
Этапы проведения работ
При фрезеровании плоских поверхностей используются, цилиндрические, торцевые, концевые и угловые фрезы. В первом случае, при работе на универсальном станке это происходит следующим образом:
- заготовку подводят к вращающейся фрезе (или наоборот, в зависимости от компоновки станка) до легкого касания для определения положения фрезы относительно заготовки;
- фрезу отводят от заготовки и останавливают вращение шпинделя;
- устанавливают лимб вертикальной подачи согласно глубине фрезерования;
- включают вращение шпинделя;
- плавно подводят вращающуюся фрезу к заготовке;
- включают продольную подачу после касания.
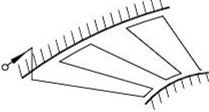
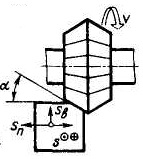
При работе на станке с ЧПУ фреза движется по траектории, описанной в управляющей программе после проверки нулевых точек станка и значений корректоров режущего инструмента. Ось инструмента должна быть перпендикулярна заготовке, в противном случае не избежать брака.
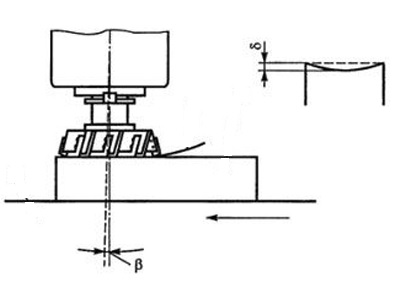 Рис. 1 Ошибка при позиционировании фрезы
Рис. 1 Ошибка при позиционировании фрезы
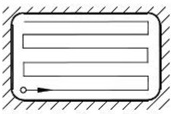
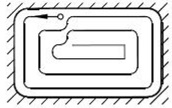
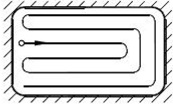
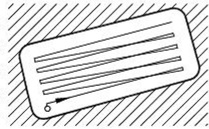
Обработка плоских поверхностей фрезерованием возможна по нескольким траекториям.
|
Траектория фрезерования |
Изображение |
Траектория фрезерования |
Изображение |
Траектория фрезерования |
Изображение |
Траектория фрезерования |
Изображение |
|
Эквидистанта |
Эквидистанта
|
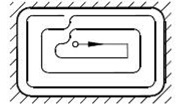
Эквидистантная петля |
Эквидистантная петля
|
Спираль |
Спираль
|
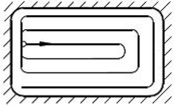
Зигзаг |
Зигзаг
|
|
Образная эквидистанта |
Образная эквидистанта
|
Эквидистантный зигзаг |
Эквидистантный зигзаг
|
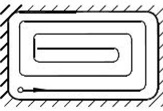
Петля |
Петля
|
Контурный зигзаг |
Контурный зигзаг
|
Использование концевого и углового инструмента предусматривает фиксацию детали, подвод фрезы в точку контакта и последующую обработку по заданному в управляющей программе алгоритму.
Фрезерование наклонных поверхностей
Технология фрезерования плоских поверхностей допускает работу инструментом, расположенным под углом. Это можно делать несколькими способами.
|
Тип операции |
Изображение |
Тип операции |
Изображение |
|
Обработка детали на поворотной плите цилиндрической фрезой |
Обработка детали на поворотной плите цилиндрической фрезой
|
Обработка плоской поверхности заготовки в наклонном кондукторе цилиндрической фрезой |
Обработка плоской поверхности заготовки в наклонном кондукторе цилиндрической фрезой
|
|
Фрезерование наклонной плоскости концевой фрезой |
Фрезерование наклонной плоскости концевой фрезой

|
Фрезерование торцевым инструментом наклонных плоскостей |
Фрезерование торцевым инструментом наклонных плоскостей

|
Специфика подачи инструмента зависит от исполнения станка. Для каждого типа оборудования и фрез предусмотрены определенные схемы.
|
Тип обработки |
Схема |
Тип обработки |
Схема |
Тип обработки |
Схема |
|
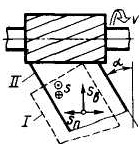
На горизонтальном фрезерном станке с цилиндрической фрезой |
На горизонтальном фрезерном станке с цилиндрической фрезой
|
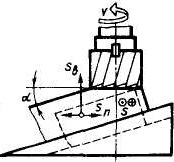
На вертикальном фрезерном станке с торцевой фрезой и возможность поворота заготовки |
На вертикальном фрезерном станке с торцевой фрезой и возможность поворота заготовки
|
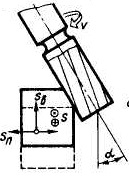
На вертикальном фрезерном станке с поворотом шпинделя и концевой фрезой |
На вертикальном фрезерном станке с поворотом шпинделя и концевой фрезой
|
|
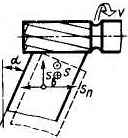
На горизонтальном фрезерном станке с концевой фрезой |
На горизонтальном фрезерном станке с концевой фрезой
|
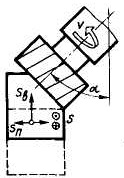
На вертикальном фрезерном станке с поворотом шпинделя и торцевой фрезой |
На вертикальном фрезерном станке с поворотом шпинделя и торцевой фрезой
|
На горизонтальном фрезерном станке с использованием угловой фрезы |
На горизонтальном фрезерном станке с использованием угловой фрезы
|
Особенности фиксации заготовок
При фрезеровании плоскостей заготовку фиксируют прихватами. Последние притягиваются болтами, гайками и шайбами, создают точки крепления в нужных местах.
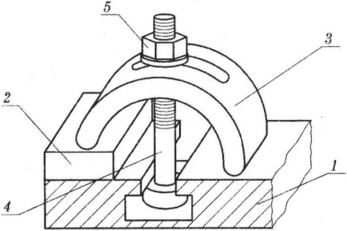 Рис. 2 Схема фиксации прихватом, где: 1 – стол, 2 – деталь, 3 – прихват, 4 – болт, 5 – гайка с винтом
Рис. 2 Схема фиксации прихватом, где: 1 – стол, 2 – деталь, 3 – прихват, 4 – болт, 5 – гайка с винтом
Допускается применение разных видов прихватов. Они подбираются с учетом геометрии детали, пространственного размещения и необходимых усилий фиксации.
|
Тип прихвата |
Описание |
Тип прихвата |
Описание |
Тип прихвата |
Описание |
|
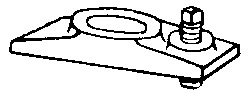
Прихват с отверстием для болта |
Прихват с отверстием для болта

|
Прихват с фаской для работы с крупными фрезами |
Прихват с фаской для работы с крупными фрезами
|
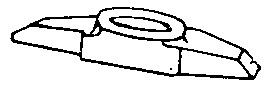
Прихват с центральным плоским выступом для прорезей |
Прихват с центральным плоским выступом для прорезей
|
|
Прихват с подкладочным винтом |
Прихват с подкладочным винтом
|
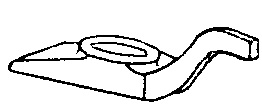
Прихват с вытянутым концом для впадин |
Прихват с вытянутым концом для впадин
|
Прихват с усиленным изогнутым контуром для работы без подкладок |
Прихват с усиленным изогнутым контуром для работы без подкладок

|
|
Прихват с особым выступом, заменяющим подкладку |
Прихват с особым выступом, заменяющим подкладку

|
Прихват со смещенным плоским выступом для прорезей |
Прихват со смещенным плоским выступом для прорезей

|
Прихват для заготовок с впадинами и выемками |
Прихват для заготовок с впадинами и выемками
|
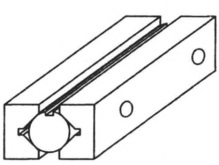
Также возможно использование прихватов в виде скобы. Элементы крепятся в любых плоскостях, незаменимы при работе со сложными деталями.
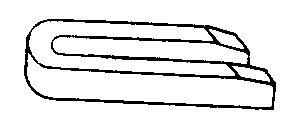 Рис. 3 Прихват в виде скобы
Рис. 3 Прихват в виде скобы
Альтернативой прихватам выступают тиски. Они фиксируют малые заготовки по всей плоскости контакта. Это исключает смещения, способствует высокой точности операций.
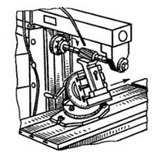
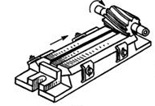
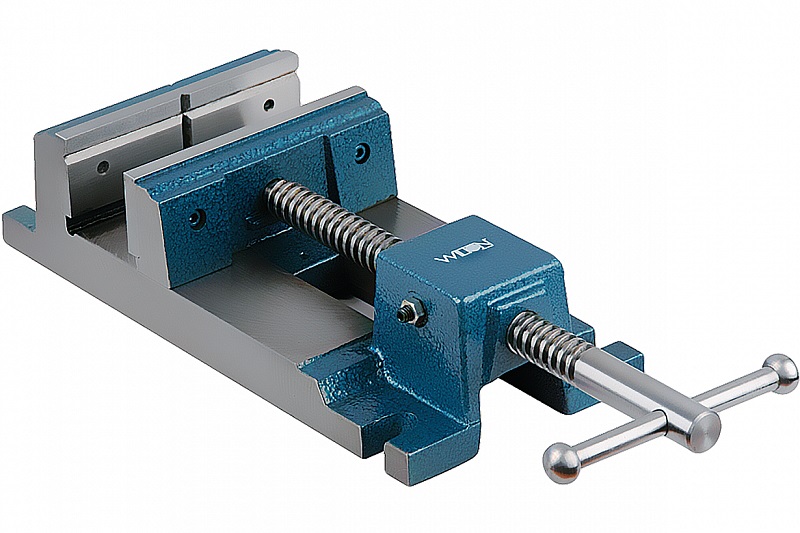 Рис. 4 Станочные тиски
Рис. 4 Станочные тиски
Тиски имеют сменные губки, предназначенные для определенных задач.
|
Тип губок |
Изображение |
Тип губок |
Изображение |
|
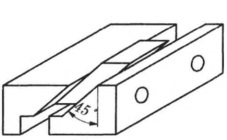
С наклоном 45 градусов |
С наклоном 45 градусов
|
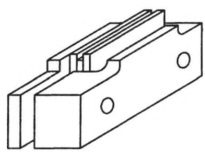
Для плоских толстолистовых заготовок |
Для плоских толстолистовых заготовок
|
|
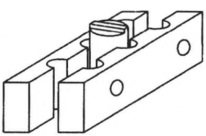
Для вертикальной фиксации цилиндрических деталей |
Для вертикальной фиксации цилиндрических деталей
|
Для горизонтальной фиксации цилиндрических деталей |
Для горизонтальной фиксации цилиндрических деталей
|
Также возможно применение угловых плит, обеспечивающую перпендикулярность инструмента и заготовок.
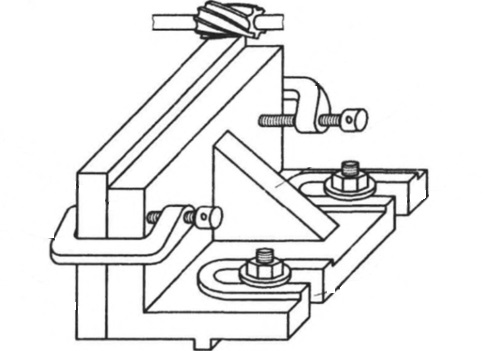 Рис. 5 Угловая плита
Рис. 5 Угловая плита
Так же возможно фиксировать заготовку на столе станка с помощью магнитных плит. Основной недостаток - это их стоимость и некоторые ограничения, связанные с большими усилиями, возникающими при черновом фрезеровании с высокими вибрациями и большими величинами снимаемого припуска. Среди очевидных преимуществ - полностью свободное, доступное для перемещений режущего инструмента, пространство в трех плоскостях относительно детали, кроме лишь одной поверхности, которая прилегает к плите.
Основные методы плоского фрезерования
-
Встречное фрезерование
В этом случае направление вращения фрезы противоположно направлению движения заготовки. Такой метод обеспечивает высокое качество поверхности и более низкие вибрации, возникающие при резании. Но при этом характеризуется повышенной нагрузкой на зубья, что увеличивает износ инструмента. Применяется при чистовой обработке сталей и твердых материалов. В этом случае при врезании толщина стружки равна нулю, на выходе – максимальна. Возникающие при этом высокие силы трения стремятся сместить фрезу относительно заготовки. В начале резания, при входе инструмента в материал температура серьезно повышается из-за трения. Происходит ускоренное налипание стружки на режущую кромку. При этом происходит нежелательное упрочнение поверхностного слоя и сокращается срок службы инструмента. Так же его снижает и стружка большой толщины на выходе пластины (зуба) из резания. -
Попутное фрезерованиеВращение фрезы при этом совпадает с направлением подачи. Предполагает высокую производительность и плавное врезание. Требует надежного закрепления детали на станке из-за больших усилий, возникающих при резании. Применяется для черновой обработки алюминия, чугуна неметаллических материалов. Основная проблема при попутном фрезеровании - недостаточная жесткость станка, инструмента и детали.Толщина стружки на входе в резание максимальна и снижается до нуля на выходе. Это исключает трение и выглаживание обрабатываемой поверхности в начальный момент резания. Силы резания прижимают заготовку к столу станка, а пластины - в гнезда корпуса. Встречное фрезерование предпочтительно при неравномерном припуске.
Виды брака
Биение инструментальной сборки в шпинделе станка, слишком большая подача и недостаточно жесткое закрепление заготовки приводит к следующему:
- несоответствие фактических размеров требуемым;
- изменение геометрии детали. Несоответствие ее фактической формы заданным по чертежу параметрам;
- высокая шероховатость.
Избежать дефектов поможет покупка качественных фрез, надежная фиксация деталей и грамотный подбор режимов резания.




