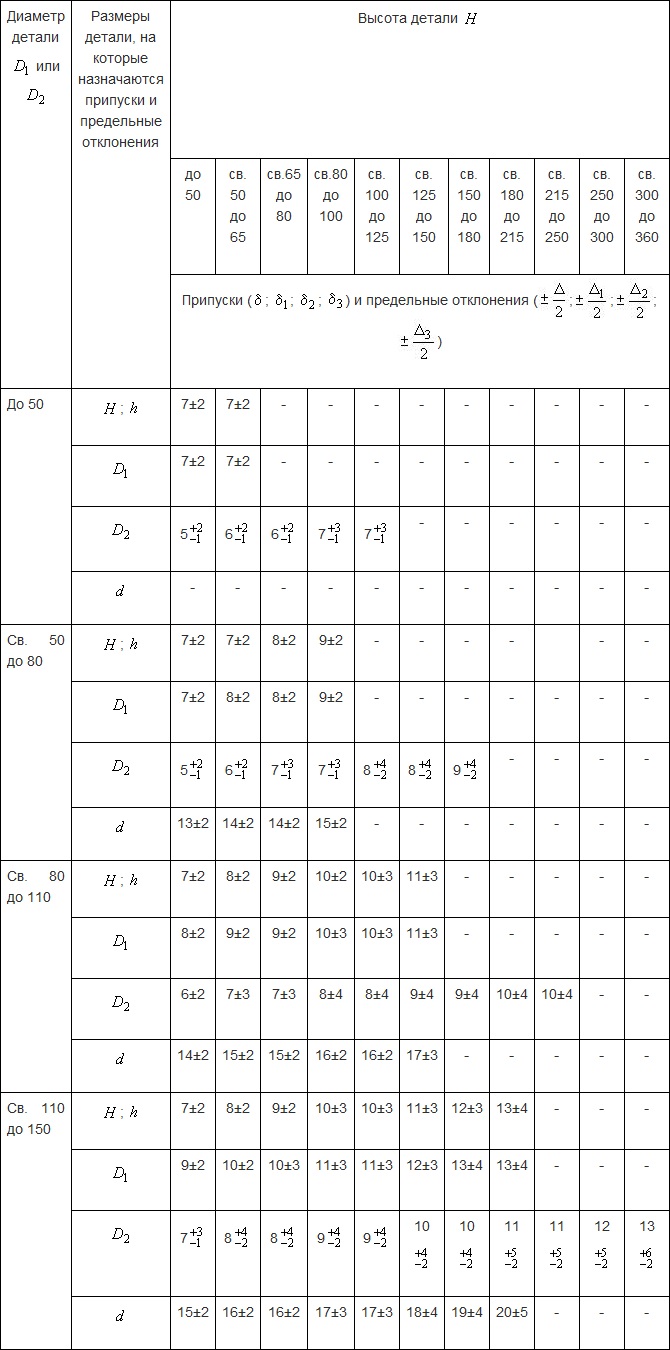 Таблица 7. Припуски для втулок с уступом
Таблица 7. Припуски для втулок с уступом
Определение припусков при мелкосерийном производстве
При мелкосерийном производстве деталей создаются технологические схемы. Они упрощают расчет припусков для каждого прохода. В результате выполняется послойный анализ заготовки с последующим определением оптимальных толщин.
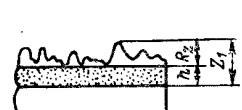
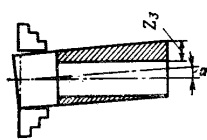
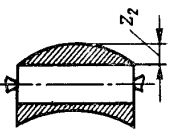
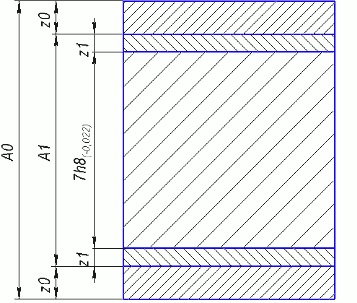 Рис. 2 Размерная схема припусков
Рис. 2 Размерная схема припусков




