
Применяемые материалы
Порошки, используемые в индустрии, имеют сложный состав. Они формируются на базе различного сырья, позволяют создать продукт с требуемыми свойствами.
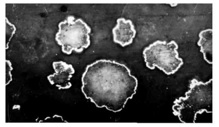
Композитные смеси бывают плакированными и конгломерированными. Плакированные составы обладают слоистой структурой с выраженным содержанием дополнительных компонентов. Конгломерированные порошки более однородны.
| Плакированные порошки | |
| Al2O3 плакированный Ni |
Al2O3 плакированный Ni
|
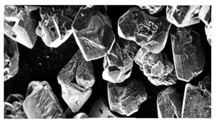
| SiC плакированный Ni |
SiC плакированный Ni
|
| Конгломерированные порошки | |
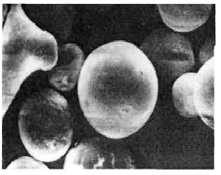
| NiCrBSi |
NiCrBSi
|
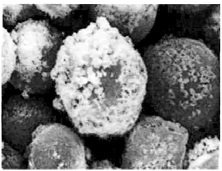
| NiCrBSi, усиленный алюминием |
NiCrBSi, усиленный алюминием
|
Заводы порошковой металлургии применяют различные способы получения материалов. Выделяют физико-механический и химико-металлургический метод.
Физико-механический метод
Наиболее распространенный метод в порошковой металлургии. Он предполагает механическое измельчение сырья с сохранением химического состава. В качестве основного оборудования используются дробильные установки конусного, валкового и бегункового типа.
Технология порошковой металлургии допускает механическое и физико-механическое измельчение. В первом случае используются статические и динамические процессы. Статическое измельчение выполняется за счет сжатия заготовки, динамическое – посредством истирания и раскалывания.
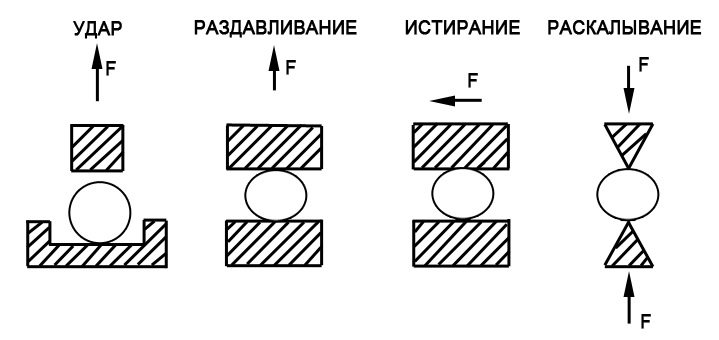 Рис. 1 Способы динамического воздействия на заготовку
Рис. 1 Способы динамического воздействия на заготовку
Второй способ получения материалов в порошковой металлургии – комбинация физического и механического воздействия. Состав получают методом дробления и размола либо распылением и грануляцией.
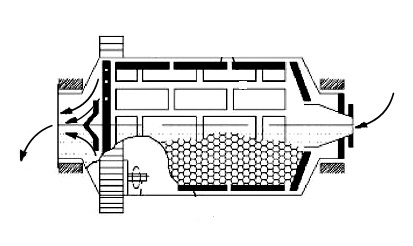 Рис. 2 Принцип работы мельницы для физико-механической обработки материала
Рис. 2 Принцип работы мельницы для физико-механической обработки материала
Химико-металлургический метод
Химические процессы в порошковой металлургии широко используются для получения сырья. Существует несколько способов выработки материала:
- посредством восстановительных реакций;
- путем электролиза;
- карбонильным способом.
Подбор метода получения в порошковой металлургии осуществляется с учетом возможностей предприятия. В отдельных случаях применяется несколько решений с целью оперативного достижения результата.
 Рис. 3 Процесс получения порошка физико-химическим способом
Рис. 3 Процесс получения порошка физико-химическим способом
Предварительная подготовка составов
Получение порошков в порошковой металлургии связано с подготовительными операциями. Они придают нужные свойства материалам, полученным физико-механическим или химико-металлургическим методом. Операции выполняются в три этапа.
- Отжиг. Термическая обработка, повышающая показатели пластичности и прессуемости порошков. Операция способствует восстановлению остаточных оксидов, проводится при нагреве до 45 – 65% от температуры плавления. В ряде случаев задействуются инертные газы, повышающие эффективность процедуры.
- Разделение. Продукция делится по фракциям. Для этого используют вибрационные сита с заданным размером ячеек. В отдельных случаях задействуются сепараторы воздушного типа.
- Смешивание. Материалы, необходимые для формирования рабочего состава, смешиваются до однородной массы – шихты. Впоследствии она используется для получения требуемых деталей.
При смешивании могут применяться легирующие добавки. Они повышают эксплуатационные качества изделий, продлевают срок их службы. Операции выполняются профильными миксерами.
 Рис. 4 Миксер для смешивания порошковых составов
Рис. 4 Миксер для смешивания порошковых составов
Предварительная подготовка составов
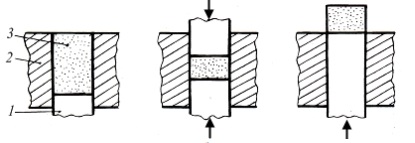
Этап в порошковой металлургии, направленный на придание формы заготовкам. Работы проводятся на механических и гидравлических прессах. Выделяют несколько способов формования.
| Наименование | Описание | Изображение |
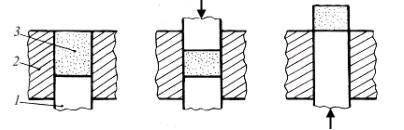
| Одностороннее | Воздействие оказывается только с одной стороны. Движение порошка по направлению давления ограничивает статичная опора. |
Одностороннее
|
| Двухстороннее | Сдавливание материала происходит с двух сторон. |
Двухстороннее
|
| Двухстороннее с подвижной матрицей | Воздействие на материал прессом с одной стороны и матрицей – с другой. |
Двухстороннее с подвижной матрицей
|
| Двухстороннее с пустотами внутри | Сдавливание материала с двух сторон при сохранении незаполненного пространства внутри. Данный способ формовки актуален при изготовлении втулок и аналогичных продуктов. |
Двухстороннее с пустотами внутри
|
| 1 – пуансон, 2 – матрица, 3 – рабочий материал, 4 – стержень, создающий внутреннюю полость. | ||
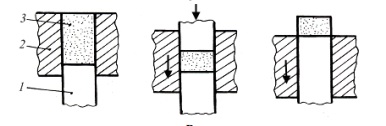
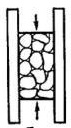
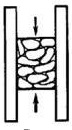
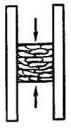
Процесс формирования деталей состоит из нескольких этапов. Они идентичны для всех типов сдавливания.
| Этап | Описание | Изображение |
| Засыпка шихты | В форму засыпается заранее подготовленная шихта. Ее состав зависит от типа изготавливаемых изделий. |
Засыпка шихты
|
| Сдавливание материала | Элементы пресса начинают движение, оказывая воздействие на шихту. |
Сдавливание материала
|
| Повышение давления | По мере уплотнения материала нарастает давление. |
По мере уплотнения материала нарастает давление.
|
| Продолжение прессования сопровождается уплотнением частиц и нарушением границ между ними. |
Продолжение прессования сопровождается уплотнением частиц и нарушением границ между ними.
|
|
| Происходит разрушение крупных и твердых частиц, в то время как мягкие подвергаются деформации. |
Происходит разрушение крупных и твердых частиц, в то время как мягкие подвергаются деформации.

|
Для каждого сплава в порошковой металлургии предусмотрена определенная интенсивность воздействия. Чем выше данный показатель, тем значительнее плотность заготовки.
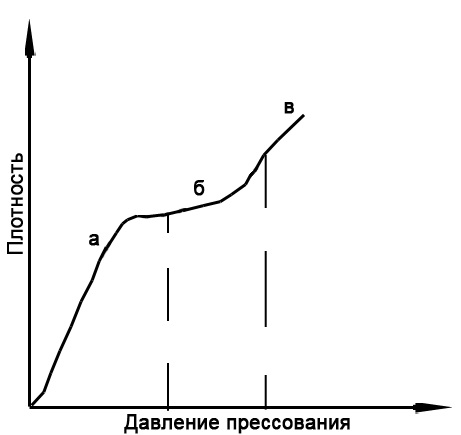 Рис. 5 Взаимосвязь плотности материала и усилий давления
Рис. 5 Взаимосвязь плотности материала и усилий давления
Спекание
Завершающий этап формирования изделий методом порошковой металлургии. Прессованные заготовки приобретают требуемые свойства за счет прогрева до 72 – 92% от температуры плавления. Действие выполняется в специальных печах, требует особого внимания к температурному режиму. Нарушение его условий приводит к появлению трещин, снижению прочности и прочим дефектам.
ВАЖНО. Снизить процент брака позволяет защитная среда. Она представлена инертными газами и восстановительными водородными составами. В отдельных случаях используются вакуумные камеры.
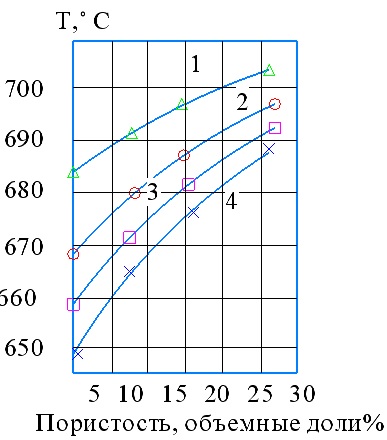 Рис. 6 Диаграмма подбора температуры
Рис. 6 Диаграмма подбора температуры
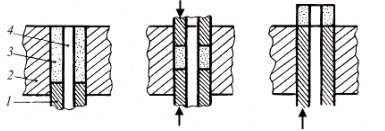
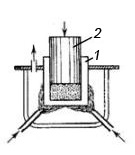
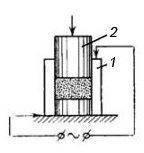
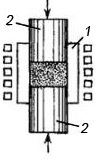
Нагрев спрессованных порошков в порошковой металлургии производится одним из четырех способов.
|
Способ нагрева |
Изображение |
| Внешний нагрев посредством различных источников энергии. |
Внешний нагрев посредством различных источников энергии.
|
| Нагрев формы за счет подачи электрического тока. |
Нагрев формы за счет подачи электрического тока.
|
| Нагрев шихты путем пропускания через нее электричества. |
Нагрев шихты путем пропускания через нее электричества.

|
| Нагрев материала за счет высокочастотной индукции. |
Нагрев материала за счет высокочастотной индукции.
|
| 1 – матрица, 2 – пуансон. | |
Запеченные детали проверяются ОТК. Изделия, не содержащие дефектов, отправляются на упаковку.
Преимущества порошковой металлургии
Порошковая металлургия обладает множеством преимуществ.
- Изделия из порошковой металлургии доступны в любых исполнениях. Это особенно актуально при производстве сложных деталей.
- Эффективность использования материалов методами порошковой металлургии достигает 100%. При изготовлении продукции отсутствуют отходы, характерные для прочих типов производства.
- Методом порошковой металлургии получают качественные изделия с высокой точностью исполнения. Продукция нуждается в минимальной обработке, востребована при сборке ответственных машин и механизмов.
- Методом порошковой металлургии получают качественные изделия с высокой точностью исполнения. Продукция нуждается в минимальной обработке, востребована при сборке ответственных машин и механизмов.
- Всем видам порошковой металлургии свойственна высокая степень автоматизации. Это обеспечивает высокую производительность труда, минимизирует «человеческий фактор».
К недостаткам относится дороговизна организации производства с порошковой металлургией.
Обработка деталей, полученных посредством порошковой металлургии
Обработка изделий из «порошка» может вызывать затруднения. Большинство продуктов обладает повышенной прочностью, предъявляется дополнительные требования к эффективности и износостойкости инструмента. Для решения поставленных задач рекомендуется использовать твердосплавные сверла. В ряде случаев целесообразно применение оснастки для работы с рельсами. Ознакомиться с подобной продукцией поможет соответствующий раздел каталога.




