
 Рис. 1 Обработка заготовки резцом
Рис. 1 Обработка заготовки резцом
Способы установки, используемые при обработке
При обработке деталей используется три способа позиционирования инструмента.
|
Способ позиционирования |
Изображение |
Способ позиционирования |
Изображение |
Способ позиционирования |
Изображение |
|
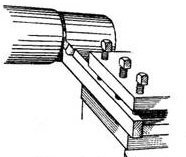
Резец на линии центров |
Резец на линии центров

|
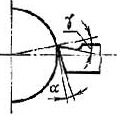
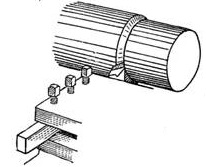
Резец выше центра |
Резец выше центра
|
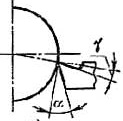
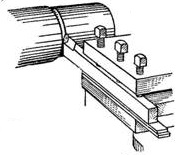
Резец ниже центра |
Резец ниже центра
|
Использование резца в завышенном положении оправдано при предварительных операциях, в заниженном – при финишных.
Чтобы установить резец по центру, необходимо выполнить ряд действий.
- Очистить оснастку и место ее крепления от загрязнений.
- Зафиксировать резец болтами в держателе.
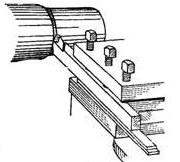
- Подвести резец к центру передней или задней бабки, после чего отрегулировать его высоту при помощи подкладок. Количество последних – не более 3 шт.
 Рис. 2 Подкладки под резцы
Рис. 2 Подкладки под резцы
После каждого добавления или удаления подкладки резец подводится к бабке для проверки позиции. Необходимые замеры выполняются при помощи штангенциркуля.
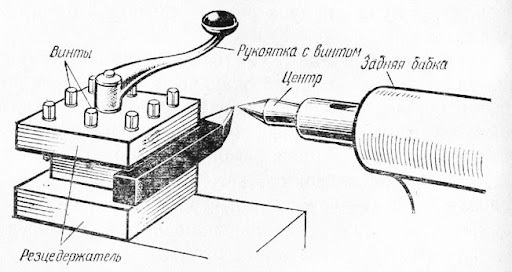 Рис. 3 Калибровка позиции резца при помощи бабки
Рис. 3 Калибровка позиции резца при помощи бабки
Проведение работ сопровождается рядом процедур.
|
Необходимые действия |
Правильно |
Неправильно |
|
Добиться соосности детали и патрона |
Добиться соосности детали
|
Добиться соосности детали
|
|
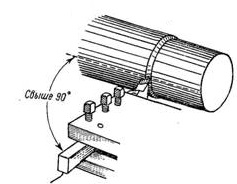
Обеспечить подачу инструмента под прямым углом |
Обеспечить подачу инструмента под прямым углом
|
Обеспечить подачу инструмента под прямым углом
|
|
Настроить вылет резца. |
Настроить вылет резца
|
Настроить вылет резца
|
Для настройки вылета оснастки используется один из двух способов.
Метод пробных стружек
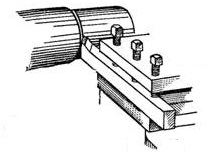
Способ настройки на работающем станке. Отцентрованный по высоте резец подводят к заготовке до касания, после чего перемещают до упора вправо и приступают к работе, попутно регулируя вылет.
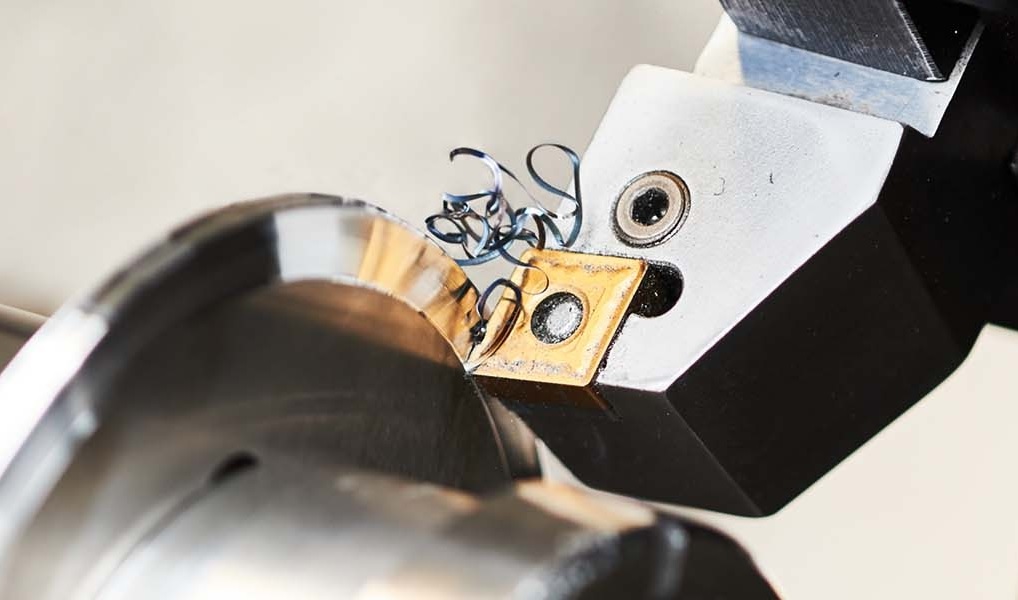 Рис. 4 Настройка методом пробных стружек
Рис. 4 Настройка методом пробных стружек
Метод настройки посредством лимба
Альтернативный способ настройки с использованием лимба поперечной подачи. Он обладает шкалой, позволяющей точно установить вылет резца.
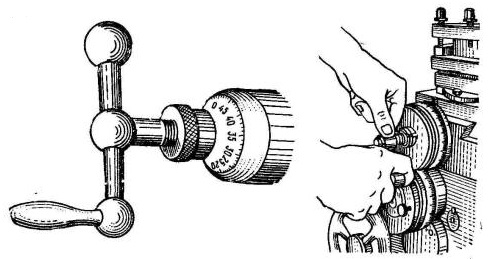 Рис. 5 Настройка при помощи лимба
Рис. 5 Настройка при помощи лимба
Процедура завершается изготовлением контрольной детали и ее последующей обмеркой. При отсутствии дефектов настройка считается завершенной.
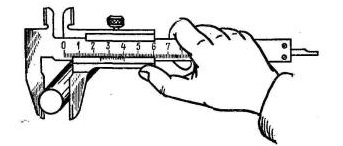 Рис. 6 Контрольное измерение детали штангенциркулем
Рис. 6 Контрольное измерение детали штангенциркулем




