
- Задачи хонингования
- Технология хонингования
- Хонинговальные головки
- Как выполняется хонингование?
- Условия качественного хонингования
- Популярные вопросы о хонинговании
- Какой угол развала штриховки допустим при хонинговании?
- Наличие хона приводит к разрушению поршневых колец?
- Каков принцип лазерного хонингования?
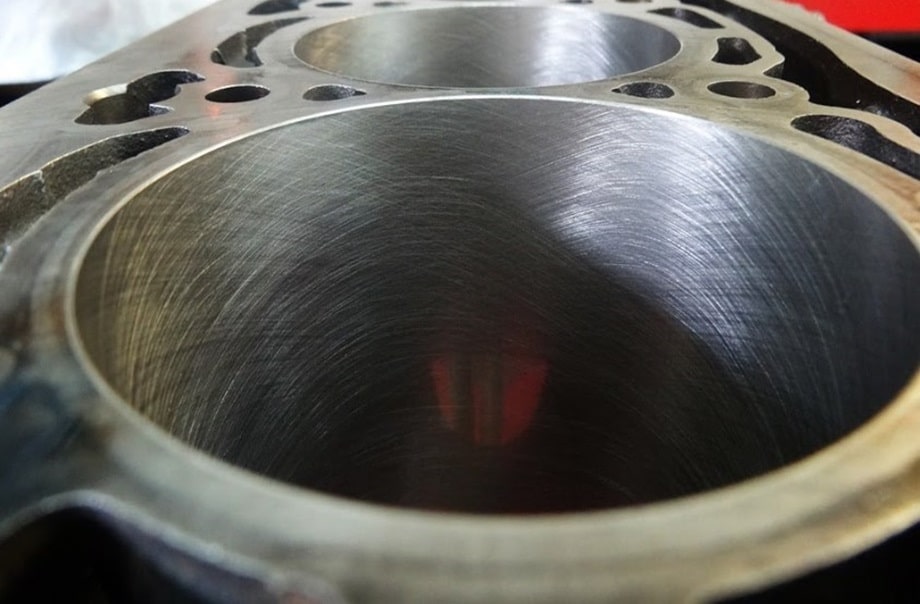 Рис. 1 Цилиндры после хонингования
Рис. 1 Цилиндры после хонингования
Задачи хонингования
Хонингование блока цилиндров решает следующие задачи.
- Предотвращение дефектов, связанных с осевым смещением отверстия.
- Устранение микронеровностей после расточки.
- Соблюдение ремонтного размера.
- Создание шероховатости требуемой структуры.
- Существенное сокращение периода обкатки.
- Предотвращение прорыва отработанных газов в картер мотора.
- Повышение компрессии.
- Предотвращение эффекта конусности.
Наличие шероховатости, близкой к заводской, – обязательное условие. Она улучшает удержание масла, снижает фрикционный износ и риск появления задиров.
 Рис. 2 Задиры в блоке цилиндров
Рис. 2 Задиры в блоке цилиндров
Технология хонингования
Хонингование блока предполагает последовательную механическую обработку цилиндра профильным абразивным инструментом. Он постепенно удаляет микронные слои металла, приводит диаметр к требуемому размеру. Попутно формируются насечки заданной формы и величины.
|
Состояние поверхности до хонингования |
Изображение |
Состояние поверхности после хонингования |
Изображение |
|
Плоскость изобилует микронеровностями различной высоты, исключающими плотное прилегание компонентов. |
Плоскость

|
Микронеровности сглажены после хонингования двигателя, сформирован требуемый рисунок шероховатости. |
Микронеровности

|
При проведении работ используется керосин и охлаждающе-смазывающие жидкости. Последние представлены эмульсиями с выверенным компонентным составом. Они существенно снижают нагрев поверхности, износ инструмента и вероятность дефектов.
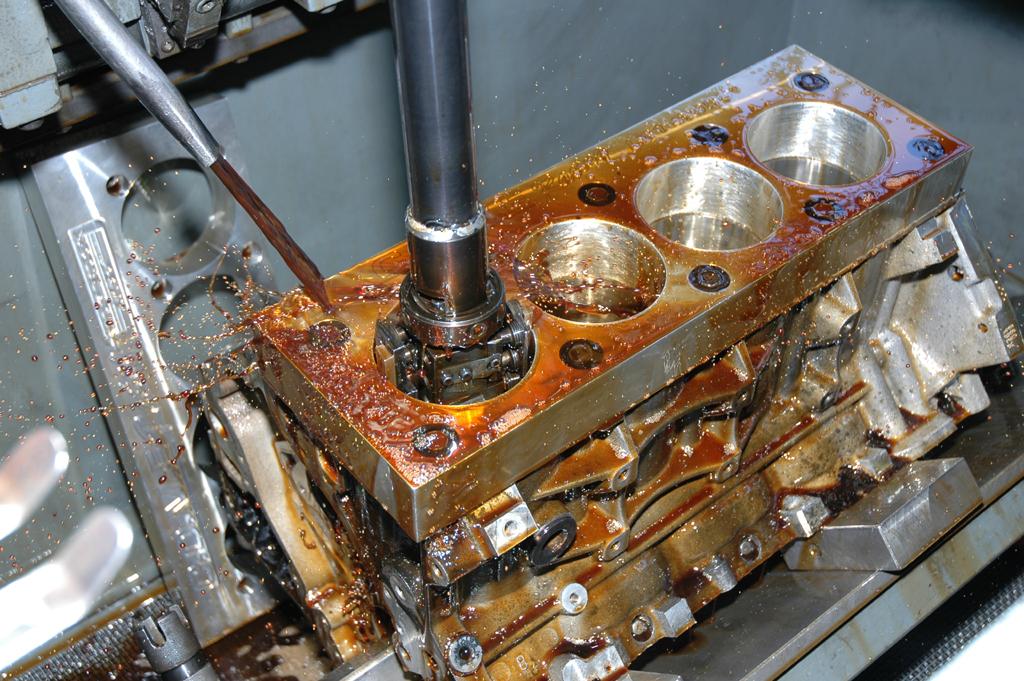 Рис. 3 Хонингование с использованием СОЖ
Рис. 3 Хонингование с использованием СОЖ
В качестве приспособлений для хонингования выступают гибкие щетки и хонинговальные головки. Первые используются при ручной обработке цилиндров, вторые – при автоматизированной.
Хонинговальные щетки
Щетки для хонингования гильз и цилиндров – гибкий абразивный инструмент с множеством независимых шариков. Изделие используется с электрической оснасткой, например дрелью. При его подаче соблюдается соосность с отверстием.
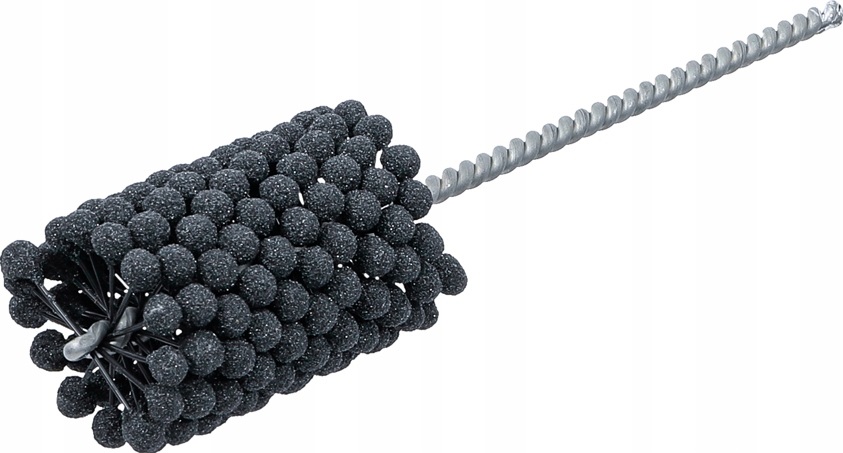 Рис. 4 Хонинговальная щетка
Рис. 4 Хонинговальная щетка
Шарики крепятся нейлоновыми волокнами к центру щетки, равномерно перемещаются при вращении. В результате обеспечивается качественная обработка поверхности, пропорциональная скорости подачи инструмента.
 Рис. 5 Абразивные компоненты щетки
Рис. 5 Абразивные компоненты щетки
Количество и плотность расположения шариков зависит от размерности щетки.
|
Размерность щетки |
Изображение |
Размерность щетки |
Изображение |
|
От 8 до 24 мм |
От 8 до 24 мм

|
От 41 до 76 мм |
От 41 до 76 мм

|
|
От 25 до 41 мм |
От 25 до 41 мм

|
От 76 до 200 мм |
От 76 до 200 мм

|
Приспособления для хонингования цилиндров подбираются в индивидуальном порядке, с учетом диаметра проема. Получить информацию о ремонтных размерах можно в сопроводительной документации на автомобиль.
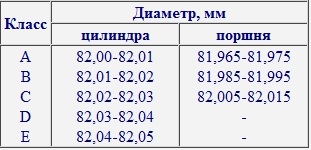 Таблица 1. Пример соотношения ремонтных размеров цилиндров и поршней
Таблица 1. Пример соотношения ремонтных размеров цилиндров и поршней
Хонинговальные головки
Хонинговальные головки – сборный инструмент для механизированной обработки цилиндров. Типовое изделие состоит из следующих деталей.
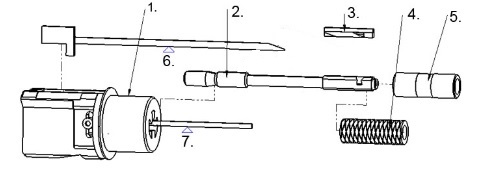 Рис. 6 Компоненты хонинговальной головки
Рис. 6 Компоненты хонинговальной головки
- Адаптер, удерживающий абразивные бруски.
- Оправка.
- Бруски в требуемом количестве.
- Центральная втулка.
- Втулка для правки брусков.
- Расклинивающий элемент.
- Рабочий стержень.
Хонинговальные бруски представлены прямоугольными абразивными элементами. Изделия различаются зернистостью, геометрией, типом абразива и маркой связующего состава.
 Рис. 7 Брусок для хонингования
Рис. 7 Брусок для хонингования
Хонингование поверхности выполняется путем множественного воздействия брусками. Элементы равноудалены от стенок адаптера, что позволяет формировать правильный профиль цилиндра.
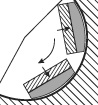 Рис. 8 Схема обработки хонингованием посредством брусков
Рис. 8 Схема обработки хонингованием посредством брусков
Крепление абразивных элементов хонинговальных головок выполняется одним из шести способов.
|
Тип крепления |
Изображение |
Тип крепления |
Изображение |
|
Горизонтальная фиксация винтом |
Горизонтальная фиксация винтом

|
Крепление с помощью нескольких пружин |
Крепление с помощью нескольких пружин

|
|
Вертикальная фиксация винтом |
Вертикальная фиксация винтом

|
Приклеивание |
Приклеивание

|
|
Крепление с помощью одной пружины |
Крепление с помощью одной пружины

|
Припаивание |
Припаивание

|
Количество устанавливаемых брусков зависит от типа головки. Чем больше элементов размещается в рамках адаптера, тем интенсивнее и качественнее обработка.
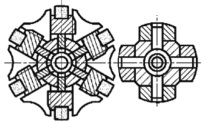 Рис. 9 Головки на 4 и 6 брусков
Рис. 9 Головки на 4 и 6 брусков
Как выполняется хонингование?
Технология расточки и хонингования цилиндров зависит от типа блока.
|
Тип блока |
Описание процедуры |
Изображение |
|
Чугунный |
Хонинговка цилиндров в два этапа. Сначала используется инструмент с высокой зернистостью абразивов. Он убирает крупные неровности и корректирует размер. Далее выполняется второй проход с мелкоабразивными брусками и щетками. |
Чугунный

|
|
Алюминиевый сплав |
Трехэтапная хонинговка блока цилиндров, включающая черновой, средний и финишный проход. Действие сопровождается постепенным снижением зернистости инструмента. |
Алюминиевый сплав
|
|
Алюминиевый сплав с покрытием из никеля и карбида кремния |
Многократная обработка хонингованием без предварительной расточки. Особые прочностные качества покрытия не позволяют использовать резцы. |
с покрытием из никеля и карбида кремния

|
В каких случаях стоит задуматься о хонинговании?
Как правило, хонинговка блока выполняется в рамках капитального ремонта двигателя. Однако, возможны исключения. В ряде случаев цилиндры не требуют расточки под ремонтный размер, нуждаются лишь в восстановлении насечки.
О необходимости хонинговки двигателя говорят следующие признаки.
- Нестабильные обороты мотора, особенно на холостом ходу.
- Снижение мощности при работе под нагрузкой.
- Повышенный расход топлива и масла.
- Изменение цвета выхлопа. Появление синего или насыщенного серого оттенка.
При обнаружении любой из перечисленных проблем стоит организовать диагностику и последующее сервисное обслуживание. Мастер может выполнить хонинговку своими руками или обратиться за помощью к специалистам.
 Рис. 10 Выхлоп, свидетельствующий о проблемах с ДВС
Рис. 10 Выхлоп, свидетельствующий о проблемах с ДВС
Условия качественного хонингования
Чтобы добиться высоких результатов при расточке и хонинговании, необходимо выполнить ряд условий.
Обеспечение равномерных усилий воздействия
Инструмент для хонингования должен формировать правильный профиль отверстия и рисунок насечек. Для этого необходима равномерная подача с распределением нагрузки по всей плоскости цилиндра.
С целью минимизации дефектов стоит использовать хонинговальный станок с ЧПУ. Однако при его отсутствии подойдет и другое точное оборудование.
 Рис. 11 Хонинговальный станок с ЧПУ
Рис. 11 Хонинговальный станок с ЧПУ
Не последнее значение имеет подбор СОЖ. Это должна быть однородная жидкость, прошедшая множественную фильтрацию. Абразивы и прочие инородные элементы в составе снизят качество обработки и увеличат риск дефектов.
Мастер может создать эмульсию сам или приобрести заводские решения. Последние представлены в виде концентрата и готовой к эксплуатации смеси.
 Рис. 12 Концентрат СОЖ
Рис. 12 Концентрат СОЖ
Использование подходящего абразива
Хонинговальный инструмент изготавливается с использованием природных и искусственных абразивов. Каждая группа обладает определенными свойствами.
|
Наименование |
Описание |
Изображение |
|
Алмаз |
Материал природного происхождения с особо прочной решеткой. Наилучший вариант для хонинговальных брусков. Он отличается повышенной устойчивостью к износу и прекрасными абразивными свойствами. |
Алмаз

|
|
Корунд |
Горная порода, богатая окислами алюминия. Абразив имеет жесткие крупные грани, используется при первичном хонинговании. |
Корунд

|
|
Гранат |
Абразив умеренной твердости. Материал сопоставим с корундом, получается из оксида алюминия и кремния. Инструмент на его основе предназначен для цветных металлов. |
Гранат

|
|
Наждак |
Смесь корунда, гематита, полевого шпата и магнезита. Абразив обладает низкой прочностью и быстрым износом, не подходит для профессиональной работы. |
Наждак

|
|
Кварц |
Абразив на базе оксида кремния, редко использующийся при хонинговании. |
Кварц

|
Перечисленные материалы имеют естественное происхождение. Большинство из них подходит для хонингования за счет высоких эксплуатационных характеристик. Однако, при проведении работ могут задействоваться искусственные решения. Наиболее популярным из них является электрокорунд. Он производится на основе оксида алюминия, доступен в 5 исполнениях.
|
Тип электрокорунда |
Описание |
Изображение |
|
Нормальный |
Абразив с минимальной прочностью и твердостью, не подходящий для хонингования. |
Нормальный

|
|
Белый |
Прочный корунд с острыми краями для чернового хонингования цветных металлов. |
Белый

|
|
Циркониевый |
Самозатачивающийся абразив с ровными краями, для средней обработки. |
Циркониевый

|
|
Керамический |
Аналог предыдущего решения с выраженной микрокристаллической структурой. Подходит для чистовой обработки при малом размере зерна. |
Керамический

|
|
Монокорунд |
Крупный монокристаллический материал для грубого воздействия на поверхность. |
Монокорунд

|
Вместе с корундом может использоваться эльбор. Он является синтетическим аналогом алмаза, обладает сопоставимой прочностью и долговечностью. При этом материал выдерживает нагрев до 100 – 300 градусов, что важно при интенсивном хонинговании.




