
- Чем отличаются токарные автоматы от обычных станков
- Технические особенности обработки
- Принцип работы токарного автомата
- Время цикла токарной обработки
- Параметры, которые стоит учесть при настройке автомата
- Повышение эффективности инструмента
- Популярные вопросы о продольном точении на автоматах с ЧПУ
- С какими заготовками работают автоматы продольного точения?
- Какие материалы можно обработать на станке продольного точения?
- Какой тип подачи требуется для продольной обработки торца?
Чем отличаются токарные автоматы от обычных станков
Токарные автоматы продольного точения с ЧПУ – особая разновидность станков. Техника требует минимального участия человека, отличается высокой автоматизацией и производительностью. Обрабатываемые заготовки подаются в виде проволоки или прутка, что исключает их многократную фиксацию и удаление.
 Рис. 1 Токарный автомат
Рис. 1 Токарный автомат
Конфигурация устройств зависит от исполнения и назначения. В частности, для работы с поперечными суппортами используется система реек и двухплечевых рычагов, отвечающая за холостые и рабочие перемещения.
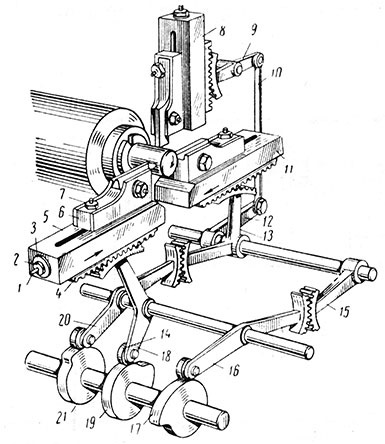 Рис. 2 Система автоматизированного управления поперечными суппортами
Рис. 2 Система автоматизированного управления поперечными суппортами
Технические особенности обработки
При работе с ЧПУ продольного точения выполняется несколько типов операций.
Подготовка модели
Формирование цифровой модели детали с использованием систем автоматического проектирования. Современные САПР обеспечивают качественную генерацию объектов, работают со всеми типами материалов. Они позволяют не только создать компонент, но и проверить его по ключевым параметрам.
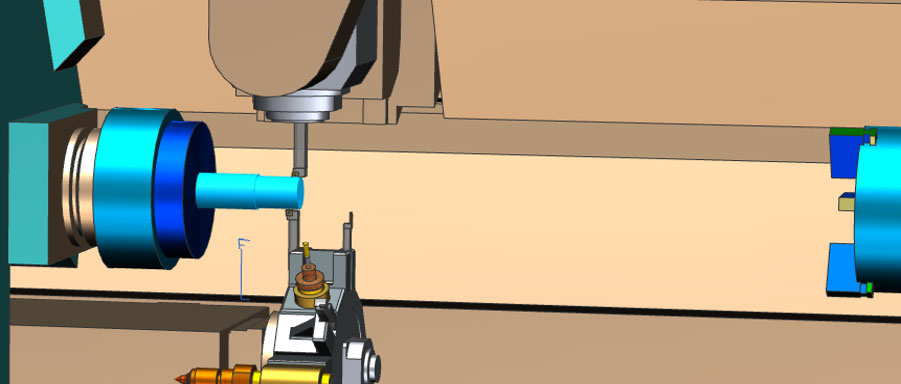 Рис. 3 Моделирование детали и процесса ее обработки
Рис. 3 Моделирование детали и процесса ее обработки
Создание кода обработки
Интерпретация модели в цифровой код, «понятный» автомату продольного точения с ЧПУ. Операция выполняется с учетом специфики оборудования и его операционной системы.
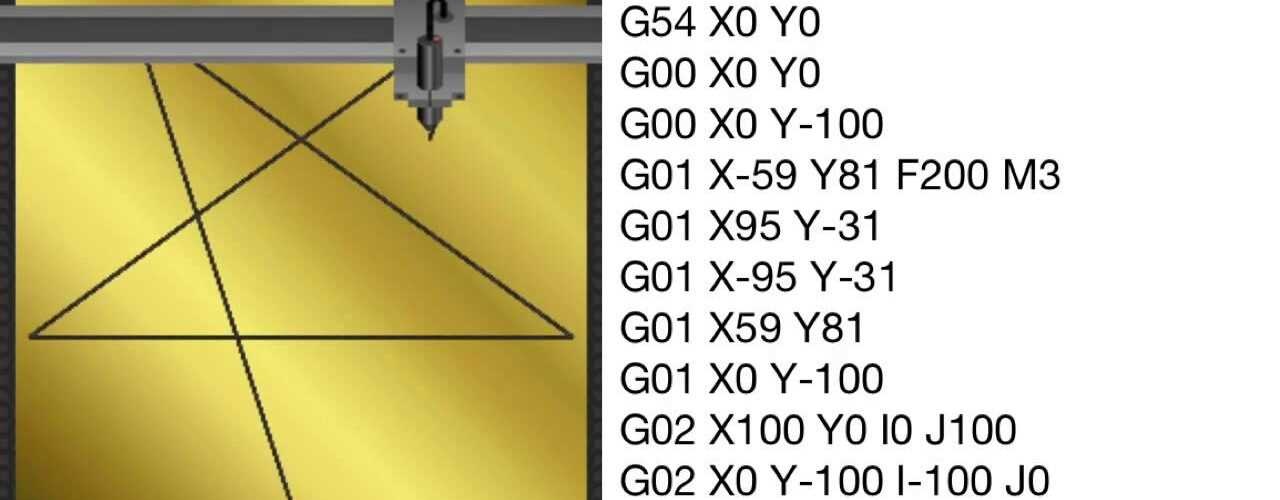 Рис. 4 Интерпретированный код для станка с ЧПУ
Рис. 4 Интерпретированный код для станка с ЧПУ
Настройка оборудования
Копирование информации на съемный носитель с последующей загрузкой в станок. Затем происходит калибровка оборудования в рамках предстоящих действий.
Обработка заготовки
Запуска в работу автомата продольного точения, выполняющего требуемые операции. Специалисту остается своевременно заменять заготовки и использовать подходящую оснастку.
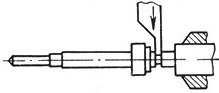
Очередность процедур демонстрирует пример вытачивания типового вала:
|
Операция |
Изображение |
Операция |
Изображение |
|
Формирование первой ступени за счет вращения и линейной подачи заготовки, контактирующей с резцом. |
Формирование первой ступени за счет

|
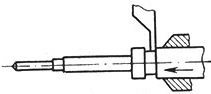
Формирование очередного перехода комбинацией вращения заготовки и перемещения резца. |
Формирование очередного перехода комбинацией вращения
|
|
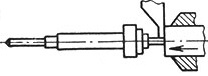
Переход резца на вторую ступень |
Переход резца на вторую ступень

|
Расширение нового перехода путем подачи детали |
Расширение нового перехода путем подачи детали
|
|
Обработка третей ступени |
Обработка третей ступени
|
Отвод заготовки назад к шпиндельной бабке для выточки канавки |
Отвод заготовки назад к шпиндельной бабке
|
|
Подготовка перехода путем вращения детали и радиального перемещения резца |
Подготовка перехода путем вращения детали
|
Расширение перехода |
Расширение перехода
|
|
Расширение перехода за счет дальнейшей подачи детали |
Расширение перехода за счет дальнейшей подачи детали
|
Формирование финишного линейного участка путем вращения и подачи будущего вала |
Формирование финишного линейного участка
|
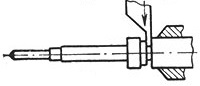
В завершении происходит отделение готовой детали от тела заготовки. При работе с элементами, имеющими упрощенный контур, перечень операций сокращается.
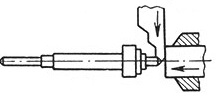 Рис. 5 Финишное подрезание торца детали
Рис. 5 Финишное подрезание торца детали
Токарный автомат для продольного точения с ЧПУ используется со следующими типами резцов.
|
Тип резца |
Изображение |
Тип резца |
Изображение |
Тип резца |
Изображение |
|
Проходной отогнутый |
Проходной отогнутый
|
Проходной упорный |
Проходной упорный

|
Резьбовой |
Резьбовой
|
|
Проходной прямой |
Проходной прямой

|
Подрезной |
Подрезной

|
Прорезной |
Прорезной

|
|
Отрезной |
Отрезной

|
Галтельный |
Галтельный

|
Расточной отогнутый |
Расточной отогнутый
|
|
Расточной подрезной |
Расточной подрезной
|
Резьбовой (внутренняя резьба) |
Резьбовой (внутренняя резьба)
.jpg)
|
Расточной упорный |
Расточной упорный
|
Для выполнения дополнительных операций задействуются вспомогательных приспособления. Так, обработка шлицов осуществляется специальной головкой, включающей:
- Ножи.
- Ножовку.
- Сердечник.
- Ползун.
- Неподвижный палец.
- Корпус.
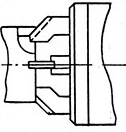
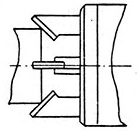
После обработки головкой могут остаться следы на торце детали. Для их удаления используется подрезка.
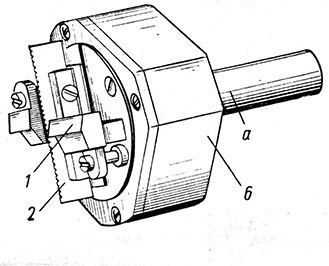 Рис. 6 Приспособление для подрезки шлицев
Рис. 6 Приспособление для подрезки шлицев
Исполнение головки зависит от типа формируемых шлицев.
|
Операция |
Конфигурация головки |
Операция |
Конфигурация головки |
|
Работа с внутренними шлицами |
Работа с внутренними шлицами
|
Работа с наружными шлицами |
Работа с наружными шлицами
|
Автоматы продольного точения могут комплектоваться приспособлениями для фрезерования, сверления и прочих операций. Главное, чтобы конфигурация станка позволяла установить соответствующую оснастку.
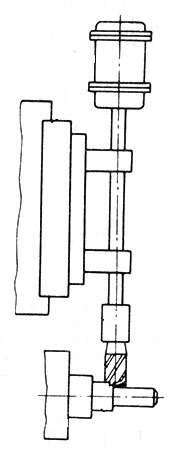 Рис. 7 Приспособление для точения и фрезерования
Рис. 7 Приспособление для точения и фрезерования
Принцип работы токарного автомата
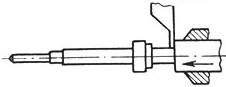
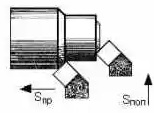
Обработка заготовки на станке с токарным автоматом продольного точения предполагает закрепление прутка (1) во вращающемся шпинделе бабки (6) с его последующей подачей. Резцы для внешней обработки детали (3) расположены на стойке (5), для наружной (4) – на торцевом удерживающем приспособлении. Последние могут заменяться сверлами и метчиками.
Соосность заготовки и бабки обеспечивает поддерживающая втулка (2). Она предотвращает провисания, перегибы и прочие сложности при удержании компонента.
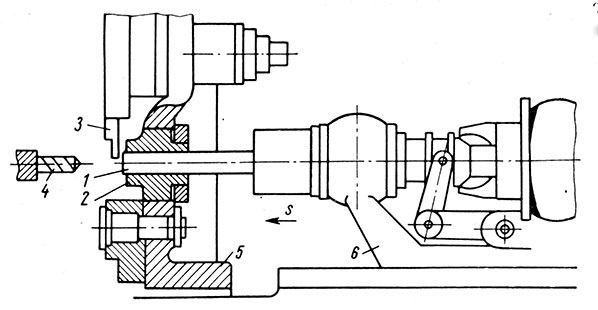 Рис. 8 Принципиальная схема работы автомата продольного точения
Рис. 8 Принципиальная схема работы автомата продольного точения
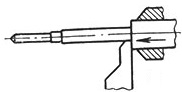
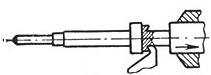
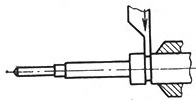
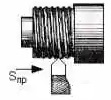
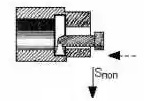
После обработки происходит подрезание торца и удаление готовой детали. Для данных нужд используется соответствующий модуль.
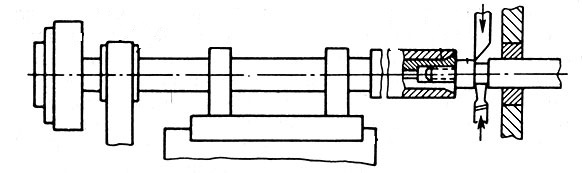 Рис. 9 Модуль торцевой подрезки
Рис. 9 Модуль торцевой подрезки
Время цикла токарной обработки
При расчете цикла точения на ЧПУ учитываются следующие временные интервалы:
- Загрузка. Издержки, связанные с установкой заготовок, подходящих резцов и прочих компонентов. Чем сложнее изготавливаемые детали, тем дольше загрузка.
- Резка. Время на непосредственную обработку заготовки. В него входит выполнение всех токарных операций, включая торцевание подрезку.
- Простои. Процедуры, не относящиеся к точению: перемещение оснастки, замена резца, смена настроек оборудования и т.д.
Особое внимание уделяется сроку службы резцов. Для каждого инструмента предусмотрен период, в течение которого он сохраняет эффективность. В дальнейшем резец заменяется новым или затачивается.
Операции, выполняемые в рамках каждого цикла, передаются через программу, загружаемую в станок.
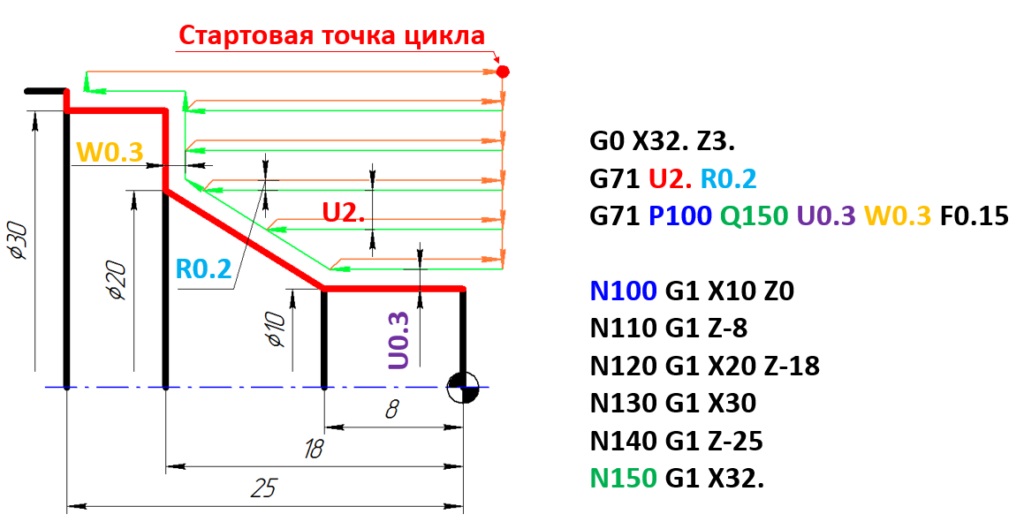 Рис. 10 Пример расчета стандартного токарного цикла
Рис. 10 Пример расчета стандартного токарного цикла
Параметры, которые стоит учесть при настройке автомата
При настройке станка продольного точения с ЧПУ стоит обратить внимание на следующие характеристики:
- Скорость вращения шпинделя. Параметр измеряется в оборотах в минуту, определяет скорость вращения детали, имеет прямую связь с диаметром и подачей. Интенсивность вращения меняется для поддержания скорости резания и стабильности обработки.
- Диаметр. Значение, определяющее поперечный размер заготовки в мм. С его помощью рассчитывается скорость вращения и подачи.
- Скорость подачи. Интенсивность, с которой подается резец. Параметр отображает расстояние, преодолеваемое инструментом за оборот детали, измеряется в мм/об.
- Скорость резания. Значение, демонстрирующее скорость заготовки относительно режущего инструмента. Для его расчета используется формула V =πDN/1000.
- Осевая и радиальная глубина реза. Параметры, обозначающие глубину реза в осевом и перпендикулярном направлении. Единицей измерения выступают мм.
Грамотная предварительная работа с характеристиками позволит выбрать оптимальный режим, обеспечит оперативную обработку заготовки, снизит износ оснастки и потребность в дополнительных операциях.
Повышение эффективности инструмента
Станки продольного точения с ЧПУ по металлу комплектуются не только резцами, но и державками. Последние оснащаются твердосплавными пластинами различных форм. Изделия получены посредством порошковой металлургии, обладают высокими прочностными характеристиками, высокой скоростью и точностью обработки.
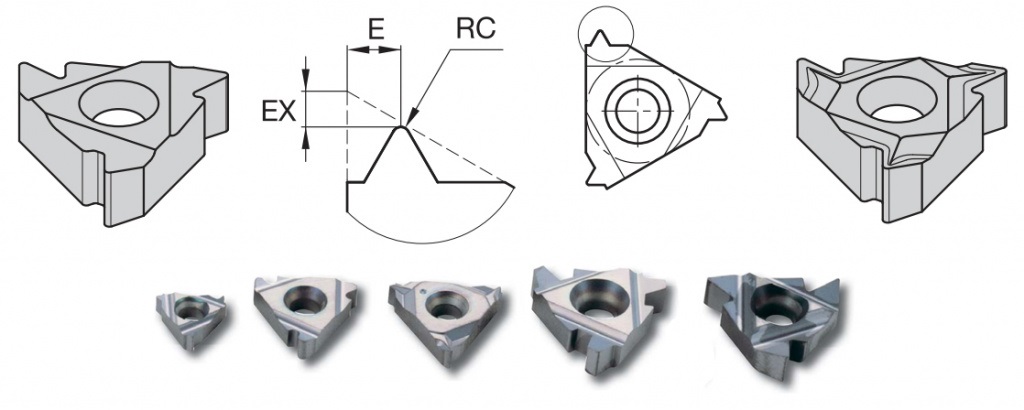 Рис. 11 Твердосплавные пластины
Рис. 11 Твердосплавные пластины
Оснастка совместима с большинством материалов, выполняет множество операций в рамках продольного точения.
|
Операция |
Изображение |
Операция |
Изображение |
|
Подготовка торцевых канавок. |
Подготовка торцевых канавок

|
Поверхностное снятие материала. |
Поверхностное снятие материала

|
|
Подготовка поверхностных канавок. |
Подготовка поверхностных канавок

|
Формирование фаски. |
Формирование фаски

|
|
Подготовка поверхностных канавок большой глубины. |
Подготовка поверхностных канавок большой глубины

|
Сложная контурная обработка. |
Сложная контурная обработка

|
|
Отрезные операции. |
Отрезные операции

|
Подрезка торца детали. |
Подрезка торца детали

|
Также проводятся резьбонарезные операции, процедуры по формированию внутренних отверстий, плавных и ступенчатых переходов.




