
Применяемые пластины
Для обработки и нарезания резьбы подходит три типа пластин.
|
Тип пластины |
Изображение |
Тип пластины |
Изображение |
Тип пластины |
Изображение |
|
Пластина, соответствующая полному профилю. |
Пластина

|
Пластина, соответствующая углу профиля |
Пластина

|
Многозубая пластина |
Пластина
|
Использование многозубых пластин сокращает количество проходов, но ограничивает вариативность обработки.
Способы обработки
Обработка поверхности резьбы выполняется одним из четырех способов.
|
Способ обработки |
Описание |
Схема воздействия |
Результат |
|
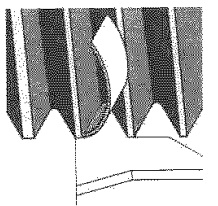
Радиальное врезание |
Пластина работает обеими сторонами, испытывает равномерную нагрузку. Однако это приводит к появлению V-образной стружки, сложной для эвакуации. Кроме того, снижается качество обработки поверхности. |
Радиальное врезание
|
Радиальное врезание
|
|
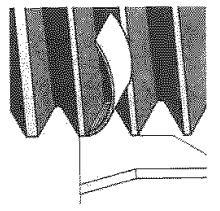
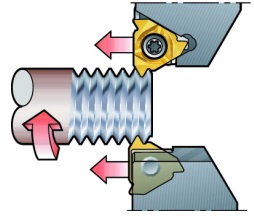
Врезание вдоль боковой стороны профиля |
Платина примыкает к одной из сторон, что улучшает стружкообразование и контроль над процедурой. |
Врезание вдоль
|
Врезание вдоль
|
|
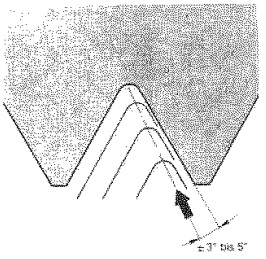
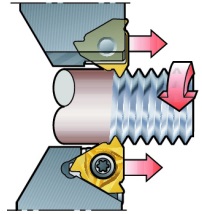
Отклоненное врезание вдоль боковой стороны профиля |
Аналог предыдущего способа, отличающийся подачей пластины со смещением. Это уменьшает трение и нагрев. |
Отклоненное врезание вдоль
|
Отклоненное врезание вдоль
|
|
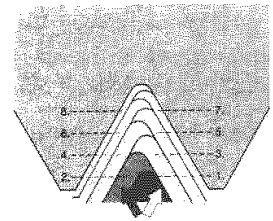
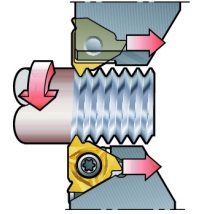
Боковое врезание с последовательной сменой сторон |
Обработка с поочередным примыканием инструмента к одной из сторон. Метод предназначен для крупной резьбы, существенно увеличивает скорость выполнения операций. |
Боковое врезание
|
Боковое врезание
|
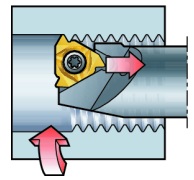
Выбор схемы подачи
При обработке резьбы на токарном станке важно обеспечить правильную подачу инструмента. Производители предлагают использовать следующие схемы, в зависимости от типа резьбы, расположения деталей и оснастки.
|
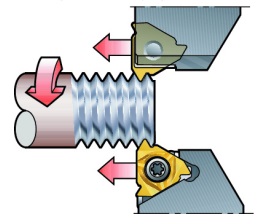
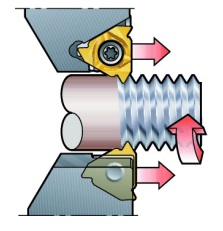
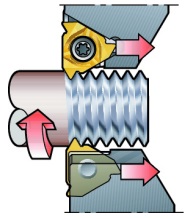
Наружная резьба |
|||
|
Левая |
Левая
|
Левая
|
Левая
|
|
Правая |
Правая
|
Правая
|
Правая
|
|
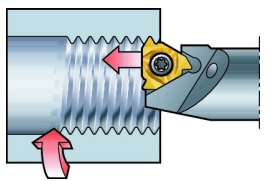
Внутренняя резьба |
|||
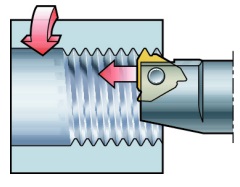
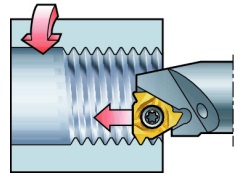
|
Левая |
Левая
|
Левая
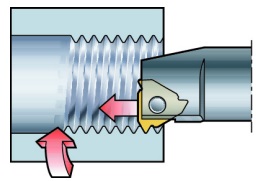
|
Левая
|
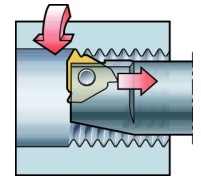
|
Правая |
Правая
|
Правая
|
Правая
|
Упростить подбор инструмента для обработки внутренней и наружной резьбы помогают графики от производителей. Они содержат подходящие типы оснастки для заготовок различных размеров.
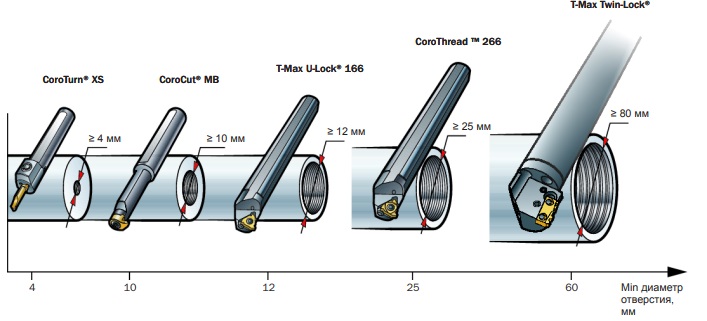 Рис. 1 График подбора оснастки
Рис. 1 График подбора оснастки
Вероятные дефекты
Обработка резьбы резцами с твердосплавными пластинами может сопровождаться повреждением последних. Проблемы имеют разные причины и способы устранения.
|
Дефект |
Причина |
Решение |
Изображение |
|
Деформация |
Значительный нагрев. Проблемы с подачей охлаждающей жидкости. Избыточная прочность заготовки. |
Снизить скорость резания. Увеличить число проходов. Уменьшить глубину врезания. Устранить проблем с подачей СОЖ. Использовать пластин из более твердого сплава. |
Частичная деформация |
|
Частичная деформация

|
|||
|
Утрата фрагмента |
|||
|
Утрата фрагмента

|
|||
|
Выкрашивание или наростообразование |
Неправильный режим обработки нержавеющей и низкоуглеродистой стали. Работа при низких температурах. |
Увеличить скорость и (или) температуру обработки. Выбрать пластину более высокой прочности, желательно с покрытием PVD. |
Наростообразование |
|
Наростообразование
|
|||
|
Выкрашивание |
|||
|
Выкрашивание

|
|||
|
Быстрый износ |
Работа с заготовками повышенной абразивности. Избыточная скорость и глубина врезания. Некорректное расположение вершины пластины. |
Использовать пластину с повышенной устойчивостью к износу. Уменьшить скорость и глубину резания, но увеличить число проходов. Корректно позиционировать пластину – по высоте центров. |
Быстрый износ

|
|
Неравномерный износ |
Некорректный гол наклона пластины. Неправильный метод врезания. |
Установить опорный элемент для корректировки угла. Изменить способ врезания. |
Неравномерный износ
|
|
Вибрации |
Ненадежное закрепление детали. Некорректное расположение инструмента. Неправильный подбор режима резания. |
Надежно зафиксировать заготовку. Скорректировать положение инструмента. Использовать кулачки из более мягкого материала. Выбрать подходящий режим резания. |
Вибрации

|
|
Повреждение режущих кромок |
Малая глубина врезания. Избыточная нагрузка на инструмент. Недостаточный угол врезания. |
Уменьшить число проходов. Использовать пластину с геометрией F. Выполнять обработку методом бокового одностороннего врезания. |
Повреждение режущих кромок

|
|
Поломка пластины |
Избыточная нагрузка. Неверный подбор марки сплава. Проблемы при отводе стружки. Ошибки при позиционировании инструмента. |
Выбрать оснастку из более прочного сплава. Увеличить число проходов. Использовать пластины класса С. Скорректировать положение пластины по высоте. |
Поломка пластины

|




