
Изделия отличаются от полноразмерных аналогов по ряду параметров.
- Материал изготовления. При производстве токарных минирезцов задействуются твердые сплавы. Инструмент имеет однородную структуру, что обеспечивает высокую прочность и уменьшает вибрации.
- Работа на умеренных скоростях. Взаимодействие с малогабаритными элементами предполагает высокую точность подачи. Чтобы минимизировать погрешность при операциях, резцы подаются на малых и средних скоростях.
- Отсутствие канала для СОЖ. Твердосплавные минирезцы не содержат проема для подачи эмульсии. При работе с ними уделяется особое внимание охлаждению.
- Способ фиксации. Для удержания резцов используются винты. Они зажимают инструмент в специальной втулке, исключая его смещение при эксплуатации. Также допускается работа с профильными резцедержателями.
Втулка выступает не только фиксатором, но и переходником. Внешний диаметр в 12 – 16 мм позволяет закрепить ее на стандартном станке.
ВАЖНО. Многие производители защищают рабочую часть резцов нитридом титана. Покрытие выдерживает нагрев до 900 градусов, имеет прочность до 3 000 HV.
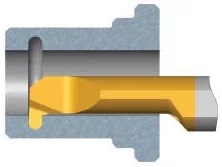
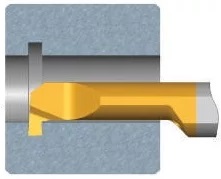
 Рис. 1 Минирезец
Рис. 1 Минирезец
Ассортимент инструмента
В продаже представлены токарные минирезцы по металлу для различных операций.
|
Тип операции |
Описание инструмента |
Изображение инструмента |
Схема выполнения работ |
|
|
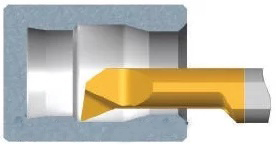
Расточка |
Минирезцы в двух исполнениях: SBFS и SBFB. Первые имеют прямую режущую кромку с углом в плане 90 градусов, вторые – 30-градусную кромку с отводом стружки назад. Минимальный диаметр растачивания составляет 2,2 – 5,2 мм, радиус закругления рабочей части – от 0,05 до 0,15 мм. Расточные минирезцы оптимальны для заготовок из нержавеющей стали. |
Расточка

|
Расточка
|
|
|
Точение |
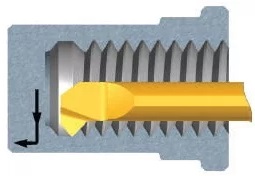
Инструмент, формирующий отверстия правильной формы без дополнительных выступов и канавок. С их помощью выполняются операции, предшествующие нарезанию резьбы и созданию внутреннего профиля. |
Точение

|
Точение
|
|
|
Обратное точение |
Резцы, создающие скрытые полости и проемы, за счет особого исполнения рабочей части. Изделия востребованы при изготовлении нетиповых и сложных деталей. |
Обратное точение

|
Обратное точение
|
|
|
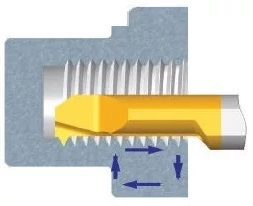
Нарезание резьбы |
Резьбовые минирезцы для внутренних работ. Их угол в плане составляет 98 градусов при радиусе закругления рабочей части 0,05 мм. Малые размеры формируемых витков требуют особого внимания к режиму обработки и охлаждению. |
Нарезание резьбы

|
Нарезание резьбы
|
|
|
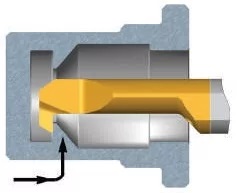
Снятие внутренней фаски |
Инструмент, формирующий переходные поверхности внутри отверстий. |
Снятие внутренней фаски

|
Снятие внутренней фаски
|
|
|
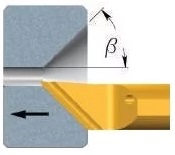
Снятие наружной фаски и профилирование |
Резцы, создающие наружную фаску. Также с их помощью подготавливается профиль в виде эллипса, сферы или иной формы. |
Снятие наружной фаски

|
Снятие фаски |
Профи-лирование |
|
Снятие фаски
|
Снятие фаски
|
|||
|
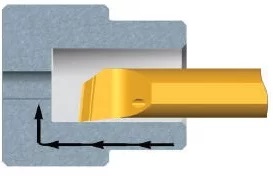
Создание торцевых канавок |
Оснастка с характерным выступом в рабочей части. Он формирует канавки на дне отверстия, создавая посадочные проемы для уплотнителей, пружин и прочих компонентов. |
Создание торцевых канавок

|
Создание торцевых канавок
|
|
|
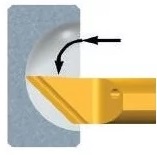
Подготовка радиусных канавок |
Инструмент с закругленным Г-образным резцом, вырезающим радиусные канавки. Операция проводится внутри отверстия, размерность канавки соответствует профилю оснастки. |
Подготовка радиусных канавок

|
Подготовка радиусных канавок
|
|
|
Подготовка прямоугольных канавок |
Минирезцы по металлу для токарных станков, аналогичные предыдущим. Различие заключается в профиле канавок – он не имеет закруглений. |
Подготовка прямоугольных канавок

|
Подготовка прямоугольных канавок
|
|
|
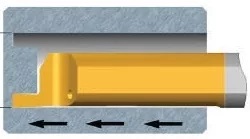
Формирование углубленных канавок |
Оснастка с удлиненной рабочей частью. Она позволяет формировать канавки значительной глубины, выступающие технологическими проемами. |
Формирование углубленных канавок

|
Формирование углубленных канавок
|
|
Инструменты последнего типа имеют увеличенную длину при малой толщине, однако это не приводит к их быстрой поломке и деформации. Высокая прочность изделий обусловлена использованием твердых сплавов серий ТК, ВК, ТТК и ТН.
Специфика применения минирезцов
При эксплуатации оснастки должны соблюдаться режимы резания. Они разрабатываются индивидуально, с учетом параметров заготовки, характеристик применяемого инструмента и специфики выполняемых операций. Дополнительные сведения по данной теме представлены в статье «Токарные режимы резания».
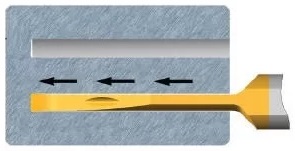
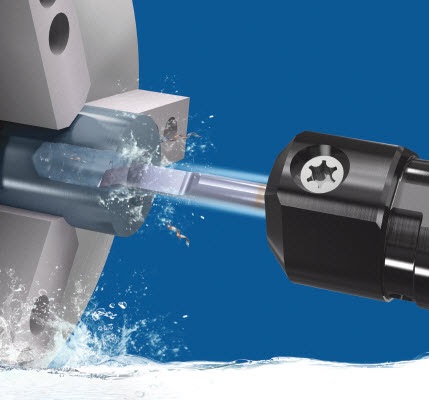 Рис. 2 Обработка заготовки посредством минирезца
Рис. 2 Обработка заготовки посредством минирезца
В каких случаях вероятно нарушение режима?
Нарушение режима возникает при износе оборудования, некачественной подготовке заготовок и неправильном подборе инструмента. Для предотвращения проблем рекомендуется своевременно обслуживать технику, организовать промежуточный контроль при работе с деталями, а также проверять соответствие резца и материала заготовки.
 Рис. 3 Дефекты на поверхности детали при некорректном выборе режима обработки
Рис. 3 Дефекты на поверхности детали при некорректном выборе режима обработки
ВАЖНО. Соблюдение режимов контролируют технологи предприятия. При широкой номенклатуре изделий целесообразно увеличить их штат, назначив ответственного за каждую категорию товаров.
Охлаждение рабочей зоны
Отсутствие каналов для СОЖ требует особого подхода к охлаждению инструмента и рабочего участка. Задача решается внешней подачей перечисленных составов.
|
Тип охлаждения |
Описание |
Изображение |
|
Минеральные масла и керосины |
Доступные и распространенные материалы, обеспечивающие теплоотвод и смазывание поверхности. Керосин имеет большую проникающую способность, оптимален для деталей со сложным профилем. |
Минеральные масла и керосины

|
|
Водные растворы ПАВ |
Растворы на базе поверхностно активных веществ. Они продуктивно отводят тепло, способствуют дополнительной защите заготовок. |
Водные растворы ПАВ

|
|
Пасты и эмульсолы |
Густой материал, заблаговременно размещаемый в месте обработки. Он выступает в роли смазки и теплоотводящей субстанции, оптимален для труднодоступных мест с невозможностью регулярной подачи охлаждающего раствора. |
Пасты и эмульсолы

|
|
Эмульсии |
Комбинированные охлаждающие жидкости на базе минеральных и полусинтетических масел. Состав предназначен для непрерывной подачи, поставляется в готовом и концентрированном виде. |
Эмульсии
|
При подборе способа охлаждения используются специальные графики и рекомендации отраслевых нормативов.
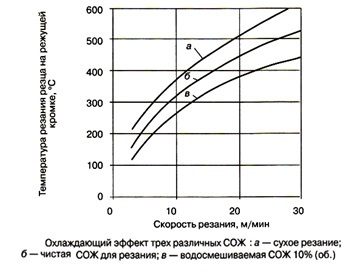 Рис. 4 График подбора охлаждающего материала
Рис. 4 График подбора охлаждающего материала




