
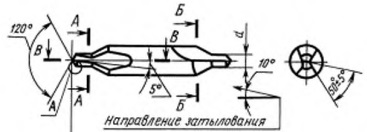
Сверла имеют две рабочие части, находящиеся на одной оси: режущую — для подготовки отверстий и коническую — для создания наклонной плоскости.
Доступные решения
Выделяют 4 типа центровочных сверл согласно ГОСТ 14952-75:
|
Тип сверла |
Описание |
Диаметр режущей части до 0,8 мм |
Диаметр режущей части более 0,8 мм |
|
A |
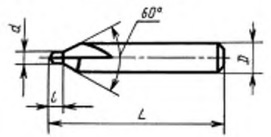
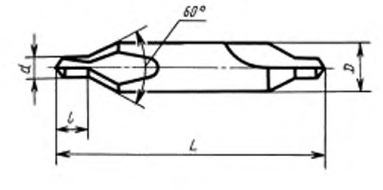
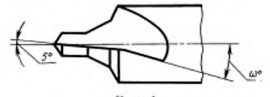
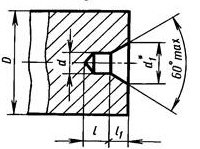
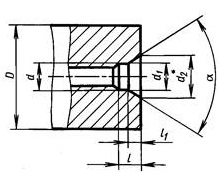
Комбинированные центровочные сверла типа А имеют 60-градусный конус без предохранительной части. Они используются при подготовке к токарным операциям и не подходят для сложных условий, требующих дополнительной защиты отверстия. |
Центровочное сверло типа A (малый диаметр)
|
Центровочное сверло типа A (большой диаметр)
|
|
B |
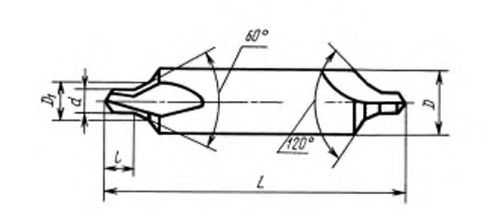
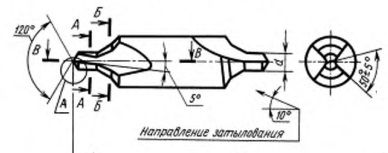
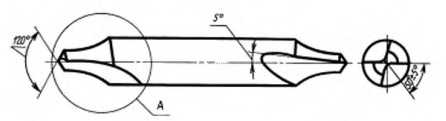
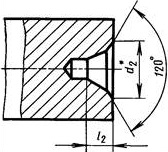
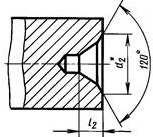
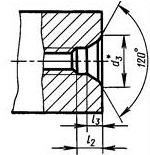
Центровочные сверла типа B содержат предохранительный конус с углом 120 градусов, защищающий центрирующий участок от повреждений. Инструмент оптимален для процедур, требующих множественной установки и перемещения деталей. |
Центровочное сверло типа B
|
|
|
C |
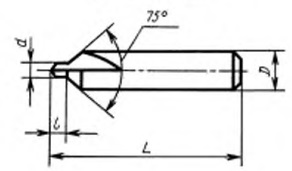
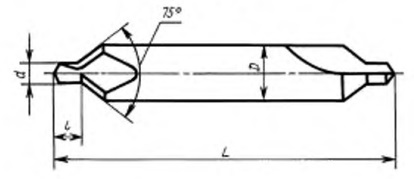
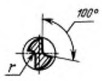
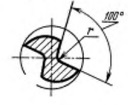
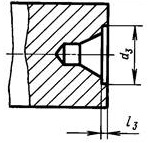
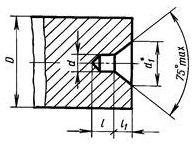
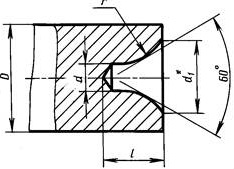
Сверла типа С подготавливают центровочные отверстия с 75-градусным конусом. Как и тип А, они не имеют защиты, однако за счет увеличенного угла возрастает точность позиционирования заготовки. Инструмент получил широкое распространение в прецизионной обработке. |
Центровочное сверло типа C (малый диаметр)
|
Центровочное сверло типа C (большой диаметр)
|
|
R |
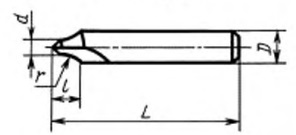
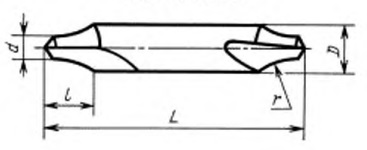
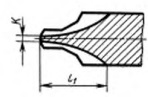
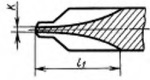
Сверла типа R формируют отверстия с дугообразным входом. Это способствует рациональному распределению нагрузок в рабочей зоне, замедляет износ инструмента и увеличивает точность процедур. |
Центровочное сверло типа R (малый диаметр)
|
Центровочное сверло типа R (большой диаметр)
|
ВАЖНО. Применение неподходящего сверла и нарушение правил его использования приводит к дефектам на последующих этапах обработки.
Стандарт предъявляет ряд требований к инструменту. В частности, твердость всех типов центровочных сверл до 3,15 мм должна составлять от 63 до 65 HRC. Минимальная твердость для более крупных моделей — от 66 HRC. Параметры шероховатости определяются таблицей:
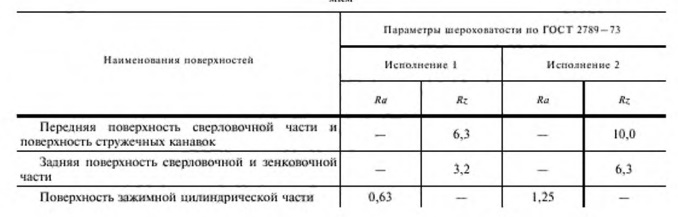 Таблица 1. Допуски шероховатости центровочных сверл
Таблица 1. Допуски шероховатости центровочных сверл
Аналогичные таблицы предусмотрены для определения наработки и износа.
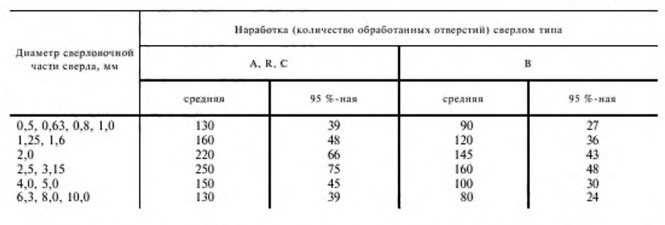 Таблица 2. Наработка центровочных сверл на отказ
Таблица 2. Наработка центровочных сверл на отказ
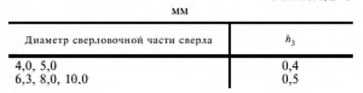 Таблица 3. Определение степени износа центровочных сверл
Таблица 3. Определение степени износа центровочных сверл
В последнем случае h3 обозначает степень износа по задней поверхности.
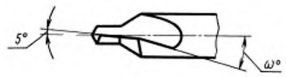
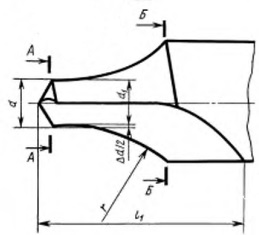
Дополнительные сечения и размеры
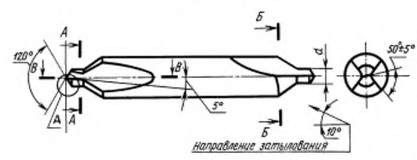
Наряду с общими параметрами инструмента ГОСТ 14952-75 приводит чертежи его основных узлов. Они упрощают приемку, подготовку к транспортировке и прочие операции.
|
Исполнение инструмента |
Чертежи |
||||
|
Тип А |
Косая канавка |
Винтовая канавка |
А-А |
Б-Б |
В-В |
|
|

|
|
|
|
|
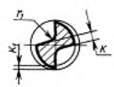
Тип B |
Косая канавка |
Винтовая канавка |
А-А |
Б-Б |
В-В |
|
|

|
|
|
|
|
Тип С |
Основной вид |
А |
А-А |
Б-Б |
В-В |
|

|

|

|
|
|
|
Тип R |
Косая канавка |
А |
Б |
А-А |
Б-Б |
|
|

|
|

|
|
|
Винтовая канавка 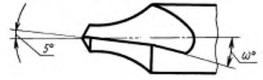
|
|||||
Нормирование отверстий
Стандартами регламентируются не только типы инструмента, но результаты его работы. В частности, для оценки качества отверстий от центровочных сверл используется ГОСТ 14034-74.
|
Тип отверстия |
Доступные формы |
|||
|
Центровочные отверстия с углом конуса 60 градусов |
А |
В |
Т |
|
|
Отверстие типа А
|
Отверстие типа В
|
Отверстие типа Т
|
||
|
Центровочные отверстия с конусностью 75 градусов |
С |
Е |
||
|
Отверстие типа С
|
Отверстие типа Е
|
|||
|
Центровочные отверстия с образующей в форме дуги |
R
Отверстие типа R
|
|||
|
Центровочные отверстия с переходом на метрическую резьбу |
F |
H |
||
|
Отверстие типа F
|
Отверстие типа H
|
|||
Нарезание метрической резьбы выполняется в соответствии с ГОСТ 24705-2004.
Распространенные проблемы при использовании центровочных сверл, их причины и решения
При эксплуатации инструмента могут возникнуть сложности, справиться с которыми поможет наша таблица.
|
Проблема |
Возможные причины |
Решения и рекомендации |
|
Быстрый износ или поломка режущих кромок |
|
|
|
Смещение центрального отверстия |
|
|
|
Грубая, шероховатая поверхность отверстия |
|
|
|
Неправильная геометрия отверстия: неполный конус или «восьмерка» |
|
|
|
Залипание стружки, перегрев |
|
|
|
Сверло не врезается, скользит по поверхности |
|
|
|
Откол или выкрашивание режущей кромки |
|
|
|
Несоответствие глубины или диаметра отверстия |
|
|
|
Шум и вибрация в процессе работы |
|
|
|
Проблемы при работе на станках с ЧПУ |
|
|




