
Используемая оснастка
Прошивка деталей выполняется посредством ротационных модулей. Оснастка устанавливается в револьверную головку, пиноль задней бабки или патрон фрезерного станка.
Как правило, геометрия рабочей части инструмента соответствует подготавливаемому отверстию. Например, для ротационной прошивки шестигранника требуется шестигранная головка.
Наибольшее распространение получила оснастка следующих типов.
|
Тип головки |
Фото |
Чертеж |
|
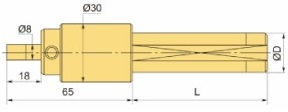
Классическая круглая головка |
Классическая круглая головка

|
Классическая круглая головка
|
|
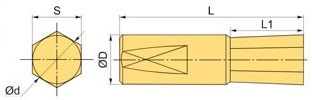
Головка для шестигранных отверстий |
Головка для шестигранных отверстий

|
Головка для шестигранных отверстий
|
|
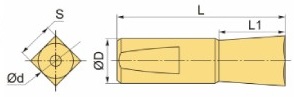
Головка под квадрат |
Головка под квадрат

|
Головка под квадрат
|
|
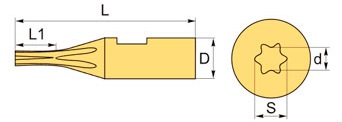
Головка для отверстий типа Torx |
Головка для отверстий типа Torx

|
Головка для отверстий типа Torx
|
При изготовлении сложных деталей возможно комбинированное использование ротационных головок для прошивки. Например, отверстия для фиксации основных элементов выполняются шестигранником, а дополнительных крепежей – «звездочкой».
Какие отверстия получают посредством ротационной прошивки
Купив прошивные ротационные головки, можно подготовить множество сложных отверстий.
|
Тип отверстия |
Изображение |
Тип отверстия |
Изображение |
Тип отверстия |
Изображение |
|
Квадрат |
Квадрат

|
Двойной квадрат |
Двойной квадрат

|
Квадрат со скругленными углами |
Квадрат со скругленными углами

|
|
Классический шлиц |
Классический шлиц

|
Шлиц в эвольвентном исполнении |
Шлиц в эвольвентном исполнении

|
Зубчатое отверстие |
Зубчатое отверстие

|
|
Шестигранник |
Шестигранник

|
Двойной шестигранник |
Двойной шестигранник

|
Торекс |
Торекс

|
|
Прямоугольник |
Прямоугольник

|
Двойной шлиц |
Двойной шлиц

|
Двойная D |
Двойная D

|
Как работать с ротационной прошивкой
Алгоритм ротационной прошивки отверстия зависит от типа применяемого оборудования и сопутствующей оснастки. Наиболее популярный вариант – использование классического токарного станка с задней бабкой. В данном случае действие выполняется в 5 этапов:
- подготовка отверстия в месте, где будет выполняться прошивка;
- фиксация обрабатываемой детали в патроне;
- закрепление ротационной прошивки в задней бабке;
- подача инструмента в отверстие с последующим погружением на заданную глубину;
- извлечение прошивки и проверка качества обработки.
Предварительно подготавливаемое отверстие должно соответствовать размерам прошивки, в противном случае не удастся обеспечить контакт инструмента и материала.




