
- Используемый инструмент
- Виды канавок
- Особенности черновой и чистовой обработки
- Работа с внутренними канавками
- Канавки при профильном точении
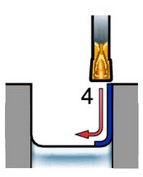
- Формирование торцевых канавок
- Распространенные проблемы и их решение
- Популярные вопросы о точении канавок
- С какой целью подготавливаются канавки?
- Можно ли увеличить подачу при удалении колец во время многопроходной обработки?
- Что будет, если увеличить припуск при чистовой обработке до 2 – 3 мм?
Используемый инструмент
Заготовки обрабатываются пластинами для отрезки и точения канавок. Они выполнены из твердого сплава, устанавливаются в совместимые державки. Инструмент оптимален для станков с ЧПУ, работает быстро и эффективно.
 Рис. 1 Радиусная канавочная пластина
Рис. 1 Радиусная канавочная пластина
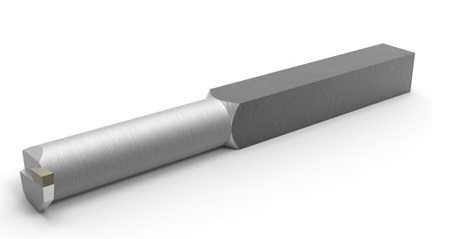
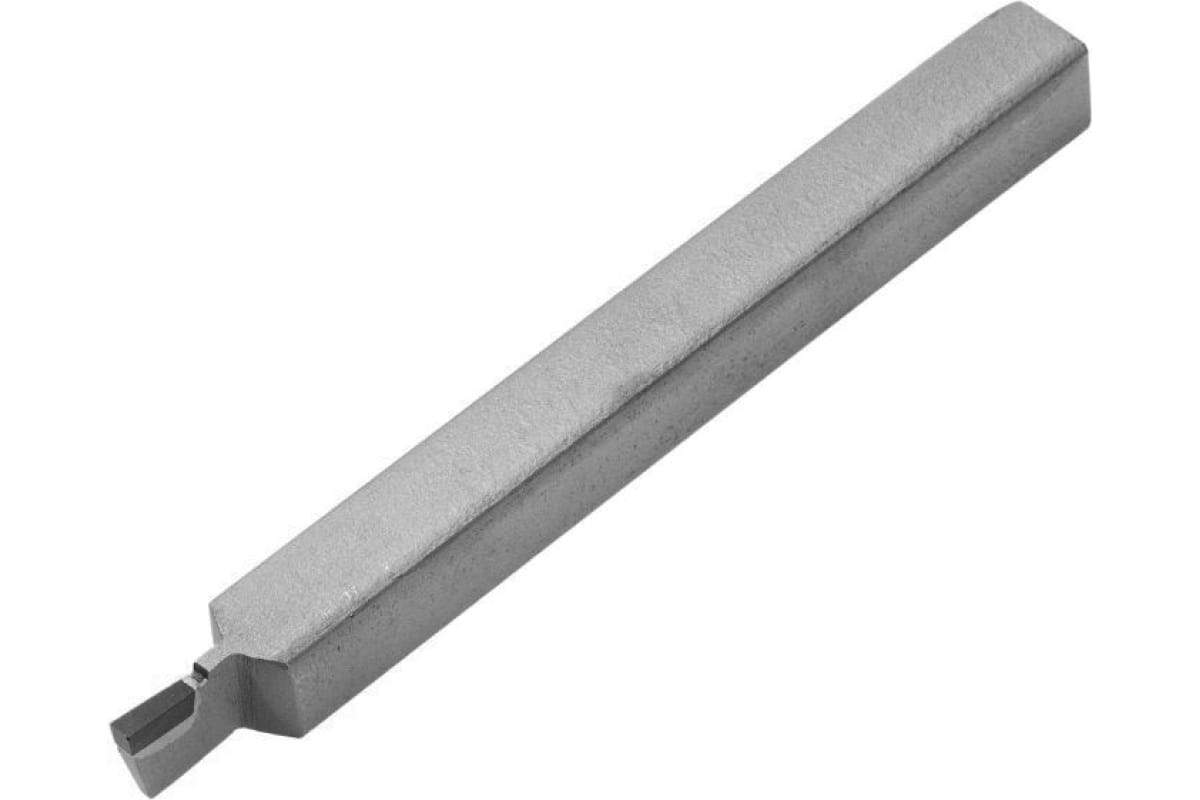
Альтернативой сборной оснастке являются резцы для точения канавок. Изделия имеют цельное исполнение, доступны в двух вариациях.
|
Тип резца |
Изображение |
Тип резца |
Изображение |
|
Для внутренних канавок |
Для внутренних канавок
|
Для наружных канавок |
Для наружных канавок
|
Виды канавок
При точении канавок на токарном станке получают проемы различной формы.
|
Тип канавок |
Изображение |
Тип канавок |
Изображение |
|
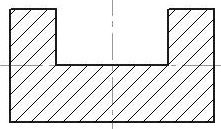
Прямоугольные |
Прямоугольные
|
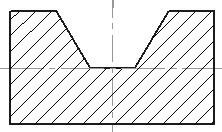
Трапецеидальные |
Трапецеидальные
|
|
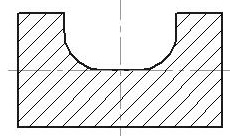
Закругленные |
Закругленные
|
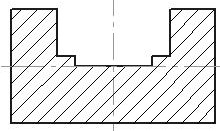
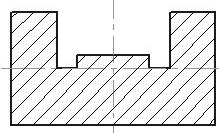
Со сложным профилем |
Со сложным профилем
|
|
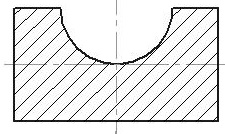
С круглым дном |
С круглым дном
|
Со сложным профилем
|
Канавки могут иметь более сложный профиль. Все зависит от применяемого инструмента и режима обработки.
Особенности черновой и чистовой обработки
Цикл точения канавок включает черновую и чистовую обработку. Каждая процедура предусматривает несколько типов операций.
Черновая обработка
При черновой обработке формируется базовый профиль канавки с отклонениями в геометрии и размерах. Операция выполняется одним из трех способов.
|
Наименование процедуры |
Описание |
Изображение |
|
Врезание под углом |
Решение для работы с широкими канавками. Перемещение инструмента под углом позволяет минимизировать вибрации и радиальные усилия при врезании. Это исключает проблемы при формировании стружки, работе с тонкостенными деталями и заготовками малой жесткости. |
Врезание под углом
|
|
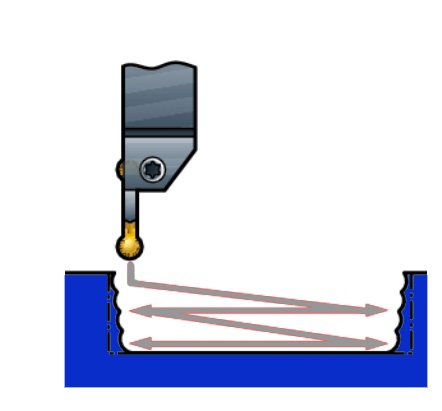
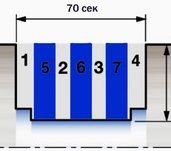
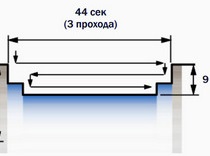
Многопроходная обработка |
Способ обработки для глубоких канавок. Инструмент многократно врезается в заготовку, формируя тонкие кольца на ее поверхности. Впоследствии их легко удалить, получив канавку требуемых размеров. Дополнительное преимущество способа – снижение износа режущей части. |
Многопроходная обработка
|
|
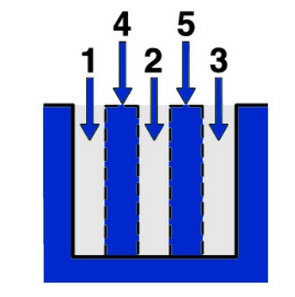
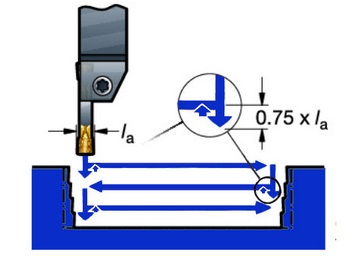
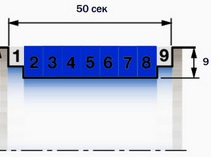
Плунжерное точение |
Поэтапное врезание инструмента с продольным перемещением на всю длину канавки. При этом глубина резания должна превышать ширину пластины более чем на 75%. |
Плунжерное точение
|
Многопроходная обработка подойдет канавкам, у которых глубина больше ширины. Если преобладает ширина, стоит выбрать плунжерное точение или врезание под углом.
Для многопроходной обработки и плунжерного точения существуют отдельные схемы подачи инструмента, в зависимости от ширины канавки.
|
Процедура |
Узкие канавки |
Канавки средней ширины |
Глубокие канавки |
|
Многопроходная обработка |
Многопроходная обработка
|
Многопроходная обработка
|
Многопроходная обработка
|
|
Плунжерное точение |
Плунжерное точение
|
Плунжерное точение
|
Плунжерное точение
|
Рекомендованная подача 0,2 мм/об при ширине твердосплавной пластины – 6 мм.
Чистовая обработка
Процедура, выполняемая после черновой обработки. Он позволяет получить законченную канавку требуемого размера и шероховатости
|
Операция |
Изображение |
Операция |
Изображение |
| Подготовка припуска глубиной до 1 мм |
Подготовка припуска глубиной до 1 мм
|
Линейное перемещение резца от припуска до правой стенки |
Линейное перемещение резца от припуска до правой стенки
|
| Проход резцом вдоль левой стенки до припуска |
Проход резцом вдоль левой стенки до припуска
|
Завершающий проход резцом вдоль правой стенки |
Завершающий проход резцом вдоль правой стенки
|
Предварительное формирование припуска повышает качество обработки за счет предотвращения вибраций и затираний.
Работа с внутренними канавками
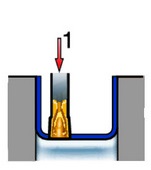
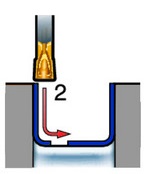
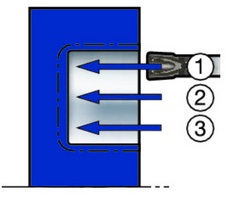
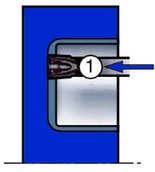
При обработке внутренних канавок используется метод радиального врезания, многопроходной обработки и плунжерного точения. При этом задействуются пластины с острым профилем и резцы с минимальным вылетом. Снизить риск дефектов позволяет активное использование СОЖ.
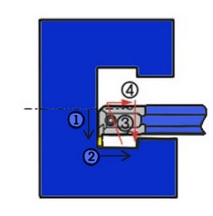 Рис. 2 Работа с внутренними канавками
Рис. 2 Работа с внутренними канавками
Канавки при профильном точении
При профильном точении приоритет отдается крупным пластинам. Их можно перемещать в разные стороны, расширяя возможности по обработке.
|
Операция |
Изображение |
Операция |
Изображение |
|
Черновая обработка при профильном точении |
Черновая обработка при профильном точении
|
Чистовая обработка при профильном точении |
Чистовая обработка при профильном точении
|
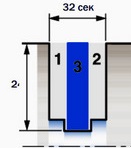
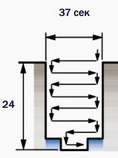
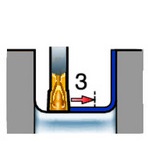
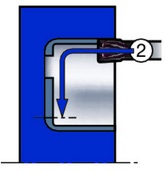
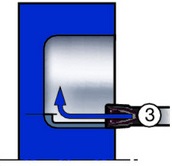
Минимизировать износ инструмента позволяет трохоидальная схема обработки. Действие выполняется при сниженной подаче и увеличенном времени прохода.
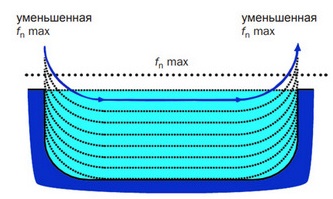 Рис. 3 Трохоидальное точение
Рис. 3 Трохоидальное точение
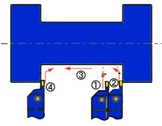
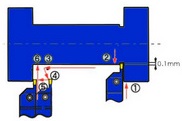
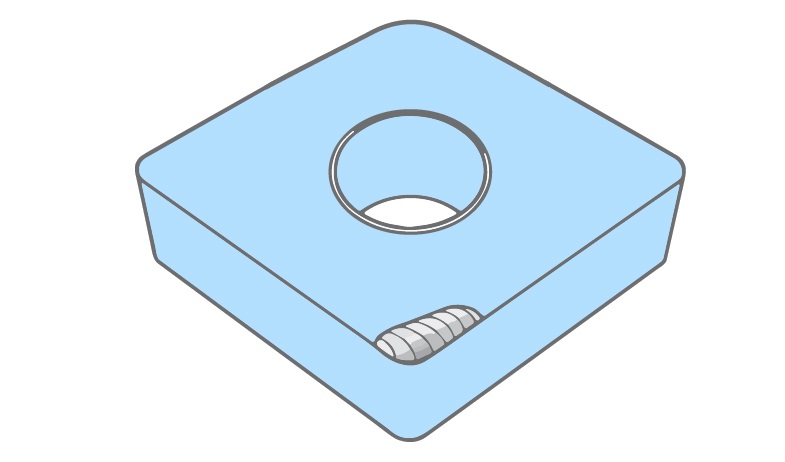
Формирование торцевых канавок
При точении торцевых канавок выполняется привычная последовательность действий, только со сменой плоскости.
|
Операция |
Изображение |
Операция |
Изображение |
|
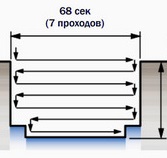
Черновая многопроходная обработка с использованием пластины максимальной ширины |
Черновая многопроходная обработка с использованием пластины максимальной ширины
|
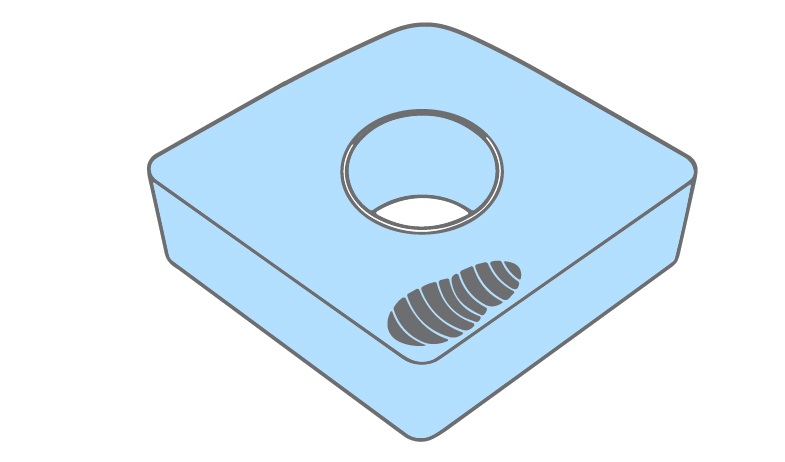
Обработка верхней и торцевой стенки |
Обработка верхней и торцевой стенки
|
|
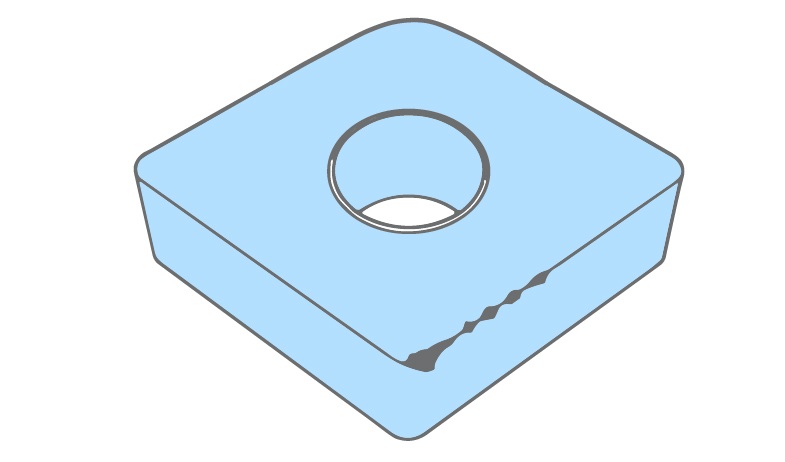
Формирование припуска глубиной до 1 мм. |
Формирование припуска глубиной до 1 мм.
|
Обработка нижней стенки |
Обработка нижней стенки
|
Для точения канавки вразгонку применяется боковая кромка пластины.
Распространенные проблемы и их решение
В ходе токарного точения канавок может возникнуть ряд проблем.
|
Проблема |
Причина возникновения |
Способ решения |
Изображение |
|
Наростообразование |
Неправильная геометрия режущей пластины либо низкая температура детали |
Установите пластину с острой кромкой, увеличьте скорость резания и подачу |
Наростообразование
|
|
Выкрашивание |
Неправильные геометрия, сплав или режим резания |
Используйте пластину из более прочного сплава, смените геометрию, увеличьте вылет и уменьшите режим резания |
Выкрашивание
|
|
Лункообразование |
Повышенная скорость резания, большая подача или перегрев |
Уменьшите скорость резания и подачу, проверьте количество поступающей СОЖ |
Лункообразование
|
|
Износ задней поверхности |
Высокая скорость резания и недостаточное охлаждение |
Уменьшите скорость резания, проверьте количество поступающей СОЖ |
Износ задней поверхности
|
|
Пластическая деформация |
Некорректный выбор сплава или перегрев |
Используйте более твердую пластину и увеличьте подачу СОЖ |
Пластическая деформация
|
|
Термомеханичсекие повреждения |
Прерывистое резание и перегрев |
Стабилизируйте процесс обработки, уменьшите ее скорость и увеличьте подачу СОЖ |
Термомеханичсекие повреждения
|
|
Разрушение |
Естественный износ или избыточные усилия воздействия |
Следите за износом инструмента, применяйте ударопрочные пластины и выбирайте оснастку с усиленной геометрией |
Разрушение
|





