
Подбор инструмента
Для обработки заготовок предусмотрено 5 типов оснастки.
|
Главный угол в плане торцевой фрезы |
Преимущества |
Недостатки |
Область применения |
Изображение |
|
|
Фреза |
Пластина |
||||
|
10 градусов |
Высокая производительность. Эффективны на высоких подачах. Рациональное распределение осевых усилий резания. |
Ограниченная глубина резания |
Альтернативный инструмент для всех типов производств |
Фреза

|
Пластина
|
|
45 градусов |
Большая рабочая площадь. Сохранение эффективности в любых пространственных положениях. Стойкость к вибрациям. Удобство эвакуации стружки. |
Ограниченная глубина резания |
Крупносерийное производство |
Фреза

|
Пластина
|
|
60-75 градусов |
Большая глубина резания. Высокая прочность рабочей кромки. |
Сниженная сила резания |
Крупносерийное производство |
Фреза

|
Пластина
|
|
90 градусов |
Универсальность. Эффективная работа с тонколистовыми заготовками. Относительно большая глубина резания в сравнении с размером пластин. |
Малые осевые усилия резания |
Мелкосерийное производство |
Фреза

|
Пластина
|
|
Круглая пластина |
Высокая прочность режущей части. Продуктивная эвакуация стружки. Эффективная работа при высокой подаче. Возможность обработки титана и жаропрочных сплавов. |
Сниженная точность |
Заготовительные операции на всех типах производств |
Фреза

|
Пластина
|
Специфика обработки
Мощность и крутящий момент - параметры, определяющие требования по мощности фрезерного оборудования: объём снимаемого металла средняя толщина стружки геометрия пластины/инструмента скорость резания. Чем больше скорость снятия металла, тем более мощный станок потребуется.
Черновое фрезерование труднообрабатываемых материалов на низких оборотах шпинделя предъявляет серьезные требования к станку по мощности и значению передаваемого момента. На станках с ограничениями по мощности и моменту образуется стружка переменной толщины, что делает процесс резания крайне нестабильным.
Преобладающее большинство современных обрабатывающих центров имеют мотор-шпиндель. Результатом непрерывного увеличения скоростных и/или функциональных возможностей станков являются: небольшой момент на высоких скоростях. На низких оборотах - невысокая мощность. Поэтому высокоскоростные станки не подходят для черновой обработки фрезами большого диаметра.
В связи с вышесказанным несколько изменился в целом подход к выбору метода фрезерования. Современные тенденции можно охарактеризовать как необходимость в инструменте для «легкой и быстрой» обработки, небольшого диаметра, с небольшими глубинами резания, ap/ae, и большими подачами на зуб, fz. При необходимости обеспечения высокой мощности на низких оборотах станки могут быть оснащены редуктором, что позволит выполнять на данном оборудовании и черновые, и чистовые операции.
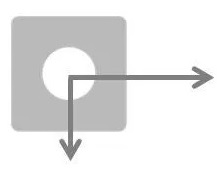
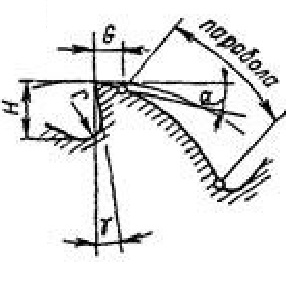
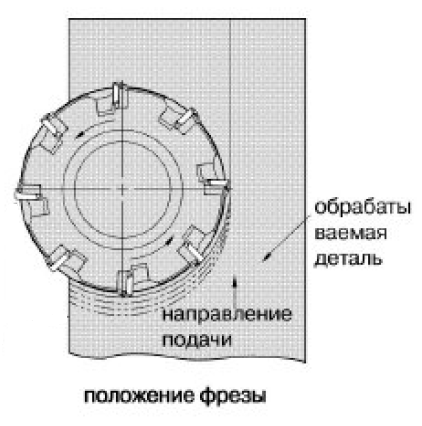 Рис. 1 Схема торцевого фрезерования
Рис. 1 Схема торцевого фрезерования
Зубья применяемых фрез имеют разное исполнение
|
Исполнение зубьев |
Изображение |
Исполнение зубьев |
Изображение |
Исполнение зубьев |
Изображение |
|
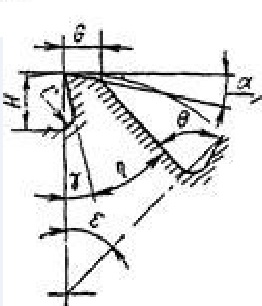
Трапецеидальное |
Трапецеидальное
|
Усиленное |
Усиленное
|
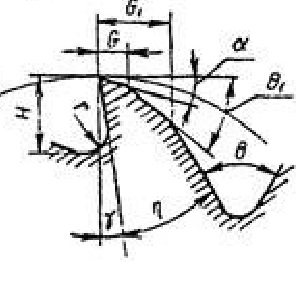
Параболическое |
Параболическое
|
Виды операций
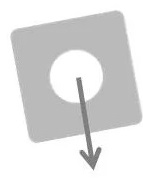
Выделяют симметричное полное, симметричное неполное и несимметричное фрезерование. В первом случае ширина обрабатываемой поверхности соответствует диаметру фрезы. Это повышает скорость и точность процедур при 180-градусном угле контакта.
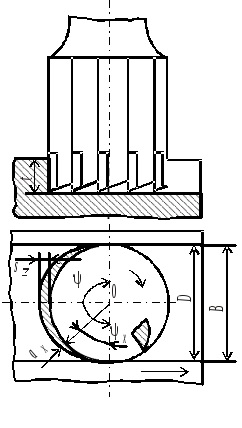 Рис. 2 Симметричное полное фрезерование
Рис. 2 Симметричное полное фрезерование
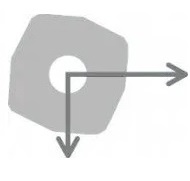
Симметричное неполное фрезерование предусматривает расположение инструмента в центре детали с соразмерными выступами по краям. Вариант подходит для обработки плоских поверхностей со свободным доступом.
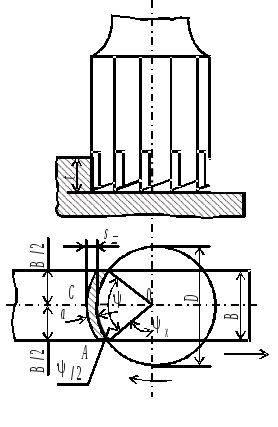 Рис. 3 Симметричное неполное фрезерование
Рис. 3 Симметричное неполное фрезерование
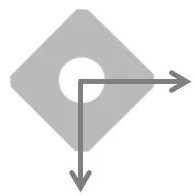
При несимметричном фрезеровании оси заготовки и оснастки смещены. Такой способ актуален для пазов, уступов и ассиметричных элементов.
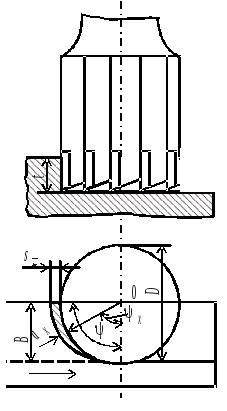 Рис. 4 Несимметричное фрезерование
Рис. 4 Несимметричное фрезерование
Вероятные дефекты
При торцевом фрезеровании вероятны дефекты. Выделяют 5 ключевых проблем и способов их решения.
|
Проблема |
Причины |
Решения |
Изображение |
|
Высокая шероховатость |
Некорректный подбор инструмента. Избыточная толщина стружки. Неправильный выбор скорости резания. Отсутствие смазывающе-охлаждающей жидкости. |
Установить подходящую СМП. Уменьшить подачу. Увеличить скорость резания. Применить смазывающе-охлаждающие материалы. Исключить вибрации. Изменить толщину стружки. |
Высокая шероховатость

|
|
Повреждение поверхности из-за вибрации. |
Нежесткое закрепление компонентов. Плохая балансировка заготовки и инструмента. Некорректная размерность стружки. Избыточный вылет фрезы. |
Надежно закрепить заготовку и инструмент. Ограничить глубину резания. Уменьшить вылет фрезы. Изменить скорость резания. Выбрать пластину другой формы. |
Повреждение поверхности из-за вибрации
|
|
Появление заусенцев |
Работа с мягкими материалами. Недостаточная острота режущих кромок. |
Установить пластину с острой режущей кромкой. Выбрать пластину с другой геометрией. Использовать инструмент с меньшим углом в плане. |
Появление заусенцев

|
|
Несоответствие размеров |
Неверный выбор пластины. Неправильный режим обработки. Биение инструмента. Некорректный припуск на обработку |
Установить подходящую пластину. Надежно зафиксировать фрезу. Подобрать оптимальный припуск. |
Несоответствие размеров
|
|
Сегменты стружки имеют большую длину |
Некорректный подбор режима. Неправильный выбор пластины. |
Скорректировать подачу и глубину резания. Выбрать подходящую геометрию пластины. |
Сегменты стружки имеют большую длину

|
Приобрести все необходимое для торцевого фрезерования поможет наш каталог.




