
- Перечень выполняемых операций
- Этап 4: установка станка
- Этап 5: пусконаладочные работы
- Популярные вопросы об установке станков
- Какие признаки свидетельствуют о некорректной установке оборудования?
- Можно ли выполнить повторную установку станка на другое место?
- Можно ли устанавливать станки на улице?
В сегодняшнем материале мы расскажем, как происходит крепление станков, рассмотрим все этапы мероприятия. Сведения помогут организовать работу без травм, повреждений оборудования и прочих проблем.
Перечень выполняемых операций
Установка станков производится в 5 этапов. Каждый из них обладает отличительными особенностями, заслуживающими рассмотрения.
Этап №1: доставка и выгрузка
Процедура начинается с поставки оборудования на объект. Как правило, используется автомобильный или железнодорожный транспорт, однако возможно применение судов. Съем техники с транспортировочной платформы выполняет кран. Он должен иметь соответствующую грузоподъемность и эксплуатационные возможности.
 Рис. 1 Выгрузка станка при помощи крана
Рис. 1 Выгрузка станка при помощи крана
ВАЖНО. При проведении работ в ангаре и прочих крытых зонах учитываются габариты крана. Недопустимо, чтобы стрела задевала перекрытия или иные элементы постройки.
Для подъема и перемещения оборудования применяют стропы. Техника остается на поддоне. Длина, ширина и грузоподъемность элементов подбирается индивидуально.
К эксплуатации допускается три вида строп.
|
Тип строп |
Описание |
Изображение |
|
Текстильные |
Наиболее эластичные и гибкие стропы. Их можно пропускать через поддон или отдельные части оборудования. При этом элементы уязвимы к воздействию острых краев, имеют ограниченную грузоподъемность. |
Дорн качения

|
|
Канатные |
Стропы на базе металлического троса. Они обладают малой подвижностью, оснащены крюками на концах. Последние фиксируются только в специальных проушинах. |
Дорн качения

|
|
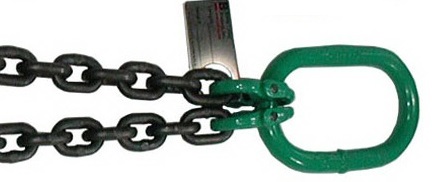
Цепные |
Стропы на основе цепей, характеризующиеся высокой подвижностью и грузоподъемностью. Как и в случае с канатным вариантом на конце присутствует крюк для проушин. |
Дорн качения
|
Перечисленные стропы используются при установке токарных, сверлильных, фрезерных, шлифовальных, заточных и других станков. Элементы крепятся по краям груза. При работе с нестандартными устройствами применяются индивидуальные схемы размещения.
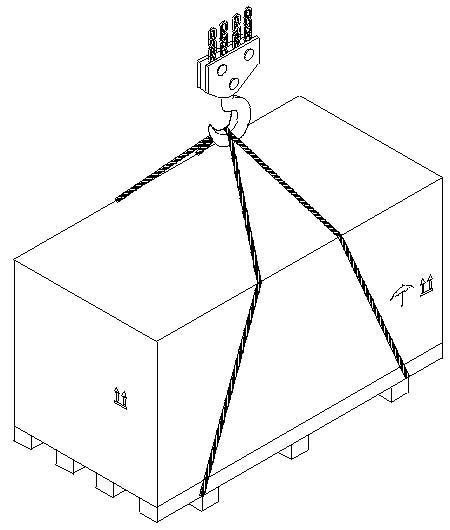 Рис. 2 Стандартная схема крепления строп при работе со станками на поддоне
Рис. 2 Стандартная схема крепления строп при работе со станками на поддоне
Этап №2: перемещение в цех
После разгрузки техника перемещается к месту установки. Если станок имеет большие габариты и вес – используется манипулятор, если нет – вспомогательные устройства.
|
Тип применяемого оборудования |
Описание |
Изображение |
|
Рохли |
Классические приспособления для работы с нетяжелыми грузами. Изделия различаются грузоподъемность, длиной вил и наличием дополнительных функций. |
Дорн качения

|
|
Транспортировочные тележки |
Габаритные конструкции на транспортировочных колесах. Как правило, их изготавливают с учетом размеров и массы станка. Тележки – наиболее востребованный вариант при работе с нестандартным оборудованием. |
Дорн качения

|
|
Погрузчики |
Вилочные погрузчики, обладающие достаточной грузоподъемностью для перемещения станка. |
Дорн качения

|
Перед началом транспортировочных операций прорабатывается маршрут. Специалисты выбирают кратчайший путь, расчищают его от сторонних грузов и прочих препятствий.
По прибытии на место станок снимается с поддона. Как правило, для этого используется таль и штатные петли.
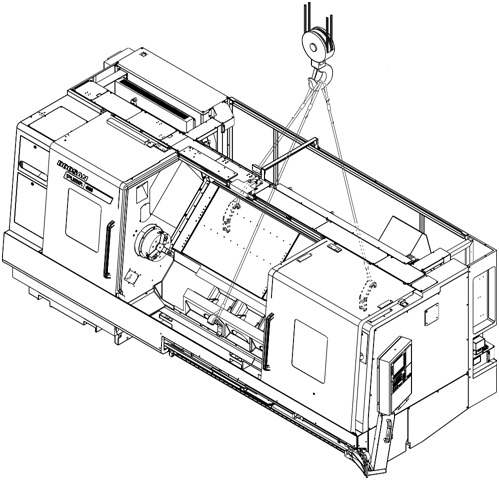 Рис. 3 Снятие станка с транспортировочного поддона посредством тали
Рис. 3 Снятие станка с транспортировочного поддона посредством тали
Этап №3: подготовка места для монтажа
Опорой для размещения станка является фундамент. Он представляет собой прочную бетонную основу с закладными и иными креплениями для фиксации техники.
Фундамент решает следующие задачи.
- Равномерное распределение веса станка по опорной поверхности.
- Снижение риска вибраций и смещения оборудования.
- Связь с общим фундаментом предприятия для обеспечения большей жесткости и устойчивости.
- Понижение центра тяжести установки для стабильной работы.
- Защита от внешнего механического воздействия, связанного с эксплуатацией оборудования.
Опора тщательно проверяется специалистами. Она не должна иметь трещин, перекосов и прочих дефектов. Установка станков с ЧПУ на некачественное основание приведет к вибрациям, износу станины, смещениям, регулярным сбоям и прочим проблемам.
Выделяют 6 типов фундаментов, используемых при монтажных работах.
|
Наименование |
Изображение |
Наименование |
Изображение |
|
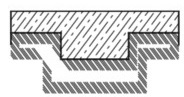
Усиленный пол цеха с соответствующими местами фиксации. |
Дорн качения
|
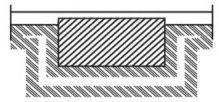
Свайный фундамент со значительным заглублением, оптимальный для тяжеловесных станков. |
Дорн качения
|
|
Классический ленточный фундамент. |
Дорн качения
|
Решения на базе резиновых компонентов, рассеивающих вибрации. |
Дорн качения
|
|
Нетиповой фундамент, проектируемый с учетом особенностей оборудования. |
Дорн качения
|
Независимая опорная плита на пружинах. |
Дорн качения
|
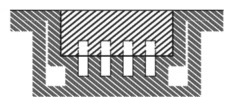
На поверхности фундамента размещаются крепежные элементы для фиксации станка. В большинстве случаев используются классические анкеры, формирующие разъемное соединение.
 Рис. 4 Крепление станка с применением анкеров
Рис. 4 Крепление станка с применением анкеров
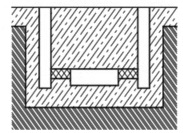
При необходимости задействуются химические решения. Они предполагают надежную фиксацию штыря посредством двухкомпонентного клеевого состава. После его затвердевания образуется прочный монолитный узел, устойчивый ко всем типам воздействия.
 Рис. 5 Химический анкер
Рис. 5 Химический анкер
Этап 4: установка станка
Установка станка на фундамент с анкерами. Для этого используется таль или иное подъемное оборудование. Действие выполняется с должной осторожностью. В процессе кантования груза нельзя повредить резьбовые элементы анкеров.
Легковесные станки могут размещаться на собственных опорах. Они представлены прочными регулируемыми ножками с демпфирующей частью. Количество элементов зависит от типа и геометрии станка. Обычно, используется от 4 до 8 шт.
 Рис. 6 Регулируемая ножка с демпфером в нижней части
Рис. 6 Регулируемая ножка с демпфером в нижней части
Наряду с основным оборудованием производится установка приспособлений на станок. Они имеют различное назначение, представлены вспомогательной измерительной техникой, оснасткой для определенных операций и т.д.
Этап 5: пусконаладочные работы
Завершающий этап установки станка в цеху. Процедура включает несколько операций.
- Тщательный осмотр оборудования на предмет правильности установки и наличия повреждений. Особое внимание уделяется чувствительным узлам: управляющие элементы, приводы и т.д.
- Подключение станка к питающей сети и заземляющему контуру. При необходимости подключаются дополнительные инженерные сети, необходимые для работы: линия подачи сжатого воздуха, воды или масла.
- Проверка уровня заправки масляных баков и качество смазывания подвижных компонентов.
- Проведение дополнительных сервисных процедур, обусловленных конструкцией оборудования и требованиями завода-изготовителя.
- Пробный запуск техники под надзором специалистов. Оценка работоспособности подвижных элементов и органов управления. Также выполняется проверка герметичности стыков, если работа предполагает подачу жидких сред.
- Устранение выявленных недостатков и финишная настройка техники.
Действие завершается вводом оборудования в эксплуатацию. При этом составляются соответствующие акты, предоставляются рекомендации по обслуживанию станка.
 Рис. 7 Проведение пусконаладочных работ
Рис. 7 Проведение пусконаладочных работ
При покупке нового оборудования пусконаладка проводится производителем или аккредитованным центром. В случае с БУ-техникой привлекаются компетентные сотрудники завода или специалисты со стороны.




