
 Рис. 1 Деталь, полученная посредством полигонального точения
Рис. 1 Деталь, полученная посредством полигонального точения
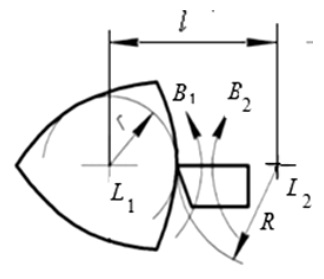
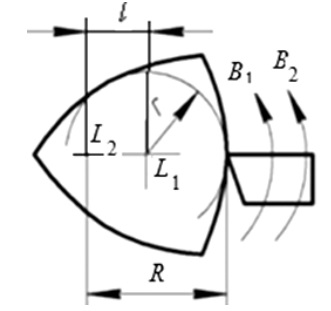
Схемы взаимодействия заготовки и фрезы
Блоки полигонального точения используются в рамках трех схем.
|
Схема обработки |
Изображение |
Схема обработки |
Изображение |
Схема обработки |
Изображение |
|
Встречное фрезерование |
Встречное фрезерование
|
Попутное фрезерование |
Попутное фрезерование
|
Профилирование граней |
Профилирование граней
|
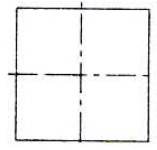
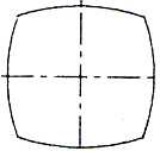
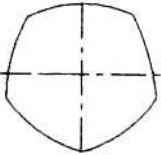
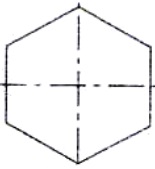
Специфика обточки зависит от формы конечного изделия. Квадрат получают путем работы в четырех плоскостях: двух вертикальных и двух горизонтальных. В случае с октагонами их количество увеличивается до восьми.
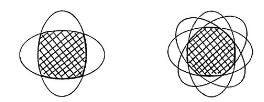 Рис. 2 Обработка квадратной детали и октагона
Рис. 2 Обработка квадратной детали и октагона
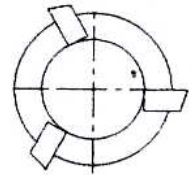
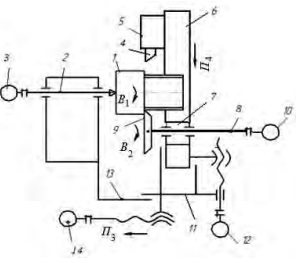
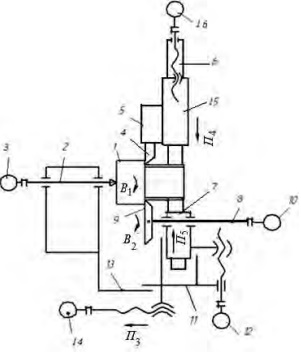
Фреза подается за счет специального привода. Он вращает инструмент и фиксирует его в заданном положении.
 Рис. 3 Привод для полигонального точения
Рис. 3 Привод для полигонального точения
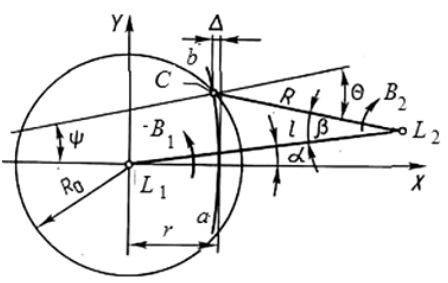
Соотношение угловых скоростей
Полигональное точение на токарном станке сопровождается подбором угловых скоростей шпинделя и фрезы. Их соотношение зависит от геометрии детали. Для каждого профиля определены оптимальные значения.
|
Профиль получаемой детали |
Возможные соотношения |
Качество обработки |
|
1:1

|
1:1 |
Умеренное |
|
Умеренное Высокое

|
1:1 2:1 |
Умеренное Высокое |
|
1,5:1

|
1:1 1,5:1 3:1 |
Умеренное Высокое Очень высокое |
|
Высокое Умеренное

|
2:1 4:1 |
Высокое Умеренное |
|
1,66:1

|
1,66:1 2,5:1 5:1 |
Высокое Очень высокое Умеренное |
|
2:1 3:1

|
2:1 3:1 |
Высокое Умеренное |
|
2:1 4:1

|
2:1 4:1 |
Высокое Умеренное |
Подбор фрезы в соответствии с типом операции
Инструмент для полигонального точения подбирается индивидуально. При этом учитывается количество режущих поверхностей на фрезе и число подготавливаемых граней. Для получения наилучшего результата используется формула i=m/pz, где:
- m – число граней;
- z – количество резцов у фрезы;
- р – последовательность обработки граней.
Если р=1, грани подготавливаются последовательно, если р=2 – через одну, если р=3 – через две.
Взаимосвязь числа режущих поверхностей фрезы, параметра i и качества обработки продемонстрирована в таблице.
|
Количество режущих частей у фрезерного инструмента (z) |
Профиль получаемой детали в соответствии с параметром i |
|||
|
1
|
Значение i – 1 |
Значение i – 2 |
Значение i – 3 |
Значение i – 4 |
|
Значение i – 1
|
Значение i – 2
|
Значение i – 3
|
Значение i – 4
|
|
|
2
|
Значение i – 1 |
Значение i – 3/2 |
Значение i – 2 |
Значение i – 5/2 |
|
Значение i – 1
|
Значение i – 3/2
|
Значение i – 2
|
Значение i – 5/2
|
|
|
3
|
Значение i – 1 |
Значение i – 4/3 |
Значение i – 5/3 |
Значение i – 2 |
|
Значение i – 1
|
Значение i – 4/3
|
Значение i – 5/3
|
Значение i – 2
|
|
Оптимизировать работу помогут фрезы с твердосплавными пластинами. Они взаимодействуют с черными и цветными металлами, нержавеющими и жаропрочными сталями. При износе инструмента устанавливается новый набор пластин. В комплексной замене оснастки нет необходимости.
Конфигурация применяемого оборудования
Схема обрабатывающей системы станка зависит от типа точения.
|
Тип точения |
Схема станка |
Тип точения |
Схема станка |
|
Последовательное полигональное точение |
Последовательное полигональное точение
|
Параллельное полигональное точение |
Параллельное полигональное точение
|
Многие предприятия организуют полигональное точение на станках с ЧПУ G 51.2 FANUC и G 50.2 FANUC. Техника обладает обширными возможностями настройки, обеспечивает высокую точность и скорость выполнения операций.
 Рис. 4 Станок для полигонального точения FANUC
Рис. 4 Станок для полигонального точения FANUC
Вероятные дефекты
При некорректном подборе режима работы, использовании некачественной оснастки и прочих упущениях могут возникнуть дефекты.
|
Тип дефекта |
Причина появления |
Изображение |
|
Волнистость |
Недостаточная жесткость системы СПИД. Снижение остроты режущих кромок. |
Волнистость
|
|
Избыточная шероховатость |
Некорректная геометрия резца. Неправильный подбор скорости подачи и вылета инструмента. Износ режущих кромок. |
Избыточная шероховатость
|
|
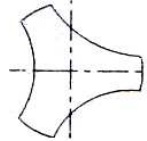
Зарезы |
Поломка или неправильная установка режущего инструмента. |
Зарезы
|
|
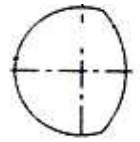
Конусность |
Некорректная фиксация детали. Отсутствие соосности со шпинделем. |
Конусность
|
|
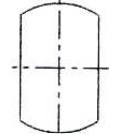
Бочкообразность |
Значительный износ направляющих станка. Прикладывание избыточных усилий при работе с тупым инструментом. |
Бочкообразность
|
|
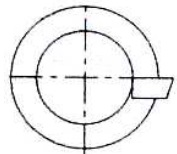
Огранка |
Неправильный выбор режима при работе с тонкостенными деталями. |
Огранка
|
Последний дефект нередко возникает при избыточных усилиях зажима.




