
- Направляющие скольжения
- Направляющие качения
- Комбинированные направляющие
- Как подобрать направляющие?
- Популярные вопросы о направляющих для станков
- Как предотвратить преждевременный износ роликов в направляющих качения?
- Какие материалы предпочтительны для изготовления направляющих?
- Каковы требования к точности изготовления направляющих?
- Каким образом могут располагаться направляющие?
- Нужно ли дополнительно обрабатывать направляющую перед установкой?
Направляющие для токарных, фрезерных и сверлильных станков должны обладать следующими особенностями.
- Точное позиционирование и плавный ход.
- Минимизация трения.
- Отсутствие вибраций при перемещении.
- Надежная фиксация деталей.
- Ремонтопригодность.
Купить направляющие для станков можно в трех вариациях: скольжения, качения и комбинированные. Классификация учитывает виды трения, возникающие при взаимодействии элементов. Каждая категория имеет дальнейшее разделение на подгруппы.
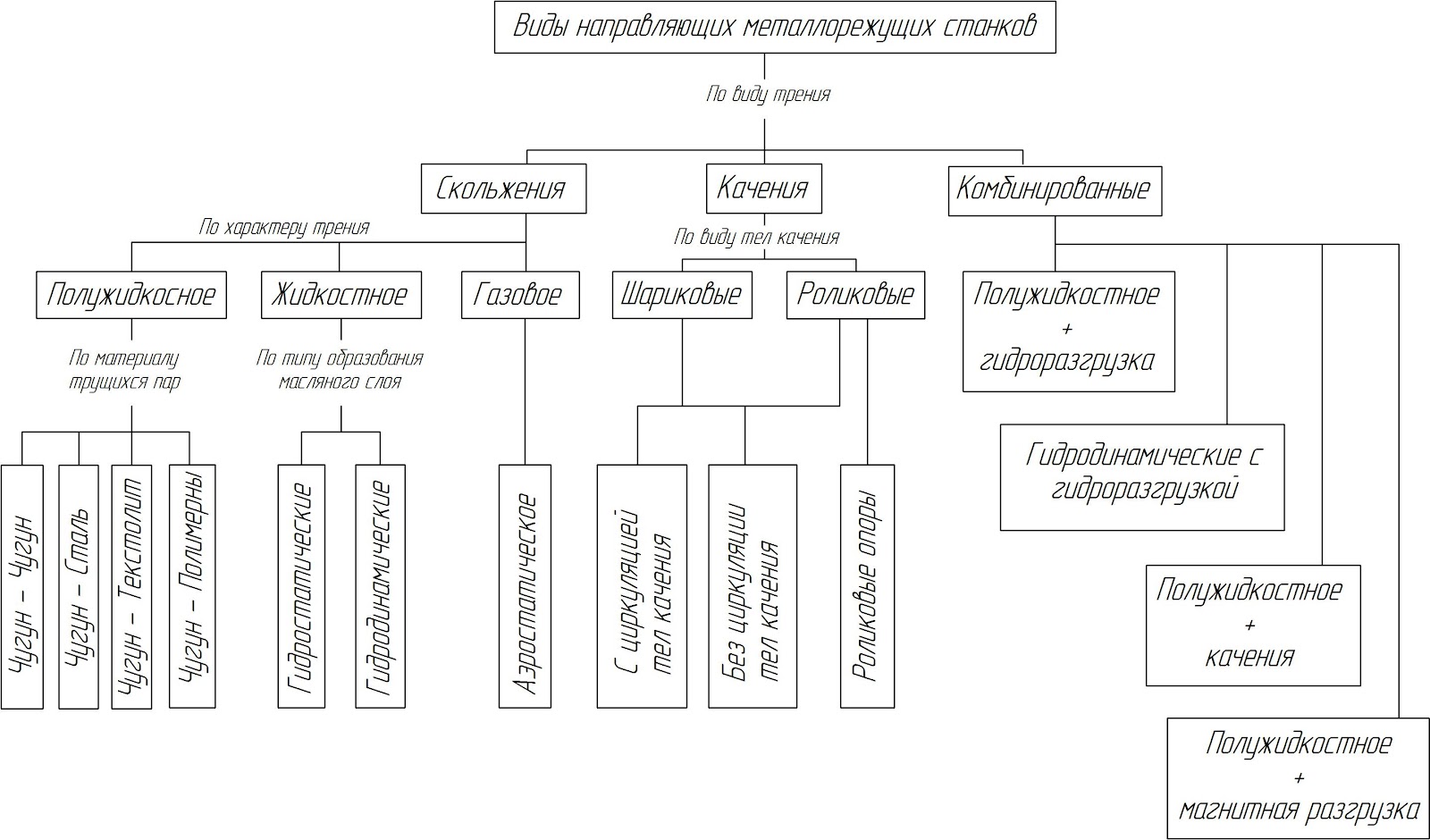 Рис. 1 Виды направляющих станков
Рис. 1 Виды направляющих станков
Направляющие скольжения
Направляющие, подвижные элементы которых взаимодействуют напрямую. К их преимуществам относится доступность, простота и широкая вариативность.
Линейные направляющие станков имеют несколько типовых форм.
|
Наименование |
Охватываемые |
Охватывающие |
|
Плоские |
Плоские
|
Плоские 2
|
|
Призматические |
Призматические

|
Призматические 2
|
|
Ласточкин хвост |
Ласточкин хвост
|
Ласточкин хвост 2
|
|
Цилиндрические |
Цилиндрические

|
Цилиндрические 2

|
Охватываемые направляющие плохо удерживают смазочный материал, предназначены для небольших скоростей. Однако, они просты в изготовлении и не задерживают стружку. Охватывающие решения увеличивают скорость обработки и хорошо удерживают смазку. К минусам относятся сложность ремонта и потребность в защите направляющих станка от загрязнений.
Характер трения между деталями имеет полужидкостную, жидкостную и газовую форму.
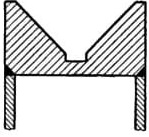
Направляющие с полужидкостным характером трения
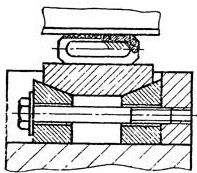
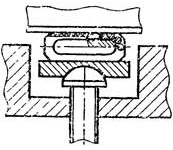
Крупные конструкции со значительным весом. Их основные элементы выполнены из чугуна, ответные – из чугуна, стали, текстолита и полимеров. В роли смазывающей среды выступает пар.
Решения востребованы при изготовлении направляющих станин станков для крупных производств. Они характеризуются простотой конструкции, высокой жесткостью, удобством ухода и эксплуатации. Кроме того, тяжесть элементов обеспечивает прекрасные демпфирующие свойства.
 Рис. 2 Полужидкостные направляющие
Рис. 2 Полужидкостные направляющие
Направляющие с жидкостным характером трения
Подгруппа направляющих систем станков, плавное перемещение которых обеспечивает масло. Выделяют гидростатические и гидродинамические модификации.
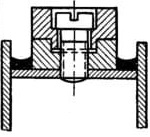
Гидростатические направляющие
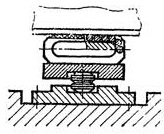
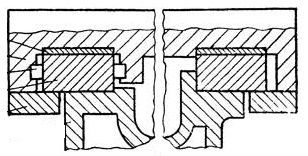
Удобные и функциональные решения с масляными карманами. Последние наполняются смазкой, контактирующей с подвижными элементами. В результате происходит равномерное распределение материала и снижается риск подтеков.
ВАЖНО. Толщина смазочного слоя не превышает 100 мкм при глубине карманов в 1 – 4 мм. Такое исполнение требует точной подгонки компонентов и соблюдения идеальной чистоты на рабочем месте.
 Рис. 3 Гидростатические направляющие
Рис. 3 Гидростатические направляющие
Гидродинамические направляющие
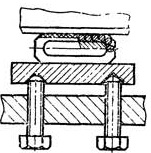
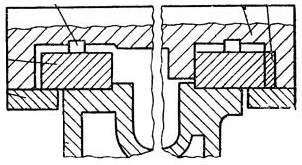
Направляющие с системой канавок, через которые подается масло. В результате образуется прослойка смазочного материала, «поднимающая» перемещаемый элемент. Такие конструкции более просты, не требуют точной настройки, однако могут иметь проблемы с разгоном и торможением.
ВАЖНО. Гидродинамические направляющие эффективны только на значительных скоростях. Они плохо подходят для «медленных» операций с высокой точностью позиционирования.
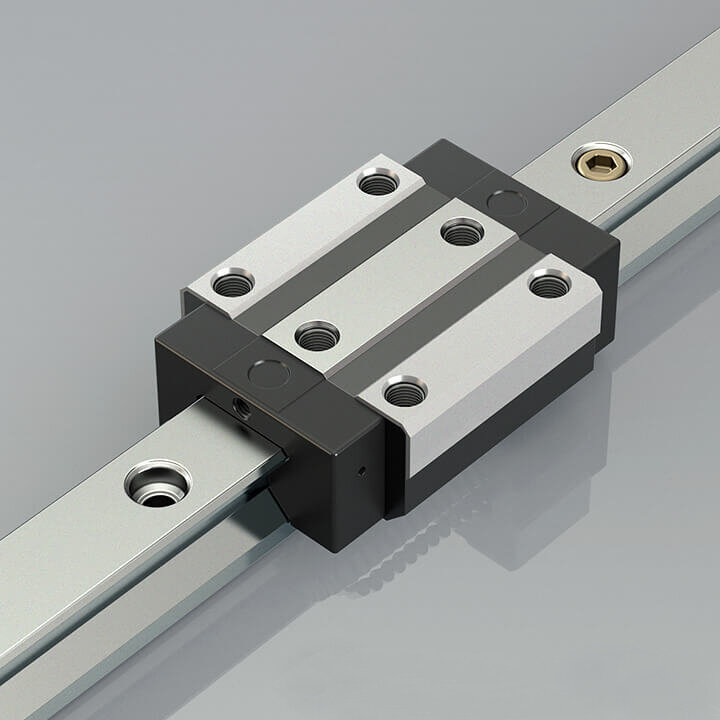 Рис. 4 Гидродинамические направляющие
Рис. 4 Гидродинамические направляющие
Продемонстрировать разницу между гидростатическими и гидродинамическими направляющими позволяет эксперимент со стаканом воды. В первом случае жидкость перемещается равномерно, на ее поверхности отсутствует рябь, во втором – заметны искажения, свидетельствующие о рывках и динамических перегрузках.
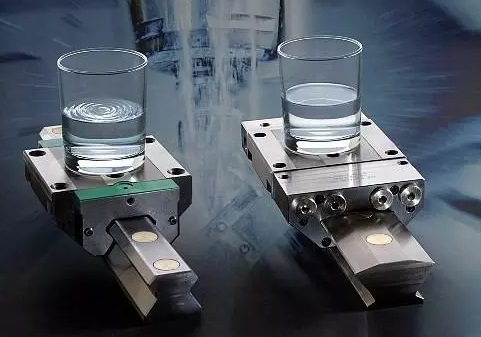 Рис. 5 Разница между гидростатическими и гидродинамическими направляющими
Рис. 5 Разница между гидростатическими и гидродинамическими направляющими
Направляющие с газовым характером трения
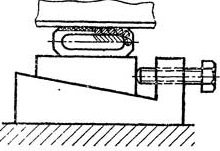
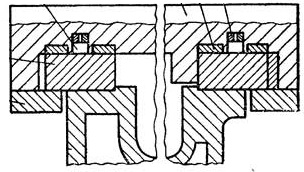
Аэростатические направляющие для ЧПУ станков, использующие газовую смазку как вспомогательную среду. Опорные элементы имеют карманы по аналогии с гидростатическими решениями. Они способствуют созданию равномерной газовой прослойки, минимизирующей трение.
Конструктивное исполнение направляющих обеспечивает высокую точность позиционирования, надежную фиксацию подвижных деталей и значительный эксплуатационный ресурс. К недостаткам относится низкая несущая и демпфирующая способность.
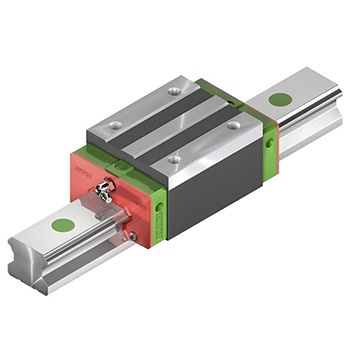 Рис. 6 Аэростатические направляющие
Рис. 6 Аэростатические направляющие
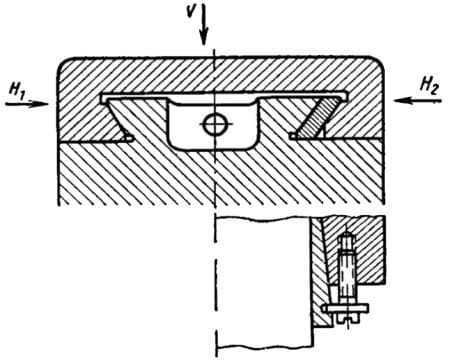
Настройка направляющих скольжения
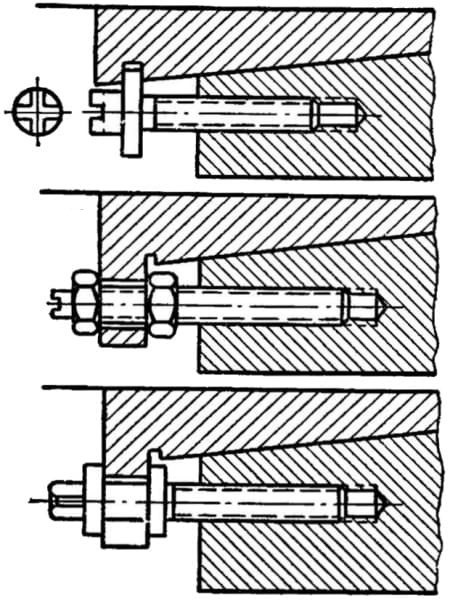
Большинство направляющих скольжения поддерживают точную настройку посредством винтов и прочих резьбовых элементов. Методы калибровки зависят от конфигурации конструкции.
|
Тип регулировки |
Схема |
Тип регулировки |
Схема |
|
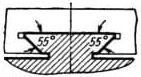
Регулировка зазоров для направляющих "Ласточкин хвост" |
регулировка зазоров для направляющих "Ласточкин хвост"
|
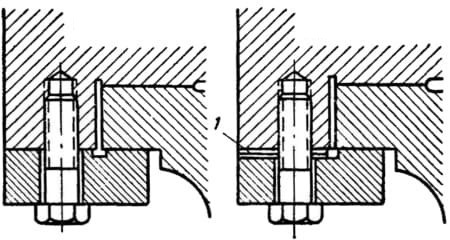
Дополнительная настройка планок |
Дополнительная настройка планок
|
|
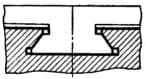
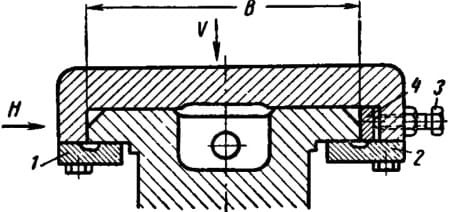
Регулировка зазоров для плоских направляющих |
Регулировка зазоров для плоских направляющих
|
Настройка клиновидных элементов |
Настройка клиновидных элементов
|
|
Работа с трапецеидальными планками |
Работа с трапецеидальными планками
|
Установка накладок |
Установка накладок
|
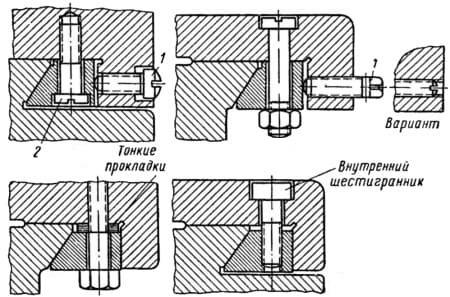
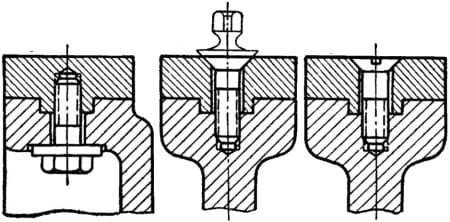
Ответные элементы направляющих фиксируются через разъемные и неразъемные соединения. Во втором случае используется три схемы.
|
Наименование |
Схема |
Наименование |
Схема |
Наименование |
Схема |
|
Сварка с применением двух угловых соединений: внутреннего и наружного |
Сварка с применением двух угловых соединений: внутреннего и наружного
|
Сварка встык |
Сварка встык
|
Сварка путем наложения крупного П-образного шва в проеме между основанием и опорой направляющей |
Сварка путем наложения крупного П-образного шва
|
Сварочные работы целесообразны на крупных, промышленных станках, испытывающих значительные нагрузки. Получаемые соединения значительно прочнее резьбовых, при этом требуют дополнительных усилий при демонтаже.
Направляющие качения
Обширная группа устройств, представленная шариковыми и роликовыми направляющими для станков. В первом случае между подвижными элементами присутствует ряд металлических шариков. Они размещены на удерживающих дорожках, сводят к минимуму площадь контакта опоры и ответной детали. В результате обеспечивается легкое перемещение и минимальная инерционность.
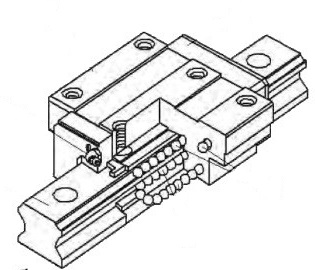 Рис. 7 Конструкция шариковой направляющей
Рис. 7 Конструкция шариковой направляющей
Специфика распределения шариков зависит от исполнения направляющих. Как правило, используется три модели размещения.
 Рис. 8 Способы распределения шариковых дорожек
Рис. 8 Способы распределения шариковых дорожек
Роликовые направляющие имеют схожий принцип действия. При этом элементами, минимизирующими контакт, выступают металлические и полимерные колеса. Они устанавливаются на специальных рельсах с заданной траекторией.
 Рис. 9 Устройство подвижного узла роликовой направляющей
Рис. 9 Устройство подвижного узла роликовой направляющей
Калибровка направляющих качения выполняется 6 способами
|
Способ калибровки |
Схема |
Способ калибровки |
Схема |
|
Путем комбинированного использования пружин и прижимных винтов |
Путем комбинированного использования пружин и прижимных винтов
|
С использованием двух клиньев со встречным расположением |
С использованием двух клиньев со встречным расположением
|
|
С использованием пружин |
С использованием пружин
|
При помощи подвижной планки и винтов |
При помощи подвижной планки и винтов
|
|
С использованием клиновидных элементов |
С использованием клиновидных элементов
|
С применением настраиваемой шаровой опоры |
С применением настраиваемой шаровой опоры
|
Комбинированные направляющие
Комбинированные решения сочетают возможности устройств на принципах скольжения и качения. Это позволяет получить преимущества обоих способов, создав оптимальный вариант для производства.
Выделяют три типа направляющих станков с комбинированной моделью.
|
Конфигурация направляющих |
Изображение |
|
Направляющие, основная поверхность которых перемещается посредством скольжения. При этом боковые части имеют дополнительную фиксацию за счет элементов качения. |
Направляющие, основная поверхность которых перемещается посредством скольжения
|
|
Противоположность предшествующего решения. Основные усилия по перемещению принимает механизм качения, а дополнительные – скольжения. |
Противоположность предшествующего решения
|
|
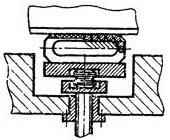
Направляющие скольжения с подпружиненными роликовыми опорами. |
Направляющие скольжения с подпружиненными роликовыми опорами
|
Настройка механизмов осуществляется с учетом особенностей конфигурации.
Как подобрать направляющие?
Подбор направляющих для станков осуществляется по скорости перемещения и типу операций, а также способу обработки. В решении данных задач помогут соответствующие таблицы и технологические карты предприятия.
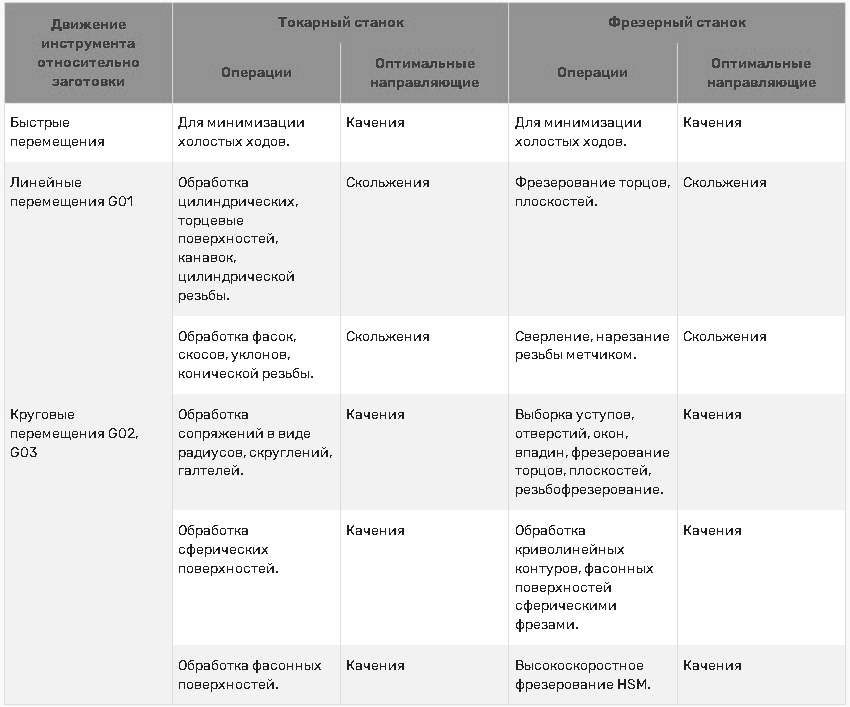 Таблица 1 Подбор направляющих с учетом скорости перемещения и типа операций
Таблица 1 Подбор направляющих с учетом скорости перемещения и типа операций
 Таблица 2 Подбор направляющих с учетом типа обработки
Таблица 2 Подбор направляющих с учетом типа обработки




