
Технология рассверливания
Рассверливание отверстий осуществляется в 5 этапов:
- центровка и последующая фиксация заготовки;
- разметка;
- формирование изначального отверстия;
- подбор подходящего сверла большего диаметра;
- расширение отверстия выбранным сверлом.
При работе с диаметрами более 25 мм требуется два сверла. Это обеспечивает постепенное увеличение диаметра, повышает качество и скорость обработки.
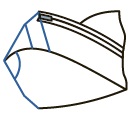
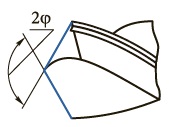
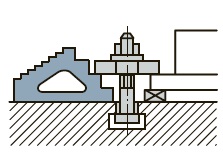
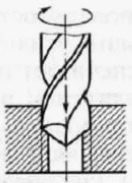
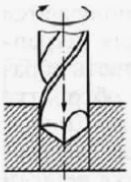
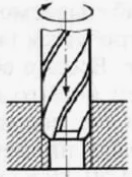
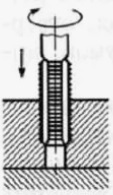
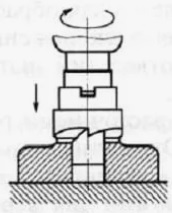
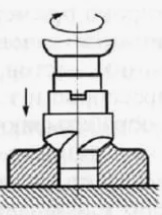
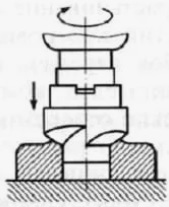
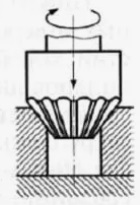
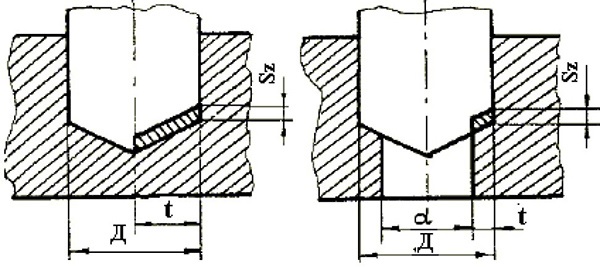 Рис. 1 Принцип рассверливания металла
Рис. 1 Принцип рассверливания металла
Используемый инструмент
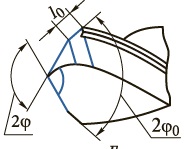
Как правило, сверла для рассверливания имеют спиральное исполнение. Конфигурация рабочей части подбирается индивидуально, в зависимости от типа процедур.
|
Тип заточки |
Назначение |
Изображение |
|
Одинарная |
Расточка отверстий диаметром до 12 мм в твердых и особо твердых материалах. |
Одинарная |
|
Одинарная с подточкой перемычки |
Расточка отверстий диаметром 12 – 80 мм в стальных заготовках. Возможна работа с отливками, покрытыми коркой. |
Одинарная с подточкой перемычки
|
|
Одинарная с подточкой перемычки и ленточкой |
Сверление и рассверливание отверстий до 80 мм. Заготовка не должна иметь корки. |
Одинарная с подточкой перемычки и ленточкой
|
|
Двойная с подточкой перемычки |
Рассверливание отверстий в металле высокой твердости и чугуне диаметром до 80 мм. |
Двойная с подточкой перемычки
|
|
Двойная с подточкой перемычки и ленточкой |
Работа с отверстиями в чугунных отливках диаметром до 80 мм. |
Двойная с подточкой перемычки и ленточкой
|
В случае с корпусными сверлами выполняется подбор головок и твердосплавных пластин.
Вспомогательная оснастка
При работе с инструментом для рассверливания отверстий важна надежная фиксация заготовок. Для этих целей используются профильные приспособления.
|
Тип приспособления |
Изображение |
Тип приспособления |
Изображение |
|
Плоский односторонний прихват |
Плоский односторонний прихват
|
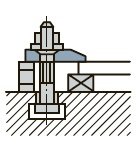
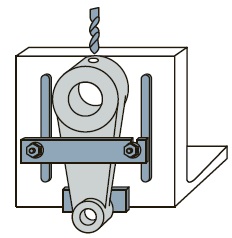
Призматический кондуктор |
Призматический кондуктор
|
|
Плоский двухсторонний прихват |
Плоский двухсторонний прихват
|
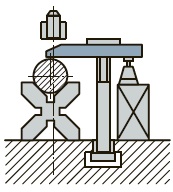
Угловая плита |
Угловая плита
|
|
Плоский прихват для габаритных деталей с гидравлическим или резьбовым механизмом |
Плоский прихват для габаритных деталей с гидравлическим или резьбовым механизмом
|
Подвижная губка |
Подвижная губка
|
|
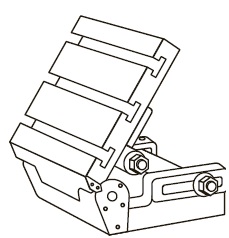
Z-образный прихват для деталей с разными габаритами |
Z-образный прихват для деталей с разными габаритами
|
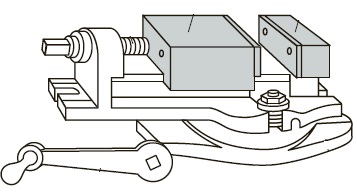
Винтовые тиски |
Машинного типа |
|
Машинного типа
|
|||
|
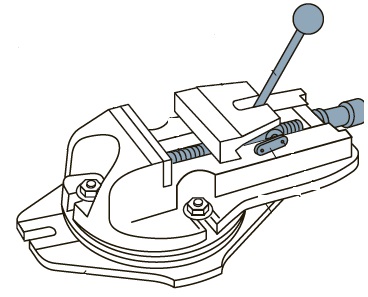
Быстродействующие |
|||
|
Быстродействующие
|
Для рассверливания отверстий в нетиповых заготовках подготавливаются уникальные приспособления. Они обеспечивают надежную фиксацию с учетом особенностей геометрии.
В чем отличие процедуры от прочих операций?
Рассверливание – это операция, отличающаяся от прочих процедур осевой обработки. Ниже представлено описание каждого действия, демонстрирующее его особенности.
|
Тип процедуры |
Описание |
Изображение |
|||
|
Рассверливание |
Расширение существующего отверстия одним или несколькими сверлами большего диаметра. |
Рассверливание
|
|||
|
Сверление |
Формирование нового отверстия в теле заготовки. |
Сверление
|
|||
|
Зенкерование |
Получистовая обработка отверстия для приближения к требуемому размеру. |
Зенкерование
|
HCD
|
||
|
Развертывание |
Финишная обработка многолезвийным инструментом для достижения требуемой шероховатости и максимального соответствия размерам. |
Развертывание
|
|||
|
Нарезание резьбы |
Подготовка витков заданного типа для работы с резьбовыми элементами. В дальнейшем отверстие обеспечивает фиксацию шпилек, болтов, винтов и прочих совместимых изделий. |
Нарезание резьбы
|
|||
|
Цекование |
Получение цилиндрических опорных углублений для деталей, удерживаемых в отверстии. |
Цекование
|
|||
|
Зенкование |
Формирование конических и цилиндрических углублений для метизов и прочих крепежей. |
Зенкование
|
Зенкование
|
Зенкование
|
|
На крупных производственных предприятиях выполняются многие из перечисленных процедур. Например, сначала формируется отверстие требуемого диаметра, затем используется сверло для рассверливания отверстий в металле, после – организуется зенкерование и развертывание.
Полный цикл операций представлен в технологической карте. Он может включать дополнительные действия с использованием фрез, абразивного и прочего инструмента.
Смазывание и охлаждение
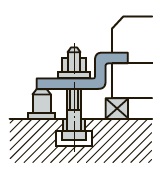
При сверлении, рассверливании и зенкеровании используются смазывающе-охлаждающие жидкости. Они снижают температуру в месте контакта, продлевают срок службы оснастки и повышают качество формируемых поверхностей. Материал подается через систему трубок либо каналы в сверле.
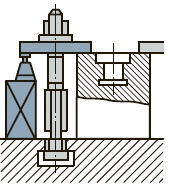
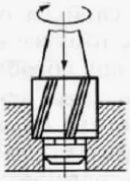
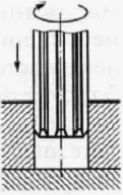
 Рис. 2 Подача СОЖ через каналы в корпусном сверле
Рис. 2 Подача СОЖ через каналы в корпусном сверле




