
- В каких случаях используется пробивка?
- Технология проведения работ
- Особенности пуансонов и матриц
- Дефекты при пробивке
- Популярные вопросы о пробивочных операциях
- Какие типы матриц используются при пробивке?
- В каких случаях стоит заменить матрицу и пуансон?
- Можно ли использовать матрицы, меньше, чем диаметр отверстия?
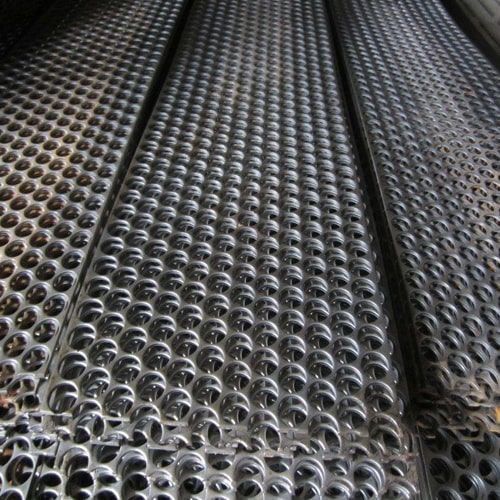
Детали, изготавливаемые посредством пробивки, используются в машино-, станко- и самолетостроении. На их основе создают корпуса бытовой техники, каркасы для мебели и электрооборудования.
 Рис. 1 Пробивка листового металла
Рис. 1 Пробивка листового металла
В каких случаях используется пробивка?
Пробивка отверстий в металле нередко заменяет привычные способы обработки. Она превосходит сверление в части скорости, вариативности и точности выполнения операций.
 Рис. 2 Пробивка отверстий сложной формы
Рис. 2 Пробивка отверстий сложной формы
Преимущество пробивки над лазером в меньшей стоимости оборудования и процедур. При этом техника сохраняет сопоставимую точность, может использоваться при выпуске ответственных деталей.
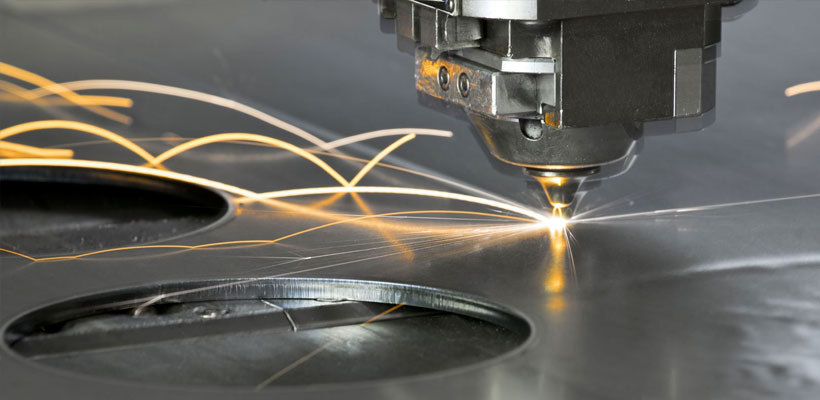 Рис. 3 Вырезание отверстий лазерным лучом
Рис. 3 Вырезание отверстий лазерным лучом
Единственное, в чем проигрывает пробивка – толщина обрабатываемых заготовок. Способ не подойдет для работы со сталью толще 3 мм и цветным металлом толще 4,5 мм.
От чего зависит толщина обрабатываемых заготовок?
Толщина обрабатываемых деталей зависит от возможностей пресса для пробивки листового металла и габаритов отверстия. Чем больше подготавливаемый проем, тем меньше толщина листа.
Подрядчики публикуют таблицы, отображающие максимальные возможности оборудования с учетом толщины заготовки. Они позволяют определить целесообразность процедуры и ее стоимость.
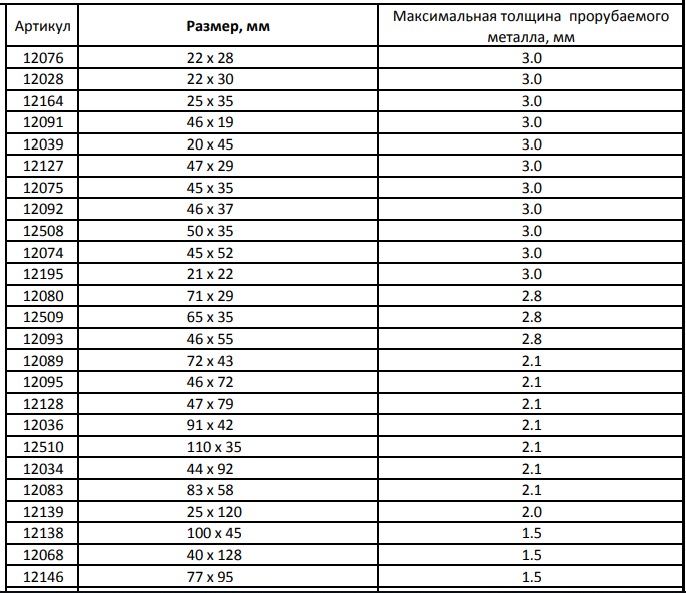 Рис. 4 Пример таблицы с максимальной толщиной заготовок от подрядной организации
Рис. 4 Пример таблицы с максимальной толщиной заготовок от подрядной организации
Технология проведения работ
Технология пробивки листового металла предполагает удаление фрагмента заданной формы с целью создания соответствующего отверстия. Последнее не ограничено правильными геометрическими фигурами, может иметь вид звезды, полумесяца или декоративного элемента.
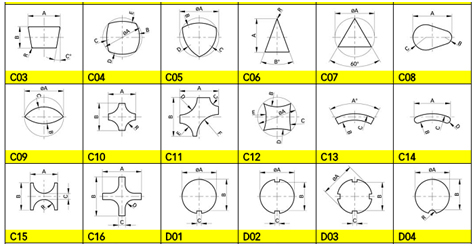 Рис. 5 Формы матриц для пробивочных работ
Рис. 5 Формы матриц для пробивочных работ
Работы выполняются одним из двух способов.
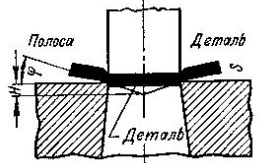
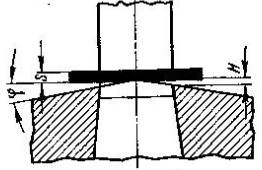
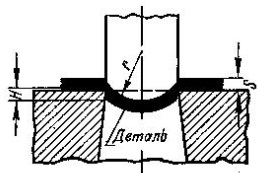
- С полным размером. Операция носит завершающий характер. Получаемое отверстие имеет требуемые габариты, не нуждается в доработке.
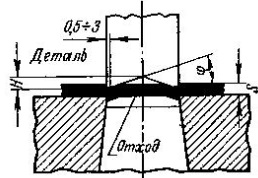
- С неполным размером. Пробивка отверстий в листовом металле с небольшим припуском. Он остается для последующей точной доводки.
Второй вариант целесообразен при высоких требованиях к точности исполнения. Он позволяет получить не только нужный размер, но и шероховатость.
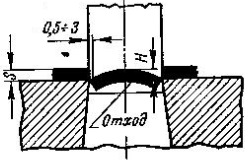
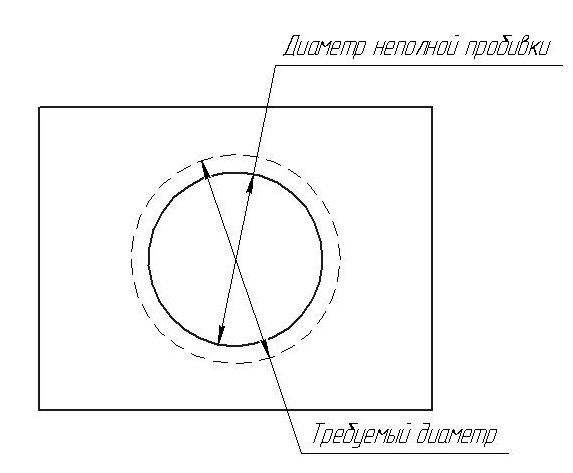 Рис. 6 Принцип пробивки с неполным размером
Рис. 6 Принцип пробивки с неполным размером
Оборудование для пробивочных операций
Пробивка выполняется посредством ручной оснастки и профильных станков. Каждый вариант обладает собственными особенностями.
Ручная пробивка
При ручной пробивке используется базовое прессовальное оборудование. Усилия воздействия формируются мастером, путем надавливания на рычаг. За подготовку отверстия отвечает пуансон, а за его форму – матрица.
Преимущество ручной пробивки металла – доступность. Применяемая техника стоит дешевле аналогов, при этом создает отверстия заданного размера и формы. Минусов значительно больше:
- высокая нагрузка на исполнителя;
- крайне низкая точность;
- существенные ограничения в части толщины заготовок.
Ручной инструмент для пробивки металла хорош для разовых операций, но не серийного производства.
 Рис. 7 Пресс для ручной пробивки
Рис. 7 Пресс для ручной пробивки
Механизированная пробивка
Механизированная обработка предполагает применение прессов для пробивки металла и прочего оборудования. Наибольшую популярность получили следующие методы.
|
Метод пробивки |
Описание |
Изображение |
|
Зиговка |
Полная или частичная пробивка металла с использованием штампов сложной формы. Она позволяет получить дополнительные закругления или иные изменения по краям. |
Минеральные масла и керосины

|
|
С использованием ребер жесткости |
Механизированная или ручная пробивка отверстий в металле с применением роликов и штампов. |
Минеральные масла и керосины

|
|
Высечка |
Множественная механизированная пробивка холодным прессом под высоким давлением. |
Минеральные масла и керосины
|
|
Вырубка |
Предельное сжатие металла в очаге деформации (между пуансоном и матрицей) с последующим сдвигом под действием касательных напряжений. |
Минеральные масла и керосины

|
|
Формовка |
Осевое воздействие пуансоном с приложением вспомогательных усилий. В результате на поверхности появляется отверстие, а металл вокруг него меняет форму. |
Минеральные масла и керосины

|
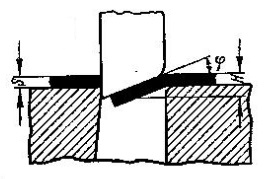
Наряду с перечисленными способами возможна частичная пробивка или надрезка. Она предполагает вырезание неполного контура фигуры и ее последующую отгибку. В результате на поверхности присутствует проем и фрагмент, не удаленный при его получении.
Кромки по краям отверстия имеют различную форму, в зависимости от способа обработки.
|
Тип обработки |
Тип кромок |
|
|
Высечка |
Минеральные масла и керосины
|
Минеральные масла и керосины
|
|
Вырубка |
Минеральные масла и керосины
|
Минеральные масла и керосины
|
|
Формовка и зиговка |
Минеральные масла и керосины
|
|
|
Надрезка |
Минеральные масла и керосины
|
|
Тип пробивки подбирается индивидуально, в зависимости от толщины заготовки, требований к точности и геометрии отверстий, а также технических возможностей предприятия.
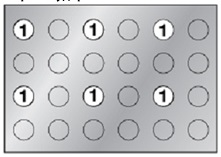
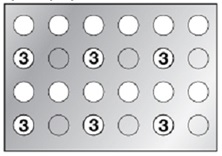
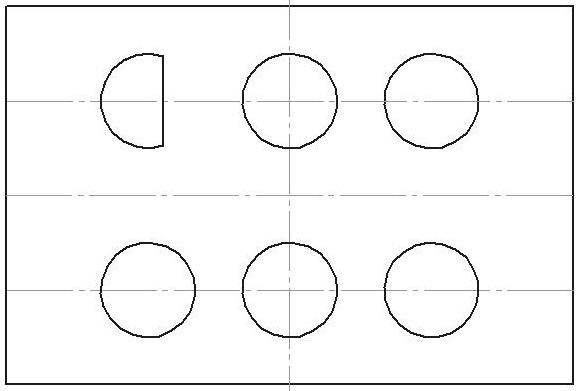
Очередность операций при множественной пробивке устанавливается следующим образом.
|
Очередь |
Схема воздействия |
Очередь |
Схема воздействия |
|
Пробивка с пропуском одного отверстия в каждом нечетном ряду |
Минеральные масла и керосины
|
Пробивка с пропуском одного отверстия в четных рядах. |
Минеральные масла и керосины
|
|
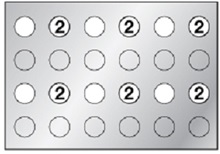
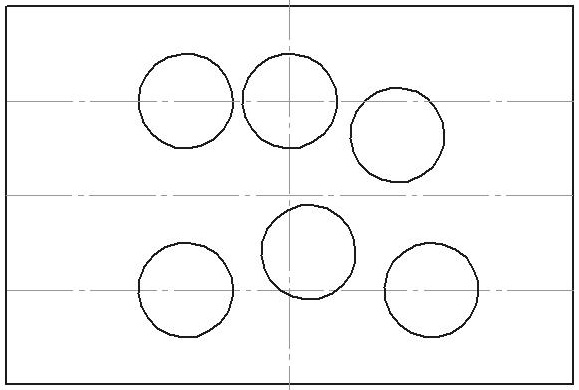
Формирование отверстий на пропущенных местах в нечетных рядах. |
Минеральные масла и керосины
|
Формирование последней группы отверстий в оставшихся местах. |
Минеральные масла и керосины

|
При исполнении нестандартных заказов, связанных с фигурной пробивкой, разрабатывается индивидуальная технологическая карта. Она определяет последовательность действий, направленных на получение целевой фигуры.
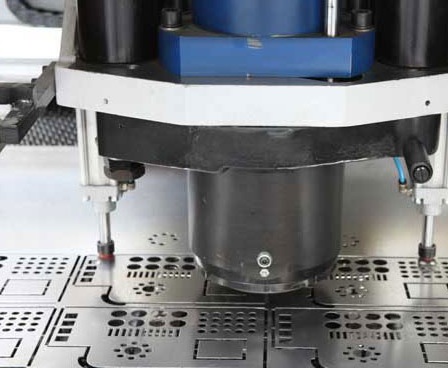 Рис. 8 Использование пробивки при изготовлении сложных деталей
Рис. 8 Использование пробивки при изготовлении сложных деталей
Особенности пуансонов и матриц
Пуансоны и матрицы для пробивки отверстий в металле – ключевые участники процедуры. Они подбираются с учетом типа и размера отверстий, должны соответствовать друг другу.
 Рис. 9 Пуансоны
Рис. 9 Пуансоны
Пуансоны формируют усилия, необходимые для разделительной операции. Они изготавливаются из инструментальных сталей марок У8А, У10А и т.д. Продукция соответствует ГОСТ 16621-80, ГОСТ 16675-80 и ГОСТ 24023-80.
Как правило, производственный инструмент для пробивки отверстий в металле представлен быстросъемными пуансонами. Они подбираются в зависимости от выполняемых операций, согласно технологической карте.
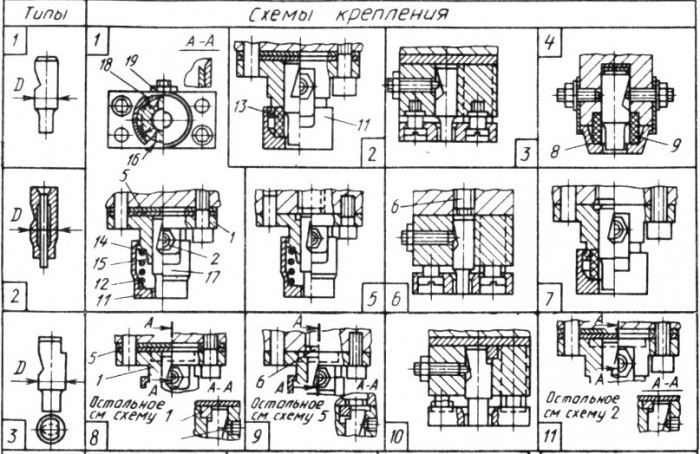 Рис. 10 Пример схемы подбора пуансонов и способа крепления
Рис. 10 Пример схемы подбора пуансонов и способа крепления
Матрицы соразмерны пуансонам. Их форма определяет геометрию проема, обеспечивает высокую повторяемость операций. Чем шире ассортимент выбиваемых отверстий, тем больше матриц придется использовать.
Материал изготовления элементов остается прежним – инструментальная сталь.
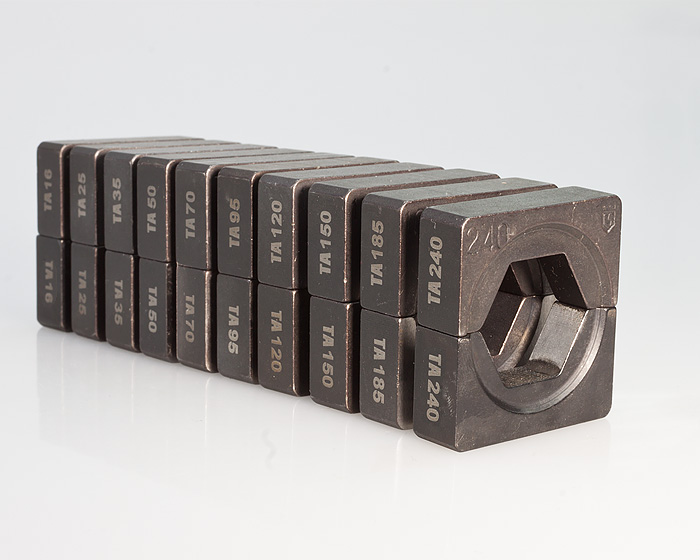 Рис. 11 Набор матриц для пробивки отверстий
Рис. 11 Набор матриц для пробивки отверстий
Дефекты при пробивке
Работа пресса для пробивки отверстий в металле может сопровождаться дефектами.
|
Дефект |
Описание |
Дефект |
Описание |
|
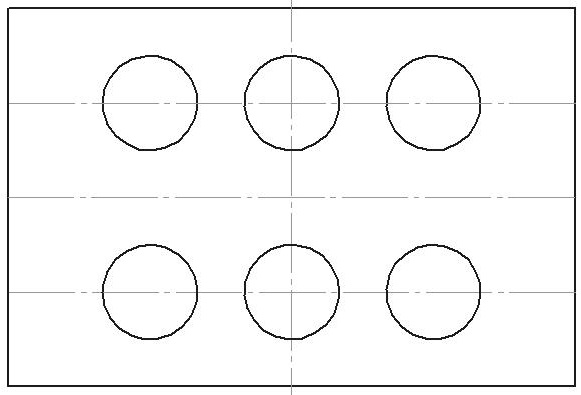
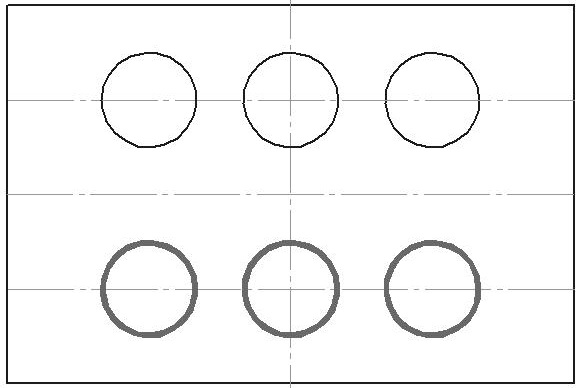
Корректная пробивка |
Корректная пробивка
|
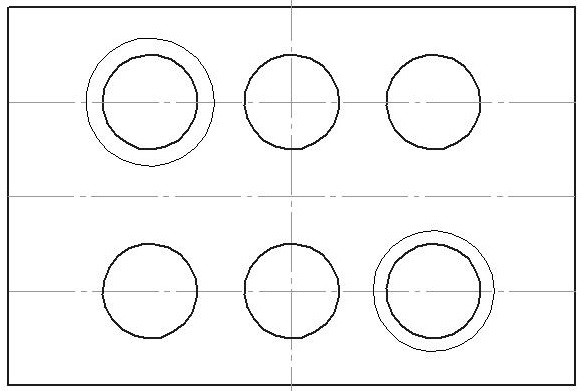
Замятие вокруг одного или нескольких отверстий |
Замятие вокруг одного или нескольких отверстий
|
|
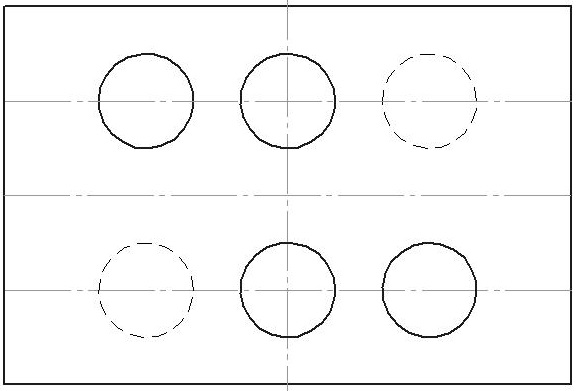
Отсутствие определенных отверстий |
Отсутствие определенных отверстий
|
Неровности по краям |
Неровности по краям
|
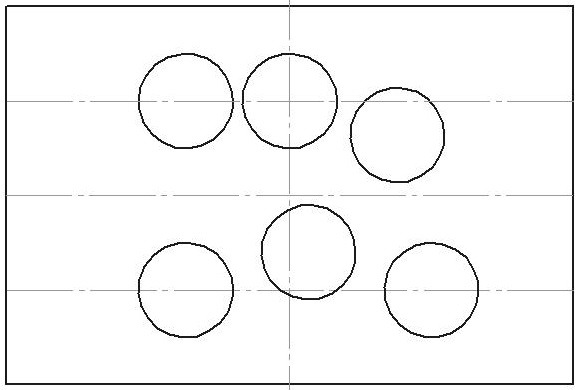
| Смещение отверстий |
из очередей при сохранении расстояния между рядами
|
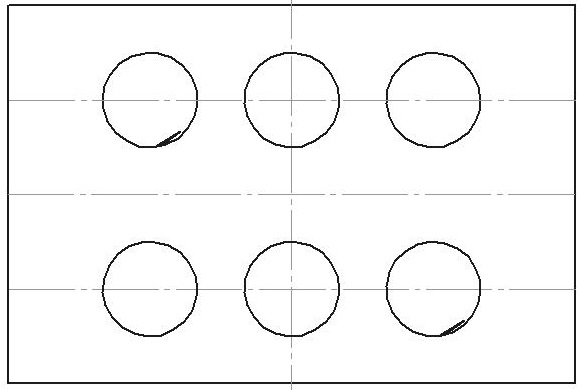
Заусенцы на одном или нескольких отверстиях |
Заусенцы на одном или нескольких отверстиях
|
|
Смещение отверстий в обеих очередях при сохранении расстояния между рядами |
Смещение отверстий в обеих очередях при сохранении расстояния между рядами
|
Неполная пробивка |
Неполная пробивка
|
|
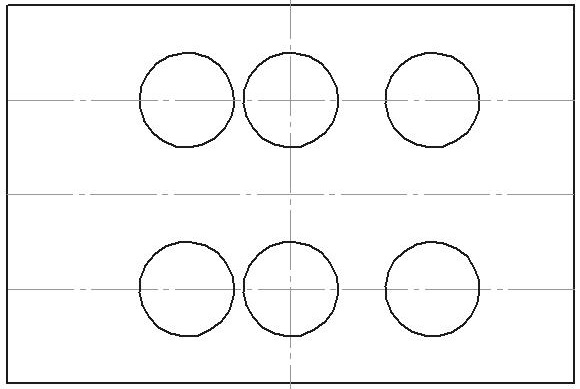
Смещение отверстий в очередях и между рядами |
Смещение отверстий в очередях и между рядами
|
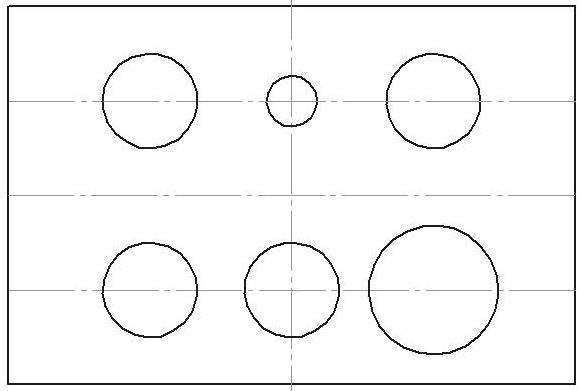
Несоблюдение размеров |
Несоблюдение размеров
|
К нарушениям приводят различные причины. Как правило, это несоблюдение технологии, использование изношенного оборудования, матриц и пуансонов. При выявление первых дефектов происходит остановка производства. Повторный запуск возможен после устранения проблем.




