
Способы воздействия
При механической обработке цветных металлов и сплавов применяются резцы, сверла и фрезы. Каждая категория оснастки имеет свои особенности взаимодействия.
Обработка точением
Токарные станки для обработки цветных металлов нередко используются на производстве. Их эксплуатация предусматривает:
- Применение острых резцов с большими передними углами.
- Высокие скорости резания и подачи для меди и алюминия, низкие – для титана и прочих твердых металлов.
- Активное применение СОЖ.
- Использование резцов из твердых сплавов или соответствующих пластин.
Марка твердого сплава подбирается с учетом металла и требований технологической карты. Так, для меди оптимальны пластины из стали ВК8 и Т5К10, для титана – ТТ7К12.
Перечень применяемых резцов весьма обширен.
|
Тип резцов |
Изображение |
Тип резцов |
Изображение |
Тип резцов |
Изображение |
|
Проходные прямые |
Проходные прямые

|
Подрезные |
Подрезные
|
Расточные упорные |
Расточные упорные
|
|
Проходные отогнутые |
Проходные отогнутые
|
Проходные широкие |
Проходные широкие
|
Отрезные |
Отрезные
|
|
Проходные упорные |
Проходные упорные
|
Расточные |
Расточные

|
Резьбовые |
Резьбовые
|
|
Фасонные |
Фасонные
|
Круглые фасонные |
Круглые фасонные
|
Призматические фасонные |
Призматические фасонные
|
Технология обработки цветных металлов требует особого внимания к стружке. Она является индикатором правильности подбора режима.
|
Тип стружки |
Описание |
Изображение |
|
|
Ступенчатая |
Стружка, характерная для алюминия и его сплавов, образующаяся на средних скоростях. |
Ступенчатая
|
|
|
Стружка надлома |
Стружка, свойственная твердым и хрупким материалам, например, сплавам титана. |
Стружка надлома
|
|
|
Элементная |
Крупная стружка, сопровождающая обработку заготовок умеренной прочности на повышенных скоростях. |
Элементная
|
|
|
Слитая |
Стружка от мягких материалов вроде меди. Выделяют ленточные и спиральные решения, причем последние наиболее опасны. Значительная длина и ширина элементов увеличивает риск их намотки на движущиеся части станка. |
Ленточная |
Спиральная |
|
Ленточная
|
Спиральная
|
||
Чтобы обеспечить качественную эвакуацию стружки, нужно использовать оснастку с подходящим стружколомом.
Сверление
Каждая группа материалов имеет свои особенности сверления.
Алюминий
Алюминий и его сплавы хорошо поддаются обработке, хотя наиболее мягкие марки типа АД1 могут налипать на инструмент. Для эффективного проведения процедур рекомендуется:
- увеличить скорость резания до 50 – 100 м/мин;
- нарастить подачу с целью дробления стружки;
- использовать сверла с углом заточки 90–118°;
- применять оснастку с полированными канавками для лучшей эвакуации стружки.
В качестве инструмента подойдут сверла из быстрорежущей стали с покрытием TiN и Ti.
 Рис. 1 Фрезерование с поворотом заготовки
Рис. 1 Фрезерование с поворотом заготовки
Медь и латунь
Медные и латунные заготовки также отличаются мягкостью. Это приводит к «залипанию» сверла и сопутствующим проблемам. В случае с медью стоит уменьшить подачу и выбрать оснастку с углом заточки 130–140°. При работе с латунью помогут высокие скорости и сверла HSS.
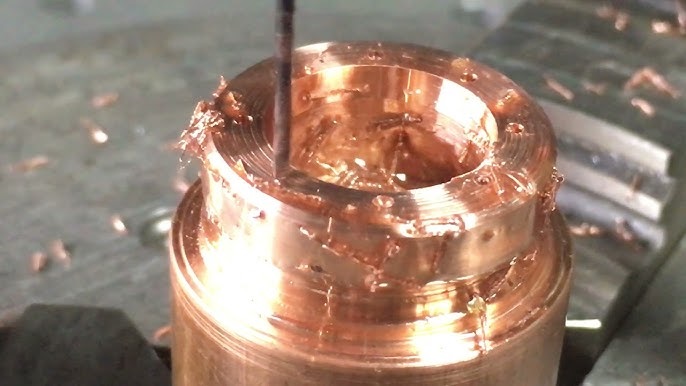 Рис. 2 Сверление меди
Рис. 2 Сверление меди
Титан
Сплавы титана обладают повышенной твердостью, усложняющей обработку. Контактирующий с ними инструмент подвергается наклепу и быстро изнашивается. Оптимизировать процедуру позволяет снижение скорости вращения и подачи, использование твердосплавной оснастки и большого количества СОЖ.
 Рис. 3 Сверление титана
Рис. 3 Сверление титана
Виды сверл и их заточка
Обычно, механическая обработка цветных металлов выполняется 6 видами сверл:
|
Тип сверла |
Назначение |
Изображение |
Тип сверла |
Назначение |
Изображение |
|
Коническое |
Обработка тонколистовых заготовок. Диаметр отверстия увеличивается по мере погружения. |
Коническое

|
Корончатое |
Подготовка крупных сквозных отверстий. |
Корончатое

|
|
Спиральное |
Подготовка отверстий установленного диаметра малой и средней глубины. |
Спиральное

|
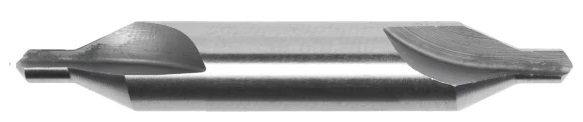
Центровочное |
Создание центровочных отверстий. |
Центровочное
|
|
Перовые |
Создание глубоких ступенчатых отверстий |
Перовые

|
Специальное |
Для решения особых задач |
Специальное

|
При работе со спиральными сверлами уделяется внимание заточке. От нее зависит точность операций, интенсивность налипания материала и прочие особенности процесса. Выделяют 5 способов обработки инструмента.
|
Тип заточки |
Описание |
Вид справа |
Вид спереди |
|
Одинарная |
Классическая заточка с углом между режущими кромками в 118 – 120 градусов. Рекомендуемый диаметр сверла – до 12 мм. |
Одинарная

|
Одинарная

|
|
Одинарная с подточкой кромки |
Оптимизированный вариант предыдущей заточки, уменьшающий длину режущей кромки. Это снижает нагрузку и износ. |
Одинарная с подточкой кромки

|
Одинарная с подточкой кромки

|
|
Одинарная с поперечной кромкой и ленточкой |
Дополнительное уменьшение ширины режущей части и получение заднего угла, еще больше облегчающего процесс. |
Одинарная с поперечной кромкой и ленточкой

|
Одинарная с поперечной кромкой и ленточкой

|
|
Двойная с подточкой поперечной кромки |
Подготовка 4 режущих и 1 поперечной кромки для увеличения стойкости инструмента и повышения скорости обработки. |
Двойная с подточкой поперечной кромки

|
Двойная с подточкой поперечной кромки

|
|
Двойная с подточкой поперечной кромки и ленточки |
Дополнительное облегчение сверлильных операций. |
Двойная с подточкой поперечной кромки и ленточки

|
Двойная с подточкой поперечной кромки и ленточки

|
Способ заточки сверла прописывается в технологической карте с учетом выполняемых процедур.
Фрезерование
В обработке цветных и черных металлов активно участвуют фрезы. Процесс имеет широкую вариативность, позволяет изготавливать сложные компоненты и автоматизировать базовые операции.
Фрезерование алюминия
При фрезеровании алюминия рекомендуется использовать фрезы с острыми кромками. Для черновой обработки подойдет инструмент на 2 – 4 зуба, для чистовой – элементов должно быть больше.
Рекомендуемые режимы фрезерования сплавов Д16, АМг и АД31 представлены в таблице.
|
Параметр |
Черновое фрезерование |
Чистовое фрезерование |
|
V, м/мин |
200–800 |
300–1000 |
|
f, мм/зуб |
0,05–0,3 |
0,02–0,1 |
|
t, мм |
1–10 |
0,1–2 |
|
Охлаждение |
Воздух, эмульсия или без охлаждения при высоких скоростях |
|
Оптимальный материал изготовления оснастки – твердый сплав.
 Рис. 4 Фрезерование алюминия
Рис. 4 Фрезерование алюминия
Фрезерование меди и латуни
Медные и латунные заготовки также являются мягкими. Для эффективной работы с ними применяются твердосплавный и быстрорежущий инструмент, работающий в следующих режимах.
|
Параметр |
Черновое фрезерование |
Чистовое фрезерование |
|
V, м/мин |
100–400 |
150–600 |
|
f, мм/зуб |
0,05–0,2 |
0,02–0,1 |
|
t, мм |
1–5 |
0,1–1 |
|
Охлаждение |
Эмульсия или масло |
|
Аналогично алюминиевым заготовкам, для качественной обработки деталей требуется инструмент с острыми кромками и малым углом.
 Рис. 5 Фрезерование латуни
Рис. 5 Фрезерование латуни
Фрезерование титана
Титановые сплавы демонстрируют высокую прочность, поэтому для них подходит только твердосплавная оснастка. Чтобы избежать наклепа и сохранить высокую точность, рекомендуется придерживаться малой глубины резания и перечисленных режимов.
|
Параметр |
Черновое фрезерование |
Чистовое фрезерование |
|
V, м/мин |
30–80 |
50–120 |
|
f, мм/зуб |
0,05–0,2 |
0,02–0,1 |
|
t, мм |
0,5–5 |
0,1–2 |
|
Охлаждение |
Эмульсия или масло |
|
Снизить износ инструмента позволяет покрытие TiAlN и AlCrN.
 Рис. 6 Фрезерование титана
Рис. 6 Фрезерование титана
Применяемая оснастка
При обработке лома цветных металлов и цельных заготовок используется следующая оснастка.
|
Тип фрезы |
Изображение |
Тип фрезы |
Изображение |
Тип фрезы |
Изображение |
Тип фрезы |
Изображение |
|
Цилиндрическая |
Цилиндрическая
|
Снарядная |
Снарядная
|
Остро-коническая |
Остро-коническая
|
Борфреза для внутреннего удаления заусенцев |
Борфреза для внутреннего удаления заусенцев

|
|
Цилиндро-сферическая |
Цилиндро-сферическая
|
Поконковая |
Поконковая

|
Угловая |
Угловая

|
Мини-борфреза |
Мини-борфреза

|
|
Сферическая |
Сферическая

|
Борфреза для внутренних поверхностей |
Борфреза для внутренних поверхностей

|
Борфреза для пластичных сплавов |
Борфреза для пластичных сплавов
|
Малая борфреза |
Малая борфреза

|
|
Каплевидная |
Каплевидная
|
Коническая зенковая |
Коническая зенковая
|
Однозубая |
Однозубая

|
Рашпильная борфреза |
Рашпильная борфреза
|
|
Грибовидная |
Грибовидная
|
Кругло-коническая |
Кругло-коническая

|
Борфреза для наружного удаления заусенцев |
Борфреза для наружного удаления заусенцев
|
Ротационный напильник |
Ротационный напильник
|
Для повышения эффективности точения, сверления и фрезерования цветных металлов следует использовать качественный твердосплавный инструмент. Приобрести его поможет наш каталог.




