
Производственные предприятия осуществляют накатку резьбы по ГОСТ 19256-73. В качестве заготовок выступают трубы, спицы, стержни и т.д. Работы проводятся на станках для накатки резьбы с обширным функционалом.
Преимущества накатки резьбы
Формирование резьбы накаткой дает ряд преимуществ.
- Отсутствие отходов. Накатка резьбы на трубе и стержнях не предполагает использование режущего инструмента. Как результат, отсутствуют отходы в виде стружки.
- Высокая скорость. Действие выполняется за одну операцию вне зависимости от диаметра под накатку резьбы. Мастеру не нужно выполнять черновой, получистовой и чистовой проход.
- Точность и прочность. При проведении работ задействуется высокоточный инструмент для накатки резьбы. Витки формируются за счет пластической деформации, что обеспечивает их высокую прочность.
Накатка широко используется в серийном производстве. Многие разъемные соединения в автомобиле- и станкостроении создаются с ее помощью.
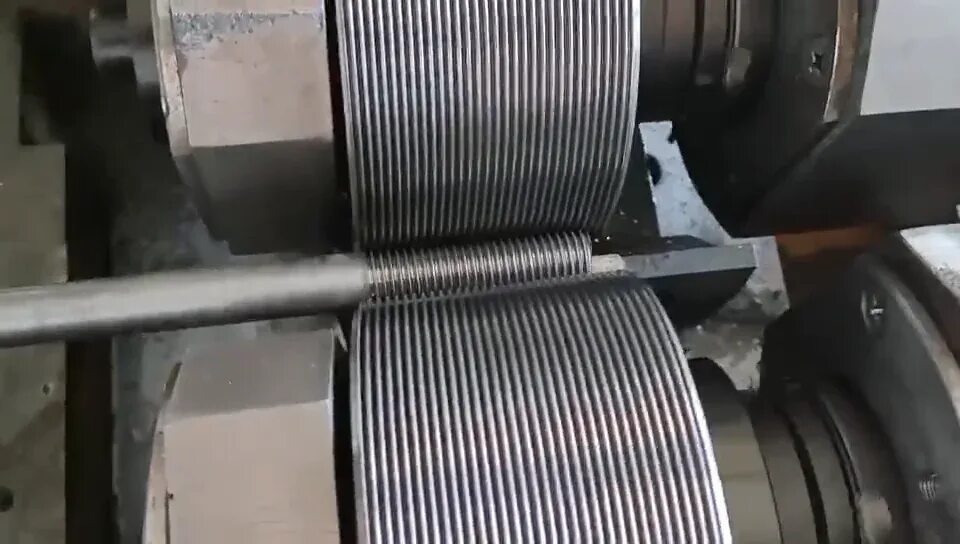 Рис. 1 Накатка резьбы
Рис. 1 Накатка резьбы
Накатка посредством плашек
При накатке резьбы используется минимум 2 плашки. Одна соединяется с ползунком станка, выполняет возвратно-поступательные движения, вторая – имеет статичное положение.
 Рис. 2 Принцип накатки резьбы посредством плашек
Рис. 2 Принцип накатки резьбы посредством плашек
Работа с двумя плашками
Обрабатываемая деталь размещается между двумя плашками, подвергается воздействию верхнего подвижного элемента. Тангенциальное усилие заставляет заготовку вращаться вокруг оси, радиальное – формирует резьбу.
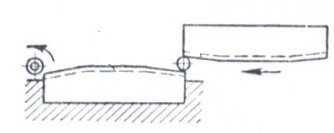 Рис. 3 Схема движения элементов при работе с двумя плашками
Рис. 3 Схема движения элементов при работе с двумя плашками
Двух плашек достаточно для накатки резьбы на спицах, шурупах, винтах и прочих изделиях с цилиндрическим профилем.
Возможно использование плашек особой конфигурации. Такие элементы обладают заборными частями, позволяют работать с двумя заготовками. Решение оптимально для серийного производства, существенно экономит время и ресурсы.
 Рис. 4 Исполнение накатных плашек
Рис. 4 Исполнение накатных плашек
Метод, основанный на использовании одной подвижной плашки и двух статичных элементов. Допускается взаимодействие с двумя заготовками. Первая деталь обрабатывается при прямом ходе плашки, вторая – при обратном.
В работу принимаются типовые стержни под накатку резьбы, спицы, трубы и т.д. Допускается формирование резьбы с трапецеидальным профилем.
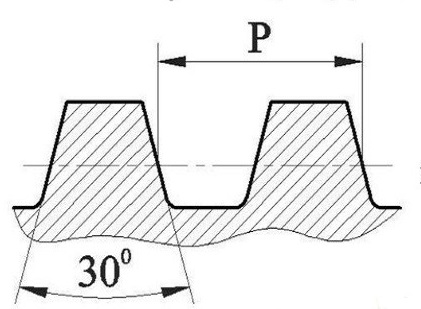 Рис. 5 Трапецеидальная резьба
Рис. 5 Трапецеидальная резьба
Накатка не всегда используется для создания резьбы. С ее помощью формируется рифленая поверхность, препятствующая проскальзыванию и смещению заготовки. Действие выполняется в один или несколько проходов. Второй вариант актуален при пересекающемся рисунке углублений.
 Рис. 6 Рифленая накатка на поверхности деталей
Рис. 6 Рифленая накатка на поверхности деталей
Накатка посредством цилиндрического инструмента
Накатка резьбы роликами на профильных станках. Специфика подачи инструмента зависит от конфигурации оборудования и требований к формируемому соединению. Наиболее распространена тангенциальная и радиальная подача.
 Рис. 7 Накатка резьбы роликами
Рис. 7 Накатка резьбы роликами
Накатка с тангенциальной подачей инструмента
Востребованный способ обработки, активно используемый в промышленности. Многообразие доступных решений позволяет адаптировать оборудование под имеющиеся нужды, исключает избыточные производственные издержки.
Работа на планетарных станках
Формирование резьбы на станках планетарного типа. Заготовка обрабатывается посредством ролика и резьбовых сегментов. При увеличении длины сегмента увеличивается длина накатного пути. Это повышает качество и скорость процесса обработки.
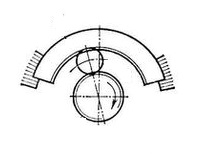 Рис. 8 Обработка на планетарных станках
Рис. 8 Обработка на планетарных станках
Данный способ накатки позволяет получить крепежи 2-го и 3-го класса точности. Они активно используются в быту и серийном производстве.
Использование затылованных роликов
Метод накатки резьбы, предполагающий применение роликов со следующими элементами:
- выемка;
- заборная часть;
- калибрующая часть;
- сбрасывающая часть.
Выемка вводит заготовку в зону обработки. Заборная часть имеет неполный профиль резьбы, в то время как калибрующая и сбрасывающая – полный. Использование такого инструмента исключает потребность в сближении роликов, упрощает кинематическую схему оборудования. Допускается нанесение резьбы на оба конца заготовки, а также единовременная работа с несколькими деталями.
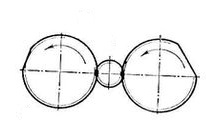 Рис. 9 Формирование резьбы посредством двух роликов
Рис. 9 Формирование резьбы посредством двух роликов
Использование роликов разной конфигурации
Способ, предполагающий накатку с различным сочетанием роликов.
- Разный диаметр, но равное число оборотов. Решение для формирования малых шлицев и рифлений. Возможно выполнение работ по правке и полировке.
- Равный диаметр, но разное число оборотов. Сочетание инструмента, обеспечивающее качественную работу с канавками, зубьями и рифлениями. Допускается проведение работ по калибровке тел вращения.
Подготавливаемая резьба имеет любой профиль: от ромбического до треугольного.
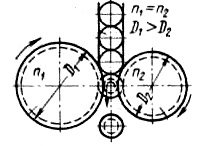 Рис. 10 Обработка заготовок роликами разных диаметров
Рис. 10 Обработка заготовок роликами разных диаметров
Накатка с радиальной подачей инструмента
Способ обработки позволяет использовать разное количество роликов для накатки резьбы.
- Накатка одним роликом с винтовой нарезкой.
- Накатка двумя роликами многозаходного типа.
- Накатка двумя роликами многозаходного типа.
Последний метод демонстрирует высокую производительность труда и точность выполнения операций.
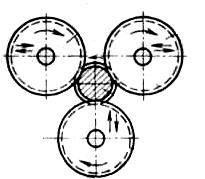 Рис. 11 Нарезание резьбы тремя роликами
Рис. 11 Нарезание резьбы тремя роликами
Также возможно использование прочих способов накатки резьбы.
- Осевая подача заготовки с последующим воздействием от 1 до 3 роликов с кольцевой нарезкой.
- Радиально-осевая подача детали.
- Применение неприводного инструмента цилиндрической формы с тангенциальной подачей.
Последний метод предполагает работу с неподвижными заготовками. Он оптимален при накатке резьбы на габаритные детали.
Получение информации для настройки оборудования
При работе со всеми типами стержней используются таблицы накатки резьбы. Они присутствуют в отраслевых нормативах, содержат сведения о шаге, диаметре резьбы, допусках и т.д.
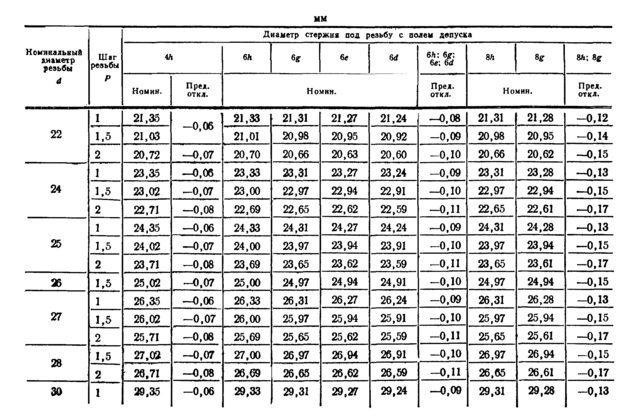 Таблица 1. Параметры накатки резьбы на металлические стержни
Таблица 1. Параметры накатки резьбы на металлические стержни
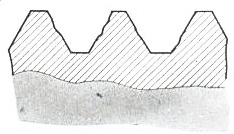
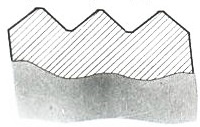
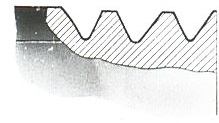
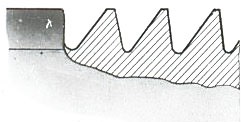
Наиболее распространенные дефекты
При нарушении требований ГОСТа на накатку резьбы возникает ряд проблем.
| Дефект | Изображение |
| Недостаточная чистота резьбовой поверхности |
Недостаточная чистота резьбовой поверхности
|
| Некорректный угол профиля |
Некорректный угол профиля
|
| Несоблюдение размеров |
Несоблюдение размеров
|
| Искаженный профиль |
Искаженный профиль
|
Возможно появление прочих дефектов, связанных с низким качеством заготовки: шелушение, отслаивание, растрескивание, выкрашивание и т.д.
 Рис. 12 Дефектная резьба
Рис. 12 Дефектная резьба
Общие рекомендации
Снизить риск брака при накатке резьбы помогут следующие рекомендации.
- Используйте качественные заготовки. Детали, на которых формируется резьба, должны быть выполнены из марочных сплавов. Не рекомендуется применять заготовки из стали сомнительного происхождения. Это негативно отразится на прочности изделий и качестве обработки.
- Проверьте настройки станка. Параметры накатки резьбы должны соответствовать требованиям в технологической карте. Перед началом работ стоит проверить настройки оборудования и убедиться в отсутствии ошибок.
- Используйте качественный инструмент. Не последнюю роль играет исполнение роликов и пластин для накатки резьбы. Рекомендуется задействовать качественный инструмент от проверенного производителя.
Ответственный подход к работе, а также применение качественного инструмента, материала и оборудования гарантируют отличный результат.
 Рис. 13 Станок для накатки резьбы
Рис. 13 Станок для накатки резьбы
Приобретение инструмента для проведения работ
Интернет-магазин «РИНКОМ» реализует резьбонакатные ролики. Продукция соответствует требованиям ГОСТ 9539-72, выполнена из стали Х12МФ или Х6ВФ. Диаметр посадочных отверстий составляет 45 – 100 мм, ширина роликов – от 30 до 125 мм.
 Рис. 14 Резьбонакатные ролики
Рис. 14 Резьбонакатные ролики
В ассортименте решения для работы с метрической резьбой М3 – М28 при шаге от 0,5 до 4,5 мм.
Помощь в подборе инструмента оказывают консультанты магазина. Они предлагают решения для всех типов станков, информируют о новых поступлениях, отвечают на вопросы заказчика. Для общения со специалистами воспользуйтесь телефоном, функционалом сайта или электронной почтой.




