
Отличие многозаходной резьбы от однозаходной
Многозаходная метрическая резьба отличается от однозаходной количеством шагов на ход.
| Тип резьбы | Описание | Изображение |
| Однозаходная | Ход резьбы равен количеству шагов: на один заход – один шаг. |
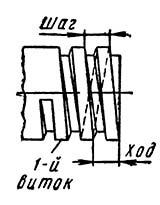
|
| Двухзаходная | Ход вдвое больше шага резьбы |
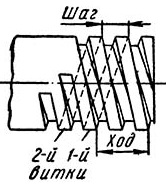
|
| Трехзаходная | Ход втрое больше шага резьбы. |
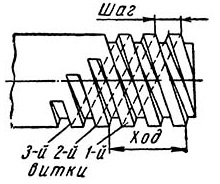
|
Применение многозаходной резьбы весьма обширно. Ее можно встретить на окулярах биноклей, в микроскопах, на закручивающихся крышках и запорных элементах технологических емкостей.
 Рис. 1 Многозаходная резьба на валах
Рис. 1 Многозаходная резьба на валах
Ключевые параметры резьбы
Специалисты нарезают многозаходную резьбу по ГОСТ 24739-81. Стандарт определяет ключевые параметры соединений, среди которых: наружный, внутренний и средний диаметр, ход и шаг резьбы, число заходов, длина свинчивания группы и отклонения в диаметре.
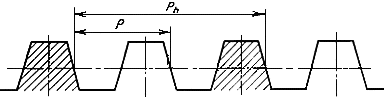 Рис. 2 Резьба трапецеидальная многозаходная ГОСТ 24739-81
Рис. 2 Резьба трапецеидальная многозаходная ГОСТ 24739-81
Трапецеидальная многозаходная резьба на рисунке 2 имеет следующую расшифровку обозначений
- P – шаг резьбы;
- Pn – ход резьбы.
При нарезании многозаходных резьб предусмотрены определенные допуски.
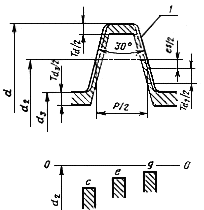 Рис. 3 Положение полей допуска для резьбы наружного типа
Рис. 3 Положение полей допуска для резьбы наружного типа
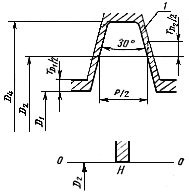 Рис. 4 Положение полей допуска для резьбы внутреннего типа
Рис. 4 Положение полей допуска для резьбы внутреннего типа
Допуски устанавливаются в соответствии со степенями точности. Параметры регламентированы действующим стандартом, имеют числовое обозначение.
 Таблица 1. Степени точности диаметров
Таблица 1. Степени точности диаметров
Поля допусков для наружной и внутренней резьбы установлены в рамках классов точности. Действующий стандарт предполагает наличие 3 категорий: точная, средняя и грубая.
 Таблица 2. Поля допусков
Таблица 2. Поля допусков
Дополнительные сведения касательно длины свинчивания представлены в ГОСТ 9562.
Обозначение многозаходной резьбы на чертеже
Обозначение многозаходной резьбы на чертеже формируется с учетом диаметра, хода и шага. Например, резьба трапецеидальная многозаходная по ГОСТ 24739-81, обозначенная Tr20х8(Р4), имеет следующую расшифровку.
- Tr – трапецеидальная резьба.
- 20 – номинальный диаметр.
- 8 – ход.
- 4 – шаг многозаходной резьбы.
Если резьба относится к левому типу, в обозначение добавляется LH. Возможно дополнительное указание поля допуска наружного и среднего диаметра.
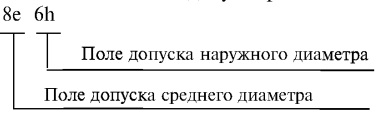 Рис. 5 Пример обозначения полей допуска среднего и наружного диаметра
Рис. 5 Пример обозначения полей допуска среднего и наружного диаметра
Также возможно дополнительное указание длины свинчивания.
 Рис. 6 Пример обозначения с полем допуска среднего диаметра и длиной свинчивания
Рис. 6 Пример обозначения с полем допуска среднего диаметра и длиной свинчивания
Нарезание многозаходной резьбы
Нарезать многозаходную резьбу можно посредством зубчатых колес и делительных патронов. При работе с зубчатыми колесами важно правильно подобрать оснастку. Ведущее колесо должно иметь установленное количество зубьев, делимое без остатка на число заходов резьбы: для двухзаходной резьбы – кратное 2, для трехзаходной – кратное 3 и т.д.
 Рис. 7 Нарезание резьбы посредством сменных зубчатых колес
Рис. 7 Нарезание резьбы посредством сменных зубчатых колес
Нарезание многозаходной резьбы на токарном станке предполагает использование поводкового делительного патрона. Он имеет число пазов, кратное количеству ходов, обеспечивает точный поворот заготовки при выполнении работ.
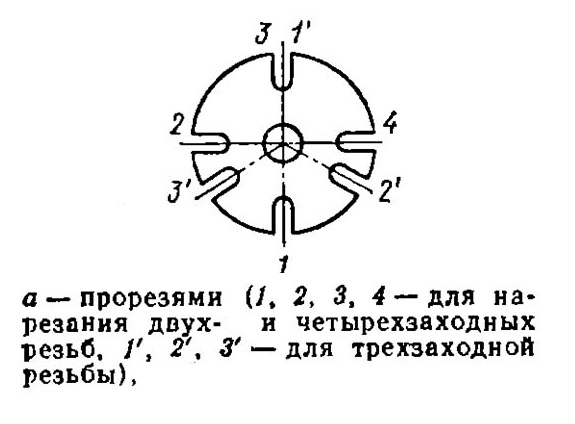 Рис. 8 Поводковый делительный патрон
Рис. 8 Поводковый делительный патрон
Также возможно использование специального делительного патрона. Он обладает удобной шкалой, обеспечивает качественную работу с 2- и 3-заходной резьбой.
 Рис. 9 Специальный делительный патрон
Рис. 9 Специальный делительный патрон
После каждого цикла многозаходной резьбы суппорт патрона возвращается в исходное положение.
Работа с несколькими резцами
Нарезание резьбы возможно посредством специального инструмента. Он содержит количество резцов, соответствующее заходам. Работа с подобными изделиями не требует точных расчетов и регулярной калибровки оборудования. Достаточно установить инструмент в державку и произвести нарезание по стандартному алгоритму.
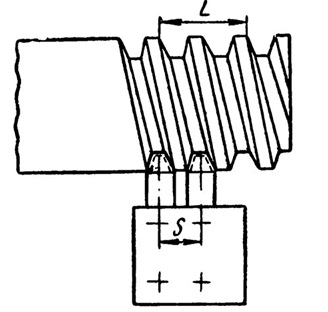 Рис. 10 Нарезание двухзаходной резьбы специальным резцом
Рис. 10 Нарезание двухзаходной резьбы специальным резцом
В качестве альтернативы выступает гребенка. Она одновременно нарезает все заходы, перемещается соразмерно подаче суппорта. Шаг резьбы определяется шагом гребенки, не подлежит изменению в рамках выбранного инструмента.
 Рис. 11 Гребенки для нарезания резьбы
Рис. 11 Гребенки для нарезания резьбы
Среди недостатков использования гребенок выделяют увеличенный риск деформации заготовок и высокие требования к точности исполнения инструмента.
Проверка качества
Оценка качества многозаходной резьбы предполагает использование шаблонов и проведение визуального осмотра. Шаблоны содержат эталонный профиль резьбы. Они прикладываются к готовому изделию в рамках проверки. При отсутствии отклонений продукт проходит приемку.
 Рис. 12 Шаблоны для работы с резьбой
Рис. 12 Шаблоны для работы с резьбой
При визуальном осмотре изделия могут быть выявлены следующие недочеты.
| Тип дефекта | Изображение | Тип дефекта | Изображение |
| Искаженный профиль |
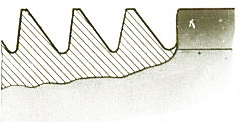
|
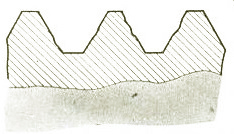
Некорректный угол профиля |
|
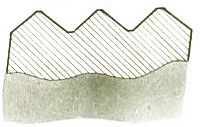
| Недостаточная чистота поверхности |
|
Несоблюдение размеров |
|
Резьба с перечисленными дефектами не подлежит восстановлению. Такие изделия отбраковывают.
Покупка инструмента для нарезания многозаходной резьбы
Приобрести инструмент для нарезания однозаходной и многозаходной резьбы поможет интернет-магазин «РИНКОМ». Мы реализуем все необходимое для проведения работ: резцы, гребенки, твердосплавные пластины, токарные патроны, измерительные инструменты и многое другое.
Воспользоваться нашим предложением стоит по ряду причин.
- Высокое качество продукции. Приобретение сертифицированного товара, соответствующего требованиям нормативов.
- Содействие в подборе подходящих решений для производственных нужд и бытового использования.
- Прозрачные расценки. Скидки для оптовых покупателей.
Для ознакомления с полным ассортиментом изделий посетите соответствующий раздел каталога.




