
 Рис. 1 Детали, получаемые посредством наружного точения
Рис. 1 Детали, получаемые посредством наружного точения
Действие сопровождается тщательным качественным контролем. Особое внимание уделяется точности размеров и процессам стружкодробления.
Выделяют три типа наружного точения
| Наименование | Изображение |
| Продольное точение |

|
| Профильное точение |

|
| Подрезка торцевой части |

|
Использование современного оборудования гарантирует эффективную работу во всех направлениях, обеспечивает высокую скорость снятия металла при сохранении точности размеров.
Особенности продольного точения
Обработка предполагает подачу резца вдоль поверхности заготовки. Это позволяет уменьшить ее диаметр, добившись требуемого размера.
При подборе резца для наружного точения определяется специфика закрепления пластины. Также учитывается тип выполняемых операций: черновая обработка крупных элементов предъявляет одни требования к основанию, чистовое точение мелких деталей – другие.
СОВЕТ. При выборе формы пластины предпочтительны решения с максимальным углом при вершине. Это повысит эффективность процедуры, снизит эксплуатационные издержки.
Не последнее значение имеет угол в плане. При соответствии параметра 90° формируется наиболее толстая стружка, снижается скорость подачи инструмента. При угле в 45 – 75° уменьшается толщина стружки и увеличивается скорость подачи.
| Практические рекомендации по подбору пластин | |
| Для обработки деталей с уступом подходит инструмент с главным углом в плане 90 – 95°. Оптимальная форма пластины – С (угол 80°) |

|
| Для проведения операций по профильной обработке и выборке применяются пластины формы D с углом 55°. |

|
| Для выполнения линейных операций, не предполагающих работу с уступами, оптимальны квадратные пластины с главным углом в плане 75°. |

|
Особенности профильного точения
Профильное точение предполагает изменение параметров обработки в процессе операции. Возможна плавная корректировка подачи инструмента, скорости и глубины реза. Основное требование к пластинам и резцам – высокая геометрическая проходимость.
Как и в случае с продольным точением рекомендуется выбирать максимальный угол при вершине. При этом учитывается удобство обработки и специфика исполнения детали. Рекомендуемый диапазон углов – от 35 до 50 градусов.
Подбор главного угла в плане осуществляется с учетом профиля заготовки. Минимально возможное значение – 2°. Снижение показателя вызовет сложности при перемещении резца, увеличит продолжительность операций. Оптимальный главный угол в плане – 7°.
 Рис. 2 Подбор главного угла в плане
Рис. 2 Подбор главного угла в плане
При подборе державки для наружного точения учитываются следующие аспекты:
- главный угол в плане для применяемого инструмента – 93°;
- форма пластины – D с углом 55°.
Для заготовок с большим углом врезания стоит задействовать пластины V-образной формы с углом в 35°.
Особенности проведения операций, связанных с подрезкой торца
Обработка торцевого участка предполагает радиальную подачу инструмента к центру заготовки. При выполнении операции возникают усилия, увеличивающие риск отжатия детали, появляются вибрации.
Для выполнения работ подходят пластины с максимально возможным углом при вершине. Рекомендованный главный угол в плане -75°. Он позволяет перенаправить радиальные силы к патрону, повышает стабильность, скорость и качество операции.
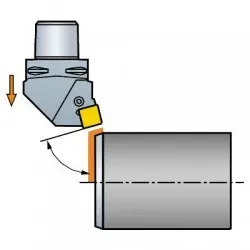 Рис. 3 Схема обработки при главном угле в плане 75 градусов
Рис. 3 Схема обработки при главном угле в плане 75 градусов
Специалисты рекомендуют использовать державки с квадратными пластинами. Для выполнения универсальных операций с переменными усилиями подойдут державки с ромбическими и треугольными пластинами (угол 80 и 95 градусов соответственно).
Обработка с использованием прогрессивных технологий
Повысить эффективность точения наружных поверхностей позволяет технология PrimeTurning, обладающая следующими особенностями.
- Заготовка обрабатывается от патрона.
- Возможно применение всех способов наружного точения с использованием одного инструмента.
- Главный угол в плане в 25 - 30° позволяет создавать тонкую и широкую стружку. Это положительно сказывается на скорости и точности обработки.
- Отсутствие ограничений на операции по классическому точению.
Метод предъявляет повышенные требования к стабильности обрабатываемой заготовки и точности настройки оборудования. Он является отличным решением для тонких и длинных деталей, а также компактных компонентов.
ВАЖНО. PrimeTurning ориентирован на производства по выпуску малогабаритных продуктов с периодической сменой параметров обработки.
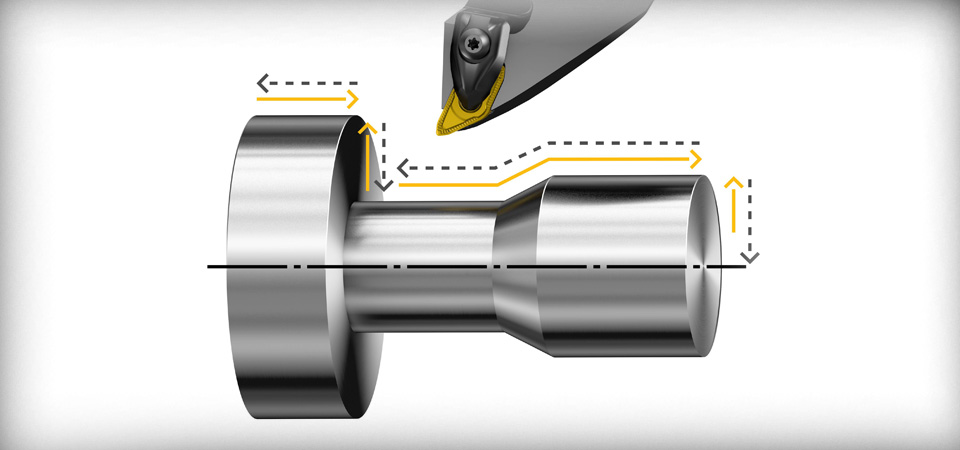 Рис. 4 Схема обработки
Рис. 4 Схема обработки
Возможно использование прочих технологий, разработанных с учетом параметров применяемого инструмента и оборудования.
Тяжелая токарная обработка
Метод взаимодействия с крупными деталями. К особенностям тяжелой токарной обработки относится:
- выполнение широкого спектра операций;
- возможность существенного изменения параметров обработки в рамках технологического процесса;
- большая продолжительность операций;
- существенный нагрев инструмента;
- отсутствие возможности использования СОЖ.
Способ востребован при изготовлении габаритных валов для электродвигателей и автомобилей. Он позволяет работать с особо прочными сплавами, организовывать сложные технологические процессы с большим числом процедур.
 Рис. 5 Оборудование для тяжелой токарной обработки
Рис. 5 Оборудование для тяжелой токарной обработки
Обдирка
Альтернативный метод, призванный подготовить заготовки к дальнейшей обработке. Цель обдирки – снятие оксидной пленки, удаление дефектов литья, мелких неглубоких трещин и прочих недочетов. В качестве обрабатываемых изделий выступают отливки, элементы проката и толстостенные трубы.
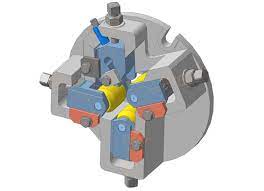 Рис. 6 Устройство резцовой головки для обдирки прутков
Рис. 6 Устройство резцовой головки для обдирки прутков
Обдирка отличается от классического точения высокой скоростью, низкими требованиями к точности и малыми производственными затратами. Чаще других обрабатываются заготовки из следующих материалов:
- пружинная сталь;
- углеродистая сталь;
- нержавейка.
Обдирка гарантирует эффективное выполнение последующих процедур, исключает проведение дополнительных мероприятий. Качество обработки проверяется визуально.




