
Стандартное устройство состоит из двух компонентов: борштанги (корпуса) и сменного картриджа (головки). Каждая деталь доступна в нескольких исполнениях, адаптированных под определенные задачи.
Борштанга
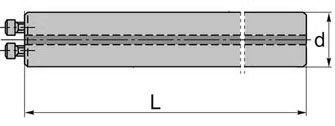
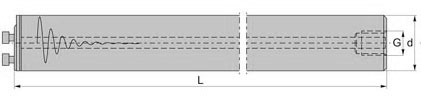
Основной элемент в конструкции антивибрационной державки. Борштанга представляет собой опору с демпфирующим механизмом. Последний рассеивает и гасит колебания, обеспечивая эффективную работу режущей части.
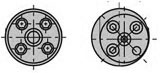
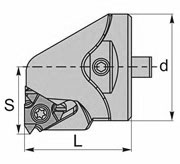
На конце борштанги есть посадочное место для крепления картриджа. Оно имеет типовую конструкцию, позволяющую использовать несколько сменных модулей с одной опорой.
 Рис. 1 Крепежный узел борштанги
Рис. 1 Крепежный узел борштанги
В продаже два типа корпусов:
|
Исполнение инструмента |
Общий вид |
Крепежный узел |
|
С каналом для подачи СОЖ |
С каналом для подачи СОЖ
|
С каналом для подачи СОЖ
|
|
Без канала для подачи СОЖ |
Без канала для подачи СОЖ
|
Без канала для подачи СОЖ

|
Как правило, элемент подбирается под станок. Предприятия с обширным парком оборудования закупают оба типа борштанг для использования по ситуации.
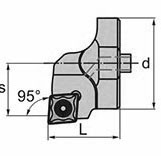
Сменный картридж
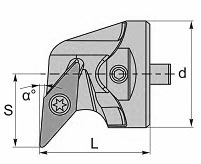
Сменные картриджи соединяются с корпусом через крепежный узел. Их исполнение соответствует типу выполняемых операций. Например, можно получить антивибрационную расточную державку для работы в глубоких узких проемах.
Специалистам доступны головки в следующих исполнениях:
|
Тип головки |
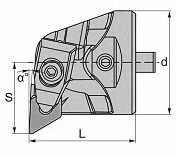
Чертеж |
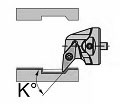
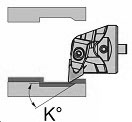
Схема использования |
Тип головки |
Чертеж |
Схема использования |
Тип головки |
Чертеж |
Схема использования |
|
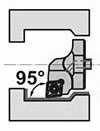
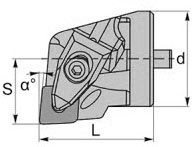
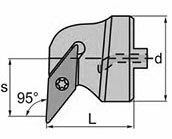
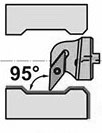
С углом в плане 95° и креплением типа S. Тип пластины – С, канал для СОЖ присутствует
|
С углом в плане 95
|
С углом в плане 95
|
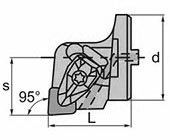
С углом в плане 95° и креплением типа D. Тип пластины – C, канал для СОЖ присутствует |
С углом в плане 95
|
С углом в плане 95
|
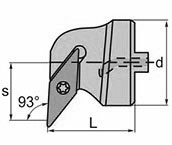
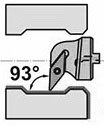
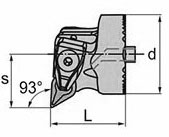
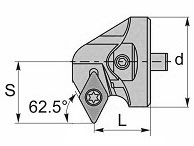
С углом в плане 93° и креплением типа S Тип пластины – V, канал для СОЖ присутствует |
С углом в плане 93° и креплением типа S
|
С углом в плане 93° и креплением типа S
|
|
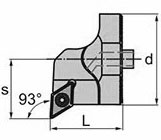
С углом в плане 93° и креплением типа S. Тип пластины –D, канал для СОЖ присутствует |
С углом в плане 93° и креплением типа S
|
С углом в плане 93° и креплением типа S
|
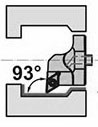
С углом в плане 93° и креплением типа D. Тип пластины – D, канал для СОЖ присутствует. |
С углом в плане 93° и креплением типа D
|
С углом в плане 93° и креплением типа D

|
С креплением типа D. Тип пластины – С, канал для СОЖ отсутствует |
С креплением типа D
|
С креплением типа D

|
|
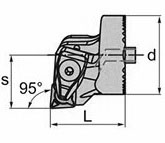
С углом в плане 95° и креплением типа S. Тип пластины – C, канал для СОЖ присутствует. |
С углом в плане 95° и креплением типа S
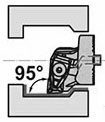
|
С углом в плане 95° и креплением типа S
|
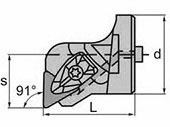
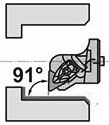
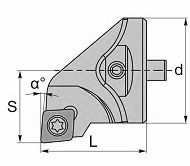
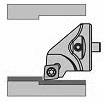
С углом в плане 91° и креплением типа D. Тип пластины – T, канал для СОЖ присутствует. |
С углом в плане 91° и креплением типа D
|
С углом в плане 91° и креплением типа D
|
С креплением типа S. Тип пластины – С, канал для СОЖ отсутствует |
С креплением типа S
|
С креплением типа S
|
|
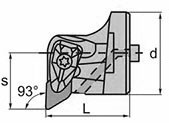
С углом в плане 93° и креплением типа S. Тип пластины – D, канал для СОЖ присутствует |
С углом в плане 93° и креплением типа S
|
С углом в плане 93° и креплением типа S

|
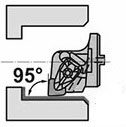
С углом в плане 95° и креплением типа S. Тип пластины – V, канал для СОЖ присутствует |
С углом в плане 95° и креплением типа S
|
С углом в плане 95° и креплением типа S
|
С креплением типа S. Тип пластины – D, канал для СОЖ присутствует |
С креплением типа S
|
С креплением типа S
|
|
С креплением типа S. Тип пластины – V, канал для СОЖ отсутствует |
С креплением типа S
|
С креплением типа S
|
С креплением типа D. Тип пластины – D, канал для СОЖ отсутствует |
С креплением типа D
|
С креплением типа D
|
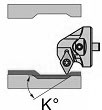
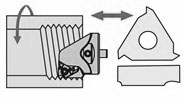
Для нарезания внутренней резьбы. Канал для СОЖ отсутствует |
Для нарезания внутренней резьбы
|
Для нарезания внутренней резьбы
|
Для выполнения комплекса операций требуется несколько головок. Их тип и количество прописывается в технологической карте и сопутствующей документации.
Как выбрать режим резания при работе с антивибрационными державками
Подбор режима резания зависит от обрабатываемого материала. Так, использование антивибрационных державок для расточки деталей из углеродистых и легированных сталей предусматривает работу со следующими параметрами:
|
Материал |
Обработка |
Скорость резания (Vc), м/мин |
Подача (f), мм/об |
Глубина резания (ap), мм |
Примечания |
|
Низкоуглеродистая сталь |
Черновая |
180 – 280 |
0,2 – 0,4 |
2,0 – 5,0 |
Склонна к образованию липкой стружки, поэтому требуется острая кромка и геометрия пластины, улучшающая ее съем |
|
Чистовая |
250 – 350 |
0,1 – 0,2 |
0,2 – 0,5 |
||
|
Среднеуглеродистая сталь |
Черновая |
150 – 220 |
0,2 – 0,35 |
2,0 – 4,0 |
Идеальный баланс обрабатываемости и прочности, позволяющий использовать стандартные режимы |
|
Чистовая |
220 – 300 |
0,1 – 0,15 |
0,2 – 0,5 |
||
|
Легированная сталь |
Черновая |
120 – 190 |
0,15 – 0,3 |
2,0 – 4,0 |
Повышенная прочность, требующая снижения скоростей по сравнению с углеродистыми сталями |
|
Чистовая |
190 – 260 |
0,08 – 0,15 |
0,2 – 0,5 |
||
|
Закаленная сталь |
Получистовая |
80 – 120 |
0,1 – 0,2 |
0,3 – 0,8 |
Требуется обработка твердосплавными пластинами на низких скоростях |
При работе с нержавеющими и жаропрочными сталями востребованы следующие режимы:
|
Материал |
Обработка |
Скорость резания (Vc), м/мин |
Подача (f), мм/об |
Глубина резания (ap), мм |
Примечания |
|
Аустенитная нержавеющая сталь |
Черновая |
100 – 160 |
0,15 – 0,3 |
2,0 – 4,0 |
Склонны к наклепу. Нельзя работать на малых подачах (f < 0,1 мм/об), иначе пластина быстро изнашивается. Обязательна СОЖ |
|
Чистовая |
150 – 220 |
0,1 – 0,2 |
0,2 – 0,5 |
||
|
Ферритная и Мартенситная нержавеющая сталь |
Черновая |
130 – 200 |
0,2 – 0,35 |
2,0 – 4,0 |
Обрабатываются легче, чем аустенитные. Режимы ближе к легированным сталям |
|
Чистовая |
180 – 250 |
0,1 – 0,15 |
0,2 – 0,5 |
||
|
Жаропрочные сплавы |
Черновая |
30 – 70 |
0,1 – 0,25 |
1,5 – 3,0 |
Наиболее сложная обработка. Низкие скорости, высокая стойкость инструмента — главный приоритет. Обязательна прочная геометрия пластины и острые кромки |
|
Чистовая |
50 – 90 |
0,08 – 0,15 |
0,2 – 0,5 |
Использование антивибрационной токарной державки при работе с цветными металлами и чугунами предполагает:
|
Материал |
Обработка |
Скорость резания (Vc), м/мин |
Подача (f), мм/об |
Глубина резания (ap), мм |
Примечания |
|
Серый чугун |
Черновая |
120 – 180 |
0,2 – 0,4 |
2,0 – 5,0 |
Обрабатывается всухую, без СОЖ. В процессе образуется абразивная пылевидная стружка. Оптимальны пластины для чугуна марки K |
|
Чистовая |
180 – 250 |
0,1 – 0,2 |
0,2 – 0,8 |
||
|
Алюминиевые сплавы |
Черновая |
300 – 600+ |
0,15 – 0,4 |
2,0 – 6,0 |
Работа на высоких скоростях с острыми полированными пластинами без стружкодробителей |
|
Чистовая |
500 – 1000+ |
0,05 – 0,15 |
0,2 – 0,5 |
||
|
Латунь, Бронза |
Черновая |
150 – 300 |
0,1 – 0,3 |
2,0 – 4,0 |
Хорошая обрабатываемость. Необходима острая кромка |
Преимущества использования
Работа с помощью антивибрационных державок имеет ряд плюсов:
- Рост качества операций. Оснастка снижает количество вибраций, улучшая точность и повторяемость результата.
- Продление срока службы инструмента. Работа без вибраций уменьшает износ резцов, что расширяет интервалы замены и экономит средства.
- Оптимизация труда. Сильные вибрации не только ухудшают качество обработки, но и сбивают настройки станка. Используя антивибрационные державки, мастер тратит минимум времени и сил на промежуточную отладку.
Некоторые операции невозможно выполнить без антивибрационных державок, например, обработку труднодоступных участков с большим вылетом инструмента.




