
 Рис. 1 Процедура шевингования
Рис. 1 Процедура шевингования
Параметры проведения работ
Ключевая задача шевингования – удалить избыточное количество материала, присутствующего на поверхности зубцов. С колес снимается тонкий слой стружки, что позволяет устранить имеющиеся дефекты и добиться высокой точности исполнения.
Шеверы изготавливаются в форме зубчатой рейки, червячных элементов или зубчатых колес. Рабочая поверхность инструмента имеет заточенные кромки. Последние срезают излишки металла в соответствии с профилем зубьев, обеспечивают получение изделий требуемого размера.
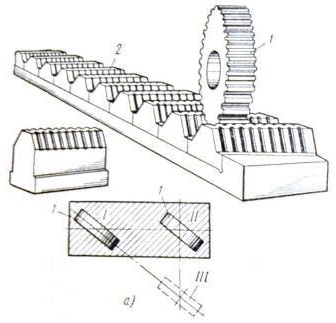 Рис. 2 Шевер-рейка
Рис. 2 Шевер-рейка
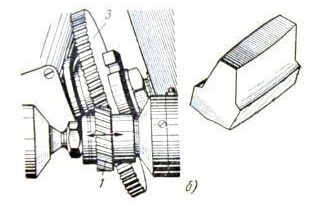 Рис. 3 Шевер-колесо
Рис. 3 Шевер-колесо
Шеверные элементы устанавливаются под определенным углом. Параметр рассчитывается индивидуально для каждого типа колес. Стандартный угловой интервал выдерживается в пределах 10 – 15 градусов.
Шевингование зубьев выполняется следующим образом:
- привод станка приводит в движение шевер;
- шевер срезает металл с поверхности заготовки, попутно вращая ее.
Заготовка зажата в центрах, что исключает ее смещение при обработке и гарантирует равномерное перемещение под действием шевера.
Продолжительность операции зависит от типа детали и требований к точности обработки.
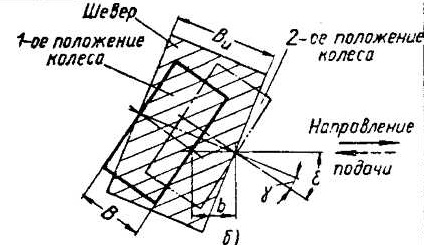
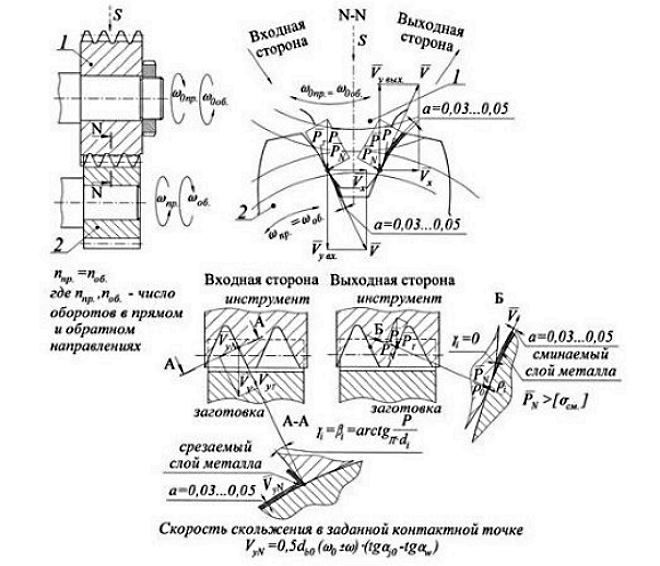 Рис. 4 Схема выполнения операций по шевингованию
Рис. 4 Схема выполнения операций по шевингованию
Для обеспечения высокого качества шевингования необходимо плавное перемещение заготовки по заданной линии. Отклонения в процессе работы приведут к недочетам, увеличат продолжительность выполнения операции.
Исключить перечисленные проблемы позволяет выбор подходящего способа подачи инструмента:
- поперечный;
- продольный;
- тангенциальный;
- диагональный.
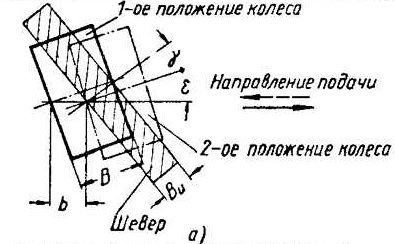
Последний метод шевингования получил значительное распространение, представлен в 4 вариациях.
| Тип диагонального шевингования | Эскиз |
| Тип а |
|
| Тип б |
|
| Тип в |

|
| Тип г |
|
Наименьший износ зубьев шевера обеспечивает поперечная подача инструмента. Режущая часть располагается перпендикулярно детали, что способствует эффективной работе режущих кромок.
Минимальная подвижность шевера обеспечивается при тангенциальной подаче. Такое решение подходит деталям с обилием мелких зубьев, ускоряет рабочий процесс.
 Рис. 5 Схема обработки конических зубчатых колес
Рис. 5 Схема обработки конических зубчатых колес
Повышение эффективности и качества обработки
Повысить качество шевингования зубчатых колес позволяет использование осциллирующих движений на частоте 20 – 100 Гц. Подобное решение имеет ряд преимуществ.
- Снижение уровня шероховатости до 0,32 – 0,63 мкм без проведения шлифовальных операций.
- Увеличение скорости процедуры за счет эффективного использования металлорежущего инструмента.
- Стабилизация и интенсификация сил трения. Рост производительности труда.
Обеспечить передачу осциллирующих движений может только профильное оборудование. Оператору предоставляется соответствующая опция с возможностью настройки частоты воздействия.
 Рис. 6 Станок для шевингования с возможностью передачи осциллирующих движений
Рис. 6 Станок для шевингования с возможностью передачи осциллирующих движений
Облегающие шеверы
Шеверы облегающего типа обеспечивают линейный контакт с заготовкой. Изделия работают с зубьями бочкообразной формы, существенно сокращают сроки выполнения операций. Единственный недостаток инструмента – малая точность.
 Рис. 7 Облегающие шеверы
Рис. 7 Облегающие шеверы
Облегающие модули обладает рядом особенностей.
- Режущие элементы сформированы вогнутыми линиями, имеют седлообразную форму.
- Эффективное зацепление с обрабатываемой деталью по всей поверхности.
- Минимальные требования к точности позиционирования инструмента.
Производители предлагают широкий спектр облегающих шеверов. Подобрать подходящие решения смогут предприятия любой направленности.
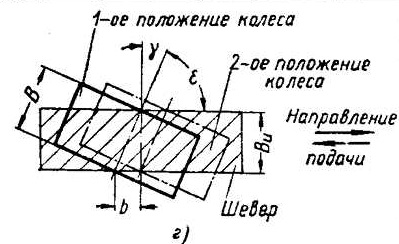
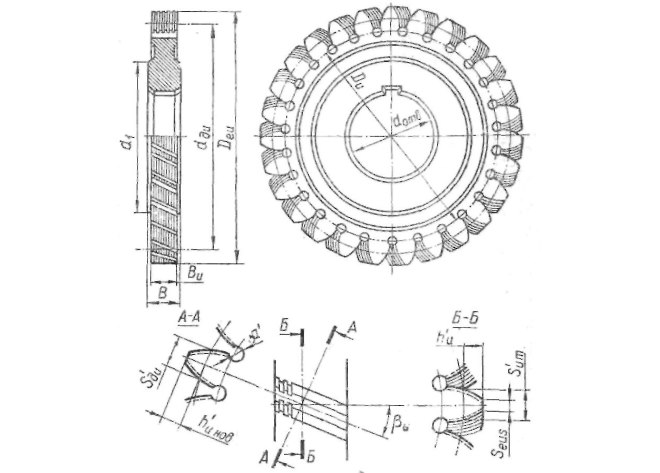 Рис. 8 Чертеж облегающего шевера
Рис. 8 Чертеж облегающего шевера
Червячные шеверы
Червячные шеверы предназначены для чистовой обработки зубчатых колес. Инструмент имеет соответствующую форму, на его винтовых фрагментах присутствуют заточенные насечки для взаимодействия с заготовкой.
Шевингование осуществляется в круговом и радиальном направлении. Способ обработки подбирается индивидуально, зависит от требований к конечному продукту и его геометрических параметров.
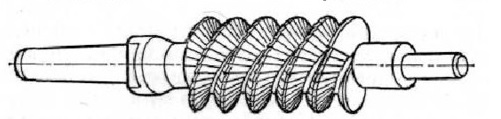 Рис. 9 Червячный шевер
Рис. 9 Червячный шевер
Некоторые червячные шеверы имеют дополнительные зубчики. Они повышают эффективность инструмента, позволяют работать с заготовками из высокопрочных сталей.
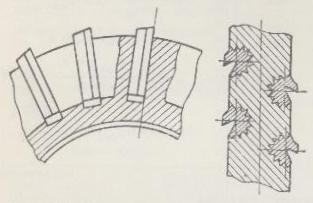 Рис. 10 Дополнительные зубчики на рабочей плоскости червячного шевера
Рис. 10 Дополнительные зубчики на рабочей плоскости червячного шевера
Используемая техника
Шевингование зубчатых колес осуществляется посредством профильного оборудования. Оно представлено станками отечественного и зарубежного производства.
Техника различается по следующим параметрам:
- специфика подачи металлорежущего инструмента;
- скорость обработки заготовки;
- точность выполнения операций;
- предельный диаметр обрабатываемых деталей;
- доступные типы колес;
- мощность штатного привода.
На крупных предприятиях используется несколько установок. Каждая из них предназначена для определенных изделий и метода шевингования.
 Рис. 11 Полуавтоматический станок для шевингования 5702
Рис. 11 Полуавтоматический станок для шевингования 5702
Наибольшее распространение получили станки 57-й линейки: 5701, 5702, 5703 и др. Продукция обладает приемлемой ценой, достаточным функционалом и высокой ремонтопригодностью. Она применяется на многих отечественных производствах, регулярно подвергается модернизации.
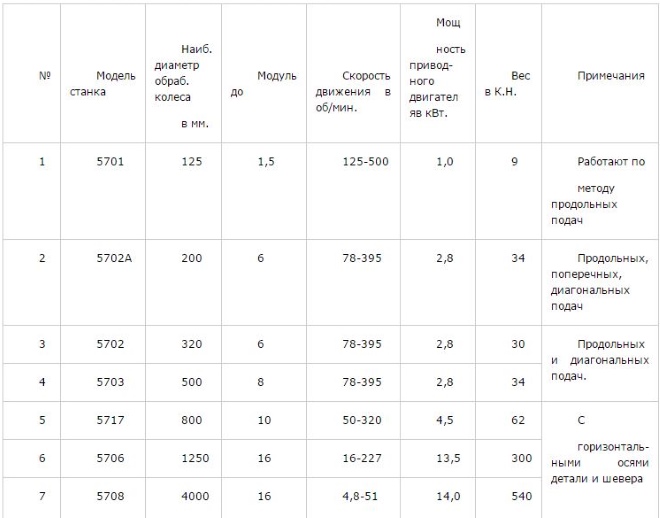 Таблица 1 Сравнительные характеристики станков
Таблица 1 Сравнительные характеристики станков
Применение шевингования
Шевингование зубьев широко используется в промышленности. Операция востребована в автомобиле- и судостроении, с ее помощью изготавливаются компоненты для станков и сельскохозяйственной техники.
 Рис. 12 Зубчатые колеса для трактора Т1, полученные посредством шевингования
Рис. 12 Зубчатые колеса для трактора Т1, полученные посредством шевингования
Высокоточные станки для шевингования позволяют изготовить компоненты измерительных механизмов, автоматики и прочих сложных устройств. Они имеют программное управление, работают с минимальными допусками.
 Рис. 13 Зубчатое колесо для измерительного инструмента
Рис. 13 Зубчатое колесо для измерительного инструмента
Шевингованию подвергаются заготовки, не подлежащие шлифованию или иной механической обработке. В ряде случаев процедура заменяет операции по химическому травлению.
Посредством шевингования достигаются следующие цели:
- увеличение класса точности изделия;
- устранение недостатков, присутствующих на зубьях колес;
- повышение эксплуатационных характеристик продукции.
Детали, прошедшие шевингование, выборочно проверяются сотрудниками ОТК.
С какими материалами возможна работа?
Шевингованию подвергаются детали из следующих материалов:
- стали любой степени легирования;
- конструкционные и углеродистые сплавы;
- цинк;
- медь;
- латунь;
- бронза.
Возможность точной настройки процесса помогает добиться высоких результатов при работе с заготовками любой сложности.
 Рис. 14 Шевингование зубчатого колеса из бронзы
Рис. 14 Шевингование зубчатого колеса из бронзы
Приобретение металлорежущего инструмента
Обращение в магазин «РИНКОМ» позволит приобрести металлорежущий инструмент требуемой конфигурации. В наличии решения для частных нужд, крупного и мелкосерийного производства. Продукция изготавливается из качественного марочного сырья, соответствует требованиям отечественных и зарубежных норм.
Обращение в магазин «РИНКОМ» позволит приобрести металлорежущий инструмент требуемой конфигурации. В наличии решения для частных нужд, крупного и мелкосерийного производства. Продукция изготавливается из качественного марочного сырья, соответствует требованиям отечественных и зарубежных норм.
Для ознакомления с полным перечнем изделий воспользуйтесь функционалом каталога.




