
Возможно обтачивание наружных и внутренних поверхностей. Работы выполняются на токарных станках, предполагают использование профильных резцов и соответствующую настройку оборудования.
 Рис. 1 Процедура обтачивания
Рис. 1 Процедура обтачивания
Очередность обтачивания
Обработка заготовок производится в следующем порядке.
- Черновое обтачивание. Процедура, организуемая при предварительной обработке. Резец снимает значительный слой металла, удаляя основную часть припуска. Точность размеров соответствует 12 – 13 квалитету, шероховатость – Rz320 – 80.
- Получистовое обтачивание. Промежуточная операция, обеспечивающая шероховатость Rz40 – 20. Точность выполнения работ находится в пределах 11 квалитета.
- Чистовое обтачивание. Финишная обработка до 6 квалитета. Шероховатость поверхности составляет Rz20 – Ra2,5.
Возможно выполнение тонкого обтачивания с использованием алмазных резцов. Операция выполняется при подаче от 0,02 до 0,1 мм/об, предполагает удаление материала на глубину 0,01 – 0,05 мм. Скорость резания составляет 300 – 500 м/мин.
 Рис. 2 Алмазные резцы
Рис. 2 Алмазные резцы
В качестве альтернативы алмазным резцам может применяться твердосплавный инструмент. При этом он должен иметь высокое качество исполнения.
Основной инструмент
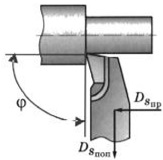
Подбор инструментов осуществляется согласно типу заготовок. Для обтачивания цилиндрических поверхностей применяются прямые, отогнутые и опорные резцы.
| Обтачивание цилиндрических поверхностей | |
| Способ | Изображение |
| Обтачивание прямым резцом |
|
| Обтачивание отогнутым резцом |
|
| Обтачивание упорным резцом |
|
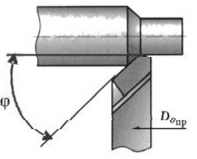
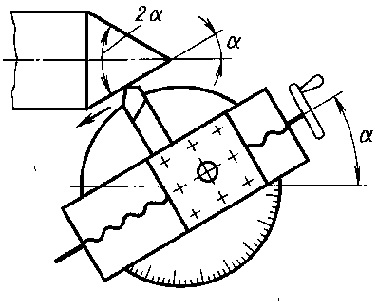
При обтачивании конических поверхностей задействуются широкие резцы, подвижные приспособления и решения со смещением задней бабки.
| Обтачивание конических поверхностей | |
| Способ | Изображение |
| Обработка широким резцом соответствующей геометрии |
|
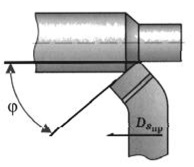
| Обработка инструментом, установленным в подвижный резцедержатель (для заготовок с большим углом наклона) |
|
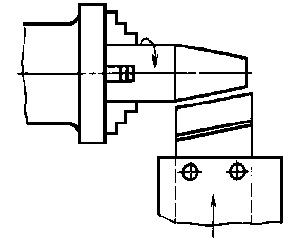
| Обработка посредством смещения задней бабки (для поверхностей значительной длины при угле 8 – 10 градусов). |
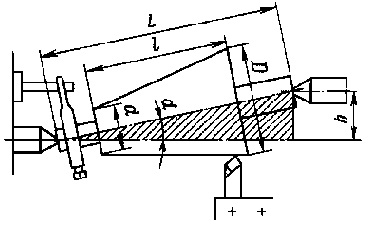
|
Обтачивание фасонных поверхностей производится проходными, стержневыми и призматическими резцами. Возможно применение дисковых решений, адаптированных к работе с определенными заготовками.
| Обтачивание фасонных поверхностей | |
| Способ | Изображение |
| Обтачивание базовыми проходными резцами |
|
| Обтачивание фасонным стержневым резцом |
|
| Обтачивание фасонным призматическим резцом |
|
| Обтачивание дисковым резцом |

|
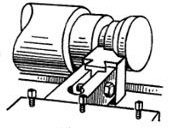
Фасонные детали, прошедшие обработку, проверяются посредством шаблона. После прикладывания эталонного элемента изделие просматривается на просвет. Отклонения не должны превышать установленных значений.
 Рис. 3 Проверка фасонных деталей с использованием шаблона
Рис. 3 Проверка фасонных деталей с использованием шаблона
Вероятные проблемы при обтачивании
При обработке обтачиванием наружных поверхностей могут возникнуть дефекты.
| Тип проблемы | Причины | Способы устранения | Изображение |
| Несоответствие показателей шероховатости требованиям чертежа. | Некорректная настройка подачи. Биение заготовки в процессе обработки. Некачественная фиксация инструмента. Недостаточный радиус при вершине кромки резца. Плохая заточка инструмента. Высокая вязкость материала. Некорректная геометрия резца. | Надежная фиксация заготовки и инструмента. Корректный подбор резца с учетом вязкости заготовки, геометрии и прочих параметров. Заточка инструмента при необходимости. Своевременная замена изношенных резцов. |

|
| Овальная форма поверхности | Шейки шпинделя имеют значительный износ. В коническое отверстие шпинделя попали инородные тела, препятствующие нормальной работе. Подшипники шпинделя имеют неравномерную выработку. | Поддержание чистоты на рабочем месте. Исключение ситуаций, при которых возможно попадание инородных тел в отверстие шпинделя. Своевременное обслуживание станка. Замена деталей с неравномерной выработкой или избыточным износом. |
|
| Коническая форма поверхности | Некорректная установка заднего центра. В коническое отверстие пиноли попали инородные фрагменты. Деформация или повреждение корпуса задней бабки. | Корректное позиционирование детали с учетом требований чертежа. Качественная очистка пиноли от загрязнений. Замена или ремонт корпуса задней бабки. |
|
| Несоответствие размеров | Некорректная установка заднего центра. В коническое отверстие пиноли попали инородные фрагменты. Деформация или повреждение корпуса задней бабки. | Установка режима обработки согласно требованиям технологической карты. Ремонт и последующая калибровка подающего механизма. Поверка измерительного инструмента. При невозможности дальнейшей эксплуатации – полная замена. |
|
| Часть заготовки не подверглась обработке | Размеры заготовок не соответствуют заявленным. На обработку оставлен избыточный или слишком малый припуск. Деталь установлена некорректно. Использование неточного измерительного инструмента. Неправильная центровка. Смещение центров. | Обмерка заготовки перед ее установкой в станок. Отбраковка изделия при несоответствии размеров. Качественное закрепление детали перед обработкой. Регулярная поверка измерительного инструмента, его своевременная замена. Качественное центрирование детали. |
|
Чтобы исключить брак при обтачивании наружных поверхностей, важно уделять внимание оборудованию. К эксплуатации допускаются исправные станки с точной подачей инструмента и наличием необходимых функций.
Применяемые приемы
Способы обработки поверхностей представлены в различном исполнении. Токари применяют их в зависимости от типа заготовки и требований нормативной документации. Мы рассмотрим наиболее популярный прием – обтачивание наружной цилиндрической поверхности. Действие предполагает выполнение ряда операций.
- Ознакомление с технической документацией.
- Позиционирование резца в соответствии с требуемой глубиной резания.
- Пробное воздействие резца на заготовку с целью формирования риски.
- Отвод резца и установка лимба в нулевое положение.
- Подача суппорта вперед в соответствии с параметрами лимба.
- Установка резца в исходное положение.
- Запуск патрона и последующая обработка.
Длина обтачивания определяется разметкой или лимбом продольной подачи. В первом случае риска наносится штангенциркулем, чертилкой или другим заостренным инструментом. Она должна сохранять видимость в процессе обработки. В противном случае возможен выход за пределы рабочей зоны.
 Рис. 4 Формирование риски на подготовительном этапе
Рис. 4 Формирование риски на подготовительном этапе
По завершении работ проводится контрольный обмер детали. Для оценки шероховатости используются профильные шаблоны.
 Рис. 5 Шаблоны для оценки шероховатости
Рис. 5 Шаблоны для оценки шероховатости
Приобрести все необходимое для токарной обработки поможет интернет-магазин «РИНКОМ». Мы предлагаем резцы, твердосплавные пластины, токарные патроны и многое другое. Продукция обладает высокими эксплуатационными характеристиками, соответствует требованиям отраслевых стандартов.
Содействие в подборе и покупке товаров оказывают штатные консультанты. Они рекомендуют подходящие решения с учетом потребностей клиента, предлагают оптимальные варианты для бытового и производственного использования.
Часто задаваемые вопросы
Как проверить фасонную деталь после обтачивания?
Какие резцы подходят для обтачивания цилиндрических поверхностей?
Можно ли заменить алмазный инструмент твердосплавным при обтачивании деталей?




