
Где появляются сообщения об ошибках
Ошибки ЧПУ токарных и фрезерных станков выводятся на рабочем экране. Они представлены последовательностью символом и букв, характеризующих сбой. Аналогично отображаются ошибки балансировочного станка и ошибки электроэрозионных станков.
 Рис. 1 Ошибка токарного станка
Рис. 1 Ошибка токарного станка
Для каждого типа оборудования предусмотрена своя кодификация. Так, ошибки станка 1030л88 будут отличаться от ошибок станка SCM.
Упростить работу с обозначениями помогают рекомендации производителя. В них содержится расшифровка кодов, приведены рекомендации по устранению проблем.
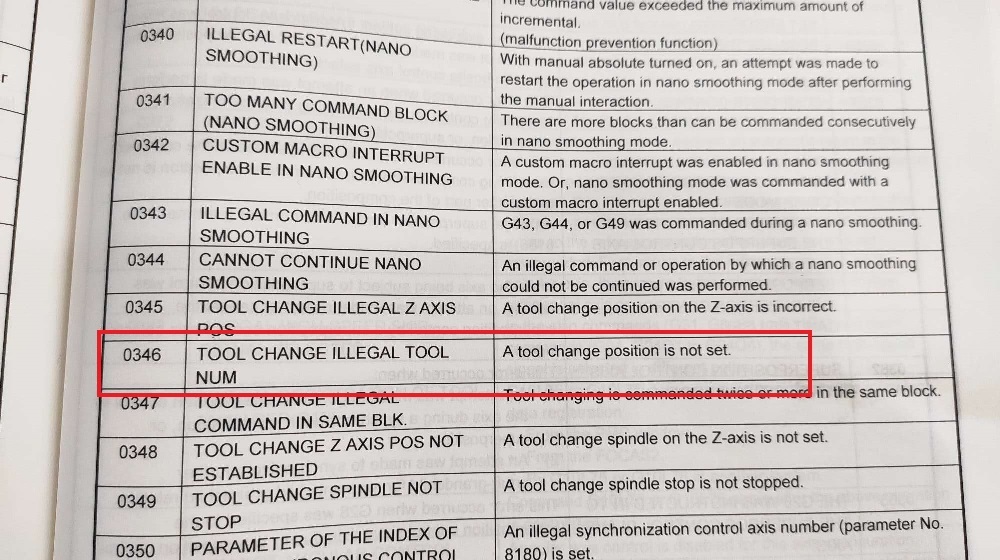 Рис. 2 Пример расшифровки кодов ошибок ЧПУ станков
Рис. 2 Пример расшифровки кодов ошибок ЧПУ станков
Почему появляются ошибки
Появление ошибок провоцируют следующие факторы:- Отсутствие качественного обслуживания.При нарушении регламента сервисных процедур снижается надежность, точность и эффективность станка. Также наблюдается перегрев, фрикционный износ и поломка отдельных частей. В результате возникают проблемы с проведением операций и появляются ошибки.
- Перебои в питании. Периодическое отключение питания и недостаточное напряжение в сети приводят к сбоям. Явления опасны для электронных компонентов, провоцируют их преждевременный износ и выход из строя.
- Человеческий фактор. Допустить ошибку в программе может оператор. В данном случае оборудование приостановит работу и выдаст соответствующее предупреждение.
- Проблемы с ПО. Сбои в работе программного обеспечения характерны для всех моделей станков. Они связаны с просчетами инженеров, некорректным обновлением прошивки и регулярными непредвиденными отключениями.
- Интенсивное вибрационное воздействие. Вибрации приводят к ослаблению крепежей, что создает еще больше колебаний. В результате нарушается стабильная работа позиционирующих элементов и техника сообщает о сбое.
К появлению ошибок приводит избыточное накопление тепла. Проблема возникает при работе с толстостенными заготовками и быстрым перемещением рабочих компонентов устройства. Справиться с ней позволяет корректировка режима и обслуживание системы охлаждения.
ВАЖНО. Недочеты могут проявляться до начала работы. Так, ошибка FUN0 при загрузке станка не позволит приступить к выполнению операций.
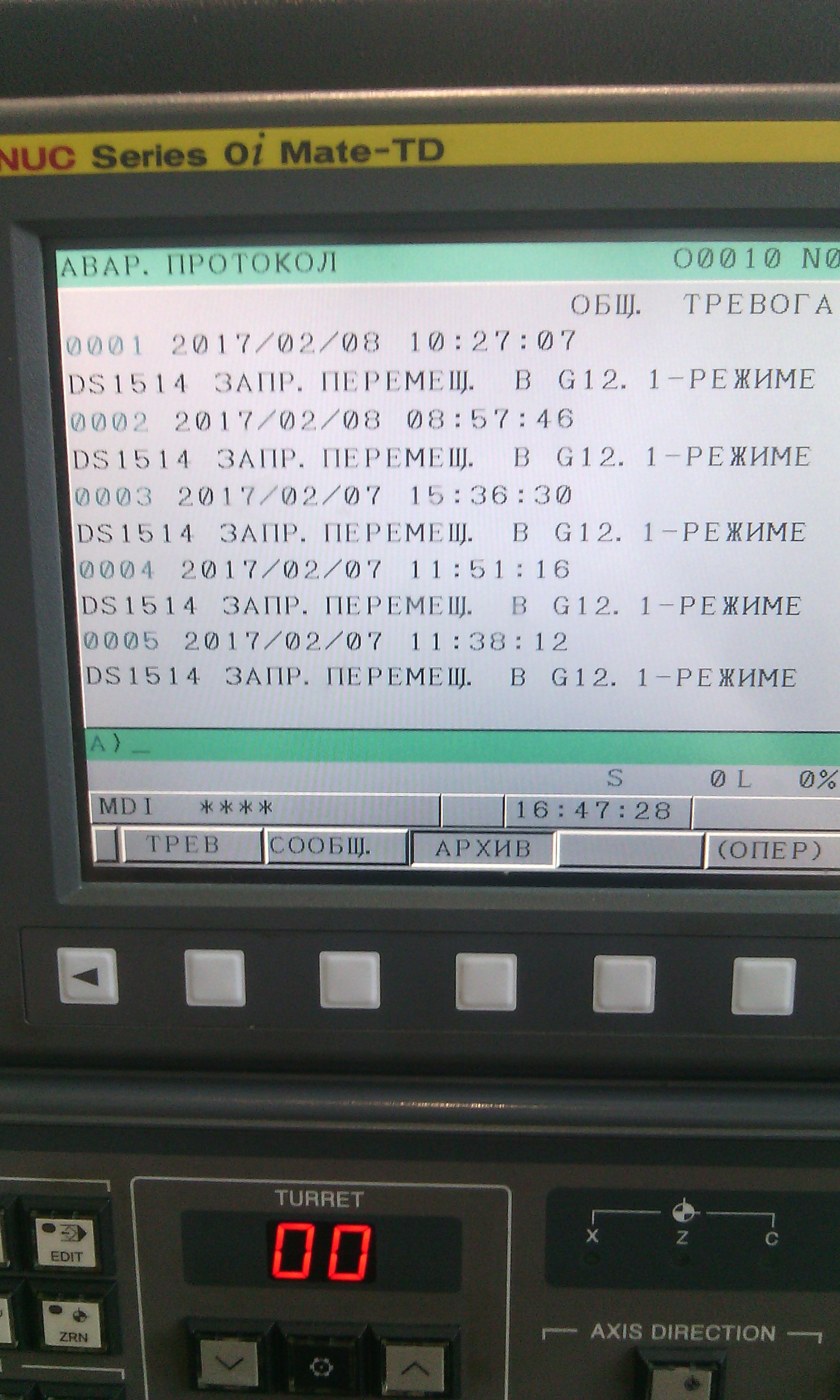 Рис. 3 Ошибки питания при некорректном завершении процедур
Рис. 3 Ошибки питания при некорректном завершении процедур
Классификация неисправностей, приводящих к ошибкам
Распространенной причиной ошибок являются неисправности оборудования. Их можно разделить на 3 группы:- Механические. Имеет место физическая поломка одного из компонентов устройства.
- Электронные. Проблемы, вызванные смещением оси, сбоями в работе инверторов, контроллеров и прочих компонентов.
- Периферийные. Повреждение периферийного оборудования, связанного со станком. В результате ограничивается работа и стороннего модуля, и устройства.
ВАЖНО. Очередность появления кодов определяется критичностью ошибок. Чем серьезнее сбой, тем раньше станок сообщит о нем.
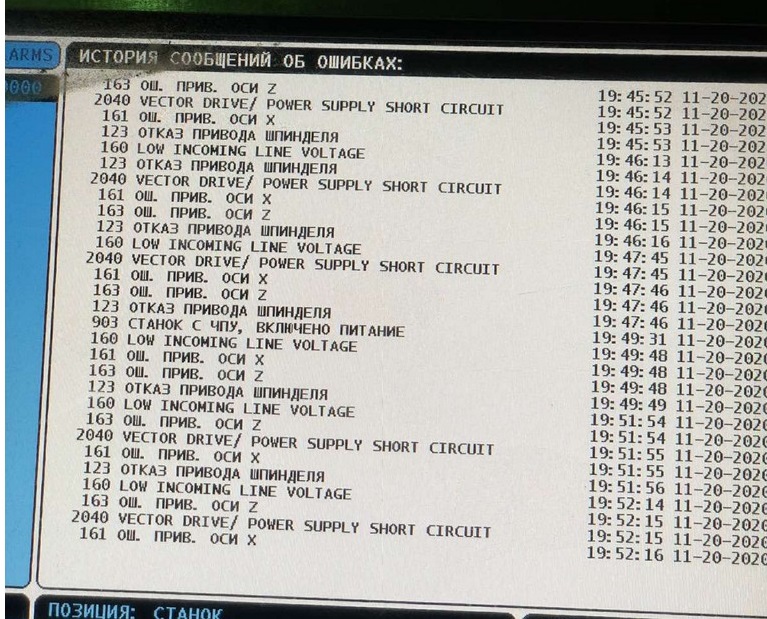 Рис. 4 Ошибки станка Haas
Рис. 4 Ошибки станка Haas
Наиболее распространенные ошибки и способы их устранения
Об ошибках сигнализируют не только сообщения станка. Нередко проблемы видны при осмотре готовой продукции. Большинство из них можно решить обслуживанием и настройкой.
Популярные ошибки при работе с фрезерным станком собраны в таблице.
|
Проблема |
Решение |
Изображение |
|
Интерполяция проема |
Установить оборудование горизонтально и устранить люфты |
Интерполяция проема

|
|
Отверстия расположены не линейно |
Скорректировать горизонтальное расположение станка. Проверить наличие перпендикулярности к оси Z |
Отверстия расположены не линейно

|
|
Отверстия имеют неправильный профиль |
Проверить перпендикулярность оси шпинделя зеркалу станины |
Отверстия имеют неправильный профиль
.jpg)
|
|
Отверстие смещено |
Обеспечить параллельность шпинделя оси Z, проверить тепловой пакет и перпендикулярность к Y и X. |
Отверстие смещено

|
|
Некорректная глубина |
Проверить балансир, теплопакет и систему противовесов. |
Некорректная глубина

|
Причиной ошибок может стать изношенный инструмент. В данном случае стоит поменять оснастку на фрезы с твердосплавными пластинами. Они обладают длительным сроком службы и обеспечивают качественную обработку поверхности в различных режимах.







Распространенные ошибки при работе с токарным станком имеют следующий вид.
|
Проблема |
Решение |
Изображение |
|||
|
Искривление заготовки |
Увеличение жесткости системы СПИД |
Искривление заготовки
|
|||
|
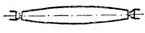
Изменение профиля вала |
Корректировка усилий прижима для жестких и нежестких бабок |
Изменение профиля вала
|
Изменение профиля вала
|
||
|
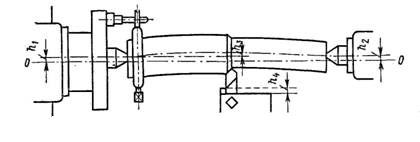
Конусность |
Обеспечение поддержки задней части заготовки и корректировка режима |
Конусность

|
|||
|
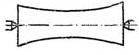
Искривление кольца |
Корректировка усилий прижима, проверка юстировки шпинделя |
Искривление кольца

|
Искривление кольца

|
Искривление кольца

|
|
|
Снижение качества обработки |
Проверка на предмет вибраций и износа инструмента |
Снижение качества обработки

|
|||
Обеспечить неизменное качество обработки позволит своевременная замена оснастки. Как и в случае с фрезами, рекомендуется покупка изделий с твердосплавными пластинами.







Опасность для оборудования
Игнорирование ошибок не только снижает качество обработки, но и приводит к поломке техники. В результате возможно повреждение привода и сопряженных узлов.
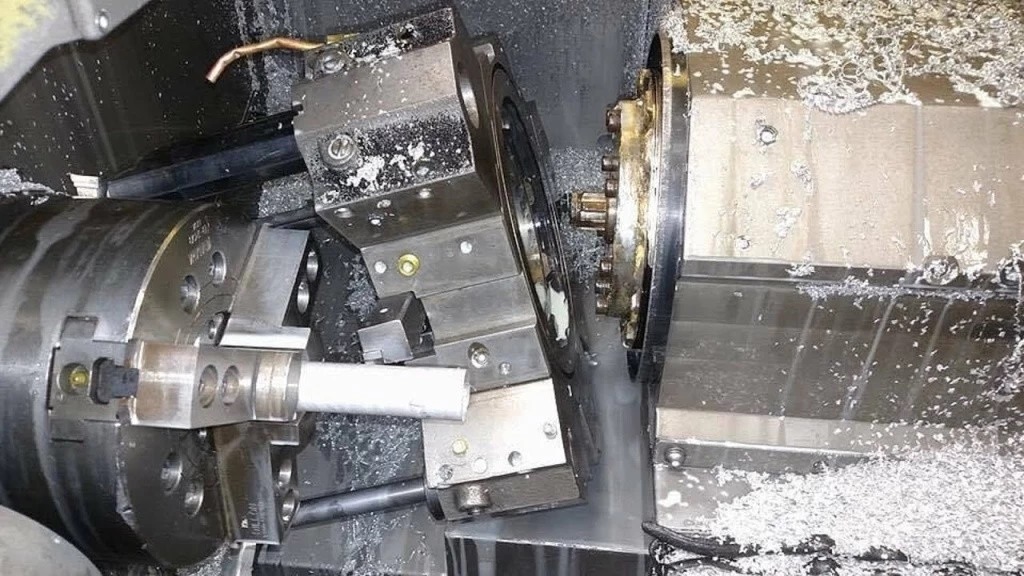 Рис. 5 Поломка оборудования
Рис. 5 Поломка оборудования




