
- Конструктивные особенности токарных резцов
- Геометрия токарных резцов
-
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
- Классификация по форме головок
- Классификация по конструкции
- Классификация по направлению резания
- Классификация по точности операций
- Маркировка токарных резцов, значения цифр и символов
- Классификация токарных резцов по назначению
- Прямые проходные токарные резцы и их назначение
- Отогнутые проходные токарные резцы и их назначение
- Проходные упорные токарные резцы и их назначение
- Отогнутые подрезные токарные резцы и их назначение
- Расточные токарные резцы и их назначение
- Отрезные (канавочные) токарные резцы и их назначение
- Резьбовые токарные резцы и их назначение
- Фасонные токарные резцы их назначение
Начнем с конструктивных особенностей резцов.
Конструктивные особенности токарных резцов
Каждый токарный резец состоит из двух частей.
-
Державка. Может быть квадратной или прямоугольной. С ее помощью резец закрепляют в посадочных гнездах станков. ГОСТом установлены следующие стандартные размеры державок.
- Квадратные — 4*4, 6*6, 8*8, 10*10, 12*12, 16*16, 20*20, 25*25, 32*32, 40*40 мм.
- Прямоугольные — 16*10, 20*12, 25*16, 25*20, 50*25, 40*32, 50*32, 50*40, 63*50 мм.
- Головка. Это рабочая часть резца, контактирующая с заготовкой в процесс ее обработки. Головка состоит из заточенных под определенными углами кромок.
 Рис. 1 Конструкция токарного резца
Рис. 1 Конструкция токарного резца
Геометрия токарных резцов
 Рис. 2 Углы токарного резца
Рис. 2 Углы токарного резца
Расскажем об углах резцов и их назначениях.
- Задний вспомогательный угол (α1). При его уменьшении снижается сила трения между задней плоскостью инструмента и обрабатываемой заготовкой.
- Угол вершины (ε). Формируется между режущей кромкой и задней вспомогательной плоскостью. Чем больше этот угол, тем лучше условия теплоотвода и выше прочность резца.
- Вспомогательный угол в плане (ϕ1). Его размер варьируется в пределах от 10 до 30°. С уменьшением угла улучшается чистота обработки, но возрастает сила трения.
- Главный угол в плане (ϕ). Его размер варьируется в пределах от 20 до 90°. От размеров угла зависят длина и ширина среза. Чем меньше ϕ, тем ниже температура и сила резания. Чистота обработки также улучшается. Но с уменьшением угла возрастают вибрации и радиальная сила резания.
- Угол резания (δ). Формируется между передней поверхностью и плоскостью резания.
- Основной передний угол (γ). Его размер варьируется в пределах от -5 до +15°. При увеличении угла облегчается врезание инструмента в металл, улучшается отвод стружки, уменьшаются сила резания, деформация обрабатываемой поверхности и потребляемая мощность. Однако при этом ухудшаются теплоотвод и сокращается срок службы режущей кромки.
- Угол заострения (β). Формируется между передней и главной задней поверхностями. Оказывает влияние на остроту и прочность инструмента.
- Главный задний угол (α). Его размер варьируется в пределах от 6 до 12°. С уменьшением угла снижается сила трения между деталью и задней поверхностью резца. При этом улучшается теплоотвод и продлевается срок службы инструмента, но ухудшается чистота обрабатываемой поверхности.
- Угол наклона главной режущей кромки (λ). Влияет на направление отвода стружки. При положительных λ и λ = 0° стружка сходит к обрабатываемой поверхности. Резцы с положительными λ (12–15°) применяют при обработке заготовок из жаропрочных и закаленных сталей. У универсальных токарных резцов λ = 0°. Резцы с отрицательными λ применяют для чистовой обработки.
Классификация резцов по металлу по форме головок, конструкции, направлению резания и точности операций
По этим параметрам существуют следующие классификации резцов по металлу.
Классификация по форме головок
По этому параметру резцы делят на 4 типа.
- Прямые. Державка и рабочая головка располагаются либо на одной оси, либо на двух, но параллельных.
- Изогнутые. Державка имеет изогнутую форму.
- Отогнутые. Отгиб головки в сторону заметен невооруженным глазом.
- Оттянутые. Ширина головки меньше ширины державки. Головка может быть оттянута влево или вправо. Существуют и симметричные модели.
 Рис. 3 Классификация резцов по форме головок
Рис. 3 Классификация резцов по форме головок
Классификация по конструкции
По конструкции резцы классифицируют на три типа.
- Цельные. Такие резцы целиком изготовлены из легированной или инструментальной (редко) стали. Стоят недорого, быстро изнашиваются и не подходят для обработки твердых материалов.
- С твердосплавными напайками. Такие резцы сочетают в себе высокую износостойкость и среднюю стоимость. Напайки обычно изготавливают из сталей ВК8, Т5К10 и Т5К6.
- Со сменными твердосплавными пластинами. Стоят дороже аналогов. Максимально удобны. Для смены пластин не нужно снимать режущий инструмент.
 Рис. 4 Классификация резцов по конструкции
Рис. 4 Классификация резцов по конструкции
Классификация по направлению резания
Резцы бывают левыми и правыми.
- Правые. Такие резцы для токарных станков используются чаще всего и в процессе обработки заготовок подаются справа налево. Если положить сверху на такой резец правую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
- Левые. Подаются слева направо. Если положить сверху на такой резец левую руку, то режущая кромка будет располагаться со стороны отогнутого большого пальца.
 Рис. 5 Правый и левый резцы
Рис. 5 Правый и левый резцы
Классификация по точности операций
По этому признаку выделяют следующие разновидности резцов.
- Черновые (обдирочные). Предназначены для грубой обработки заготовок.
- Получистовые. Точность обработки находится на среднем уровне.
- Чистовые. Точность обработки находится на высоком уровне.
- Специальные Предназначены выполнения тонких технологических операций.
Маркировка токарных резцов, значения цифр и символов
По стандарту маркировка токарных резцов может включать в себя 9 или 10 символов.
- Первый — способ крепления режущей пластины.
- Второй — ее форма.
- Третий — тип резца.
- Четвертый — задний угол режущей пластины.
- Пятый — направление резания.
 Рис. 6 Возможные значения параметров 1–5
Рис. 6 Возможные значения параметров 1–5
- Шестой — высота державки.
- Седьмой — ширина ее хвостовой части.
- Восьмой — общая длина резца.
- Девятый — размер режущей пластины.
 Рис. 7 Возможные значения параметров 6–9
Рис. 7 Возможные значения параметров 6–9
- Десятый указывается при необходимости. Обозначает точность некоторых параметров резцов.
 Рис. 8 Возможные значения параметра 10
Рис. 8 Возможные значения параметра 10
Классификация токарных резцов по назначению
По назначению принята следующая классификация токарных резцов. Всего выделяют 8 чаще всего применяющихся видов.
Прямые проходные токарные резцы и их назначение
Их применяют для обработки наружных поверхностей заготовок.
 Фото. 1 Прямые проходные токарные резцы
Фото. 1 Прямые проходные токарные резцы
Чаще всего используют инструменты с тремя размерами державок.
- 20*20 мм.
- 25*16 мм.
- 32*20 мм.
Отогнутые проходные токарные резцы и их назначение
Предназначение проходных отогнутых резцов — создание фасок и обработка торцевых поверхностей.
 Фото. 2 Отогнутые проходные токарные резцы
Фото. 2 Отогнутые проходные токарные резцы
Наиболее широкое распространение получили инструменты с державками:
- 20*20 мм.
- 25*16 мм.
- 32*20 мм.
Проходные упорные токарные резцы и их назначение
Их обычно применяют при обработке ступенчатых валиков или иных деталей в случае, если в конце обработки требуется подрезать небольшой уступ.
 Фото. 3 Проходной упорный резец
Фото. 3 Проходной упорный резец
Чаще всего используют проходные упорные резцы со следующими размерами державок.
- 16*16 мм.
- 25*16 мм.
- 32*20 мм.
- 40*25 мм.
Отогнутые подрезные токарные резцы и их назначение
Назначение таких токарных резцов — обработка торцевых поверхностей.
 Фото. 4 Подрезной отогнутый резец
Фото. 4 Подрезной отогнутый резец
Самые распространенные размеры державок:
- 32*20 мм;
- 40*25 мм.
- 25*16 мм;
Расточные токарные резцы и их назначение
Их сфера применения — обработка сквозных и глухих отверстий.
- У инструментов первого типа угол равен 60°.
 Фото. 5 Расточные резцы для сквозных отверстий
Фото. 5 Расточные резцы для сквозных отверстий
- У резцов для обработки глухих отверстий — 95°.
 Фото. 6 Расточные резцы для глухих отверстий
Фото. 6 Расточные резцы для глухих отверстий
Самые распространенные размеры державок следующие.
- 16*12 мм.
- 16*16 мм.
- 20*16 мм.
- 20*20 мм.
- 25*20 мм.
- 25*25 мм.
Отрезные (канавочные) токарные резцы и их назначение
Назначение канавочных токарных резцов — проделывание в деталях и заготовках канавок различной глубины. Головки с твердосплавными напайками имеют тонкие ножки.
 Фото. 7 Отрезные (канавочные) резцы
Фото. 7 Отрезные (канавочные) резцы
Чаще всего используют инструменты с державками:
- 16*10 мм;
- 20*12 мм;
- 20*16 мм;
- 25*16 мм;
- 25*20 мм;
- 32*20 мм;
- 40*25 мм;
- 40*32 мм;
- 50*32 мм.
Резьбовые токарные резцы и их назначение
Применяются для нарезания наружных и внутренних резьб. Инструменты первого типа имеют прямую форму. Головки напоминают копья.
 Фото. 8 Резьбовой резец для нарезания наружной резьбы
Фото. 8 Резьбовой резец для нарезания наружной резьбы
Резцы для нарезания внутренних резьб имеют изогнутую форму и похожи на расточные инструменты для обработки глухих отверстий. Но обратите внимание на формы головок. Они разительно отличаются.
 Фото. 9 Резьбовые резцы для нарезания внутренних резьб
Фото. 9 Резьбовые резцы для нарезания внутренних резьб
Чаще всего используют инструменты с державками следующих размеров.
- 12*12 мм.
- 16*10 мм.
- 16*16 мм.
- 20*20 мм.
- 25*16 мм.
- 25*25 мм.
- 32*20 мм.
Фасонные токарные резцы их назначение
Предназначены для обработки различных фасонных поверхностей. Инструменты бывают стержневыми, державочными, призматическими и круглыми.
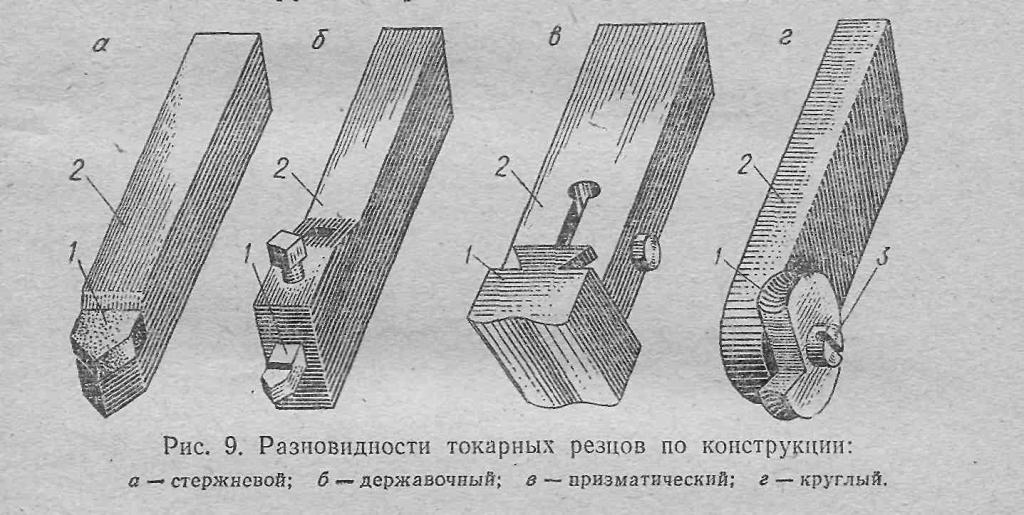 Рис. 9 Виды фасонных резцов
Рис. 9 Виды фасонных резцов
Эти специальные инструменты имеют индивидуальные габариты.




