
- С какими развертками возможна работа?
- Порядок работы с развертками
- Охлаждение в процессе работы с разверткой
- Приобретение разверток для бытового и промышленного использования
- Популярные вопросы о развертках
- Как понять, что развертка пришла в негодность?
- Как настроить регулируемую развертку?
- Какова величина припуска у черновой и чистовой развертки?
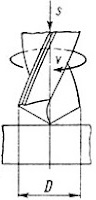
 Рис. 1 Развертывание отверстия машинным способом
Рис. 1 Развертывание отверстия машинным способом
Обработка отверстий разверткой предполагает использование соответствующего инструмента. При его подборе учитываются следующие факторы.
- материал изготовления заготовки;
- форма отверстия (коническая, цилиндрическая, сложная);
- параметры патрона, в котором будет удерживаться инструмент;
- исполнение режущих кромок.
Правильный подбор оснастки обеспечит качественную обработку отверстий под развертку, высокую точность операций и минимальный риск брака.
С какими развертками возможна работа?
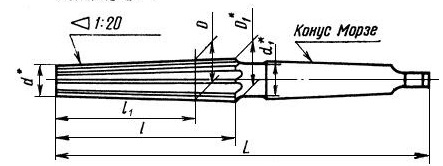
Развертка для отверстий – инструмент, выполненный из твердых сплавов. Он имеет режущую и калибровочную часть, направляющий и обратный корпус, шейку и хвостовик.
 Рис. 2 Основные элементы развертки
Рис. 2 Основные элементы развертки
В продаже представлены развертки в четырех исполнениях.
|
Тип инструмента |
Описание |
Изображение |
|
Цилиндрический |
Развертки для цилиндрических отверстий. Наиболее распространенная категория инструмента. |
Цилиндрический

|
|
Конический |
Развертки для конических отверстий с установленным соотношением сторон. |
Конический
|
|
Ступенчатый |
Развертки для отверстий в металле малой толщины. |
Ступенчатый
|
|
Регулируемый |
Развертки для обработки отверстий в определенном диапазоне размеров. Инструмент поддерживает точную настройку, успешно заменяет комплект оснастки. |
Регулируемый
|
По способу использования развертки делятся на 2 группы.
|
Группа |
Описание |
Изображение |
|
Ручные |
Инструменты для работы вручную. Изделия различаются не только рабочей частью, но и особенностями крепления. Ручная развертка для отверстий имеет цилиндрический хвостовик или конус Морзе. |
С цилиндрическим хвостовиком |
|
С цилиндрическим хвостовиком

|
||
|
С конусом Морзе |
||
|
С конусом Морзе

|
||
|
Машинные |
Развертки для механизированной обработки заготовок. Продукция имеет неизменный хвостовик в виде конуса Морзе, раздвижное и разжимное исполнение. |
Раздвижное исполнение |
|
Раздвижное исполнение
|
||
|
Разжимное исполнение |
||
|
Разжимное исполнение

|
Производители предлагают развертки для глухих отверстий и развертки для сквозных отверстий. Последние имеют удлиненную рабочую часть, что обусловлено спецификой выполняемых операций.
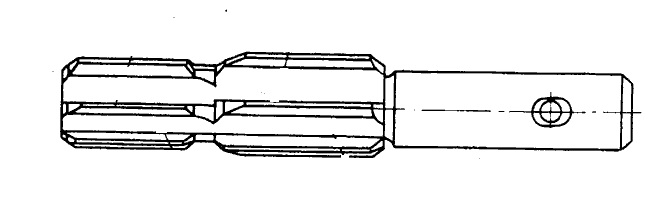
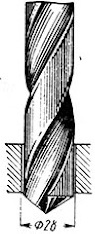
Комплексную обработку заготовок упрощают комбинированные решения. Например, для единовременного сверления и развертывания используется инструмент с двумя рабочими частями. Снизу у него находится сверло, выше – развертка. Это позволяет не только сформировать отверстие, но и сразу же откалибровать его.
 Рис. 3 Комбинированный инструмент сверло-развертка
Рис. 3 Комбинированный инструмент сверло-развертка
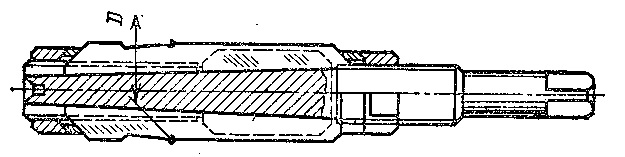
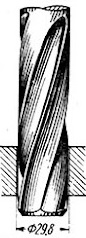
К продуктам аналогичного класса относится зенкер-развертка. Оснастка обеспечивает обработку отверстий зенкером и разверткой, ориентирована на серийное производство.
 Рис. 4 Комбинированный инструмент зенкер-развертка
Рис. 4 Комбинированный инструмент зенкер-развертка
Использование комбинированных моделей целесообразно не всегда. В ряде случаев они не обеспечивают точность, свойственную классической технологии обработки.
Порядок работы с развертками
Мастера выполняют развертку отверстий по ГОСТ 29240-91. Он определяет терминологию и правила выполнения операций, предусматривает решения для различных типов инструмента.
Чтобы развернуть отверстия разверткой в цилиндрическом исполнении, необходимы следующие действия.
|
Наименование операции |
Описание |
Изображение |
Чертеж |
|
Сверление |
Формирование первичного отверстия сверлом меньшего диаметра, чем целевой. |
Сверление
|
Сверление чертеж
|
|
Зенкерование |
Обработка отверстия с использованием зенкера. |
Зенкерование
|
Зенкерование чертеж

|
|
Черновое развертывание |
Проведение операций по черновому развертыванию. Диаметр отверстия максимально приближается к заданному. |
Черновое развертывание

|
Черновое развертывание чертеж

|
|
Чистовое развертывание |
Финишная обработка при помощи чистовой развертки. |
Чистовое развертывание

|
Чистовое развертывание чертеж

|
Развертывание отверстий конической формы имеет схожую последовательность действий.
|
Описание операции |
Изображение |
Описание операции |
Изображение |
|
1. Формирование конического отверстия путем использования соответствующего сверла. |
Формирование конического отверстия

|
3. Воздействие черновой разверткой, оснащенной стружколомными элементами. Они обеспечивают качественное отсоединение и извлечение материала. |
Воздействие черновой разверткой

|
|
2. Обработка проема при помощи ступенчатого зенкера. |
Обработка проема при помощи ступенчатого зенкера

|
4. Финишная проходка чистовой разверткой. |
Финишная проходка чистовой разверткой
|
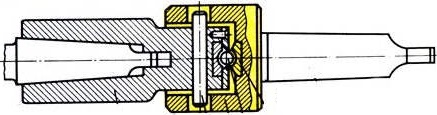
Проверка отверстия после развертки осуществляется конусным калибром – вспомогательным контрольным инструментом с заранее известными параметрами.
 Рис. 5 Конусный калибр
Рис. 5 Конусный калибр
Контрольные работы включают 4 операции.
- Нанесение нескольких отметок на всю длину поверхности калибра. Для этого используется карандаш или маркер, подверженный стиранию. Отметки расположены на равном удалении друг от друга, имеют идентичную толщину.
- Установка калибра в подготовленное отверстие с приложением умеренных усилий. Значительное давление может повредить инструмент, а также смазать разметку.
- Поворот калибра на половину или 1/3 оборота.
- Извлечение калибра и осмотр нанесенных отметок.
При качественном выполнении операций разметка стирается равномерно, на поверхности калибра не остается дополнительных линий и следов.
Охлаждение в процессе работы с разверткой
Процедуры по машинному развертыванию отверстий предполагают значительный нагрев заготовки. Он негативно влияет на качество обработки, увеличивает риск возникновения брака.
Предотвратить появление дефектов позволяет качественное охлаждение. В большинстве случаев используется эмульсия, индустриальное масло или керосин. Составы обеспечивают интенсивный отвод тепла из рабочей зоны, способствуют плавному ходу инструмента.
При работе с определенными материалами можно обойтись без охлаждения либо использовать комбинированные смеси на основе существующих продуктов. Полный спектр решений для обрабатываемых материалов представлен в таблице.
 Таблица 1. Подбор смазывающе-охлаждающих жидкостей для механизированного развертывания
Таблица 1. Подбор смазывающе-охлаждающих жидкостей для механизированного развертывания
Приобретение разверток для бытового и промышленного использования
При покупке разверток для различных нужд стоит обращать внимание на следующие нюансы.
- Материал изготовления. Продукт должен быть выполнен из марочной легированной стали 9ХС, быстрорежущих сталей Р18 и Р9 или их аналогов. В противном случае он быстро потеряет функционал и потребует замены.
- Точность исполнения. К покупке рекомендованы развертки с минимальным отклонением от размеров. Они обеспечивают высокую точность обработки, подходят для сложных задач.
- Функционал. Изделие должно соответствовать операциям, которые планируется проводить. Для выполнения черновой обработки не подходит чистовая развертка и наоборот.
Получить исчерпывающую информацию о характеристиках инструмента поможет упаковка. На ней отображаются размеры оснастки, материал изготовления и прочие параметры. Если упаковка не предусмотрена производителем, стоит ознакомиться с карточкой товара в интернет-магазине.
 Рис. 6 Комплект разверток в заводской упаковке
Рис. 6 Комплект разверток в заводской упаковке
Приобрести развертки для целевых работ поможет наш каталог. Мы предлагаем сертифицированную продукцию от ведущих производителей. В продаже решения для бытовых и производственных нужд, первичных и финишных операций.




