
- Способы обработки
- Прошивная обработка
- Проволочная электроэрозионная обработка
- Выполняемые операции
- Схема обработки
- Полусухая обработка
- Количество проходов и форма разрядов
- Преимущества и недостатки
- Популярные вопросы об электроэрозионной обработке
Способы обработки
Выделяют два способа электроэрозионной обработки металла: прошивная и проволочная.
Прошивная обработка
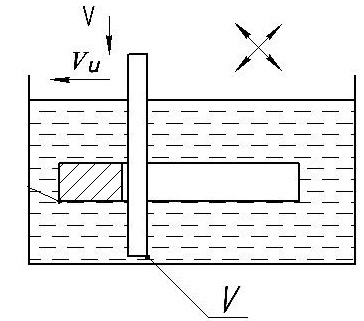
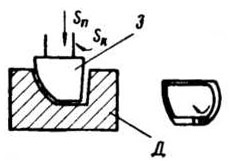
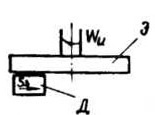
Прошивной метод электроэрозионной обработки предусматривает использование электрода. Элемент имеет геометрию, обратную требуемому профилю, постепенно погружается в заготовку при операции.
Метод решает следующие задачи:
- изготовление штампов и пресс-форм;
- подготовка деталей со сложным внутренним профилем;
- получение глубоких отверстий нестандартной формы;
- выполнение прочих операций, недоступных химической и лезвийной обработке.
Процедура не создает механического давления, подходит деталям с тонкими стенками.
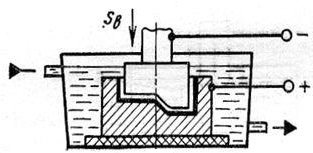
 Рис. 1 Прошивная электроэрозионная обработка
Рис. 1 Прошивная электроэрозионная обработка
Главная проблема электроэрозионной обработки электродом – эвакуация шлама. Существует два способа ее устранения.
|
Способ удаления шлама |
На входе |
На выходе |
|
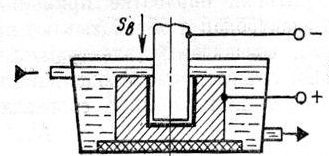
Струйная прокачка с частичной эвакуацией шлама, приводящая к искажению профиля. |
Струйная прокачка на входе

|
Струйная прокачка на входе

|
|
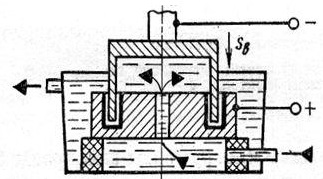
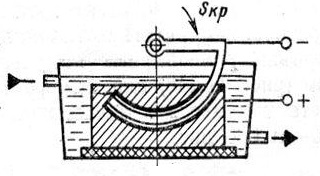
Быстрое перемещение электрода с использованием планарных двигателей. Скорость операции – до 600 мм/сек. |
Быстрое перемещение электрода на входе

|
Быстрое перемещение электрода на входе

|
Второй вариант более предпочтителен за счет полного извлечения шлама, сохранения геометрии проема и отсутствия потребности в дополнительных операциях.
Кроме того, возможно использование двух способов подачи электрода:
|
Инструмент подачи |
Особенности |
Изображение |
|
Шарико-винтовая передача |
Значительные интервалы отвод-подача, сокращающие КПД до 50% при работе со сложными заготовками. |
Шарико-винтовая передача

|
|
Линейный сервопривод |
Короткие промежутки между отводом и подачей электрода с периодами релаксации. Расчетный КПД – 90%. |
Линейный сервопривод

|
Электроды для проведения работ подбираются индивидуально, в зависимости от типа решаемых задач.
|
Тип |
Форма сечения |
Тип |
Форма сечения |
Тип |
Форма сечения |
|
Медный, диаметром 0,08 -10 мм с шагом 0,05 мм. |
Медный,

|
Медный, диаметром 0,4 -3 мм с шагом 0,1 мм. |
Медный,

|
Вольфрамовый, диаметром 0,15 -2,9 мм с шагом 0,05 мм. |
Вольфрамовый

|
|
Латунный, диаметром 0,3 -3 мм с шагом 0,1 мм. |
Латунный

|
Медный, диаметром 2,1 -6 мм с шагом 0,1 мм. |
Медный

|
Если обработка предполагает выполнение комплекса операций, возможно применение нескольких типов электродов.
Проволочная электроэрозионная обработка
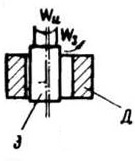
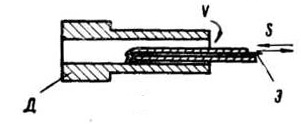
Электроэрозионная обработка поверхности с использованием тонкой проволоки из меди или латуни. Последняя имеет диаметр 0,02 – 0,03 мм, подается в рабочую зону по мере выгорания. Способ актуален при работе со сложными профилями, содержащими большое количество элементов.
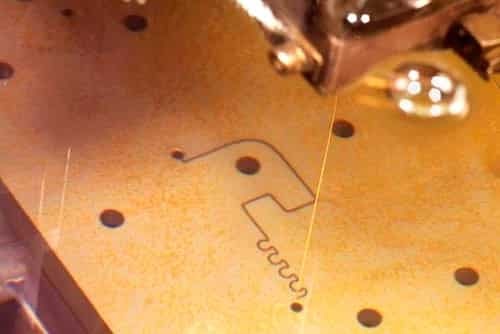 Рис. 2 Проволочная электроэрозионная обработка
Рис. 2 Проволочная электроэрозионная обработка
Проволочные станки управляются ЧПУ, что позволяет работать с криволинейными поверхностями. С их помощью изготавливаются лопасти турбин, уникальные штампы, валы и прочие элементы.
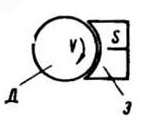
 Рис. 3 Особо малые зубчатые колеса, полученные методом проволочной электроэрозионной обработки
Рис. 3 Особо малые зубчатые колеса, полученные методом проволочной электроэрозионной обработки
Выполняемые операции
В процессе электроэрозионной обработки выполняется широкий спектр операций.
|
Операция |
Изображение |
Операция |
Изображение |
Операция |
Изображение |
|
Формирование отверстий |
Формирование отверстий
|
Подготовка фасонного отверстия |
Подготовка фасонного отверстия
|
Отрезание |
Отрезание
|
|
Подготовка фасонной полости |
Подготовка фасонной полости
|
Создание отверстия с криволинейной осью |
Создание отверстия с криволинейной осью
|
Шлифование плоскости |
Шлифование плоскости
|
В случае с отрезными операциями возможно два варианта.
|
Операция |
Изображение |
Операция |
Изображение |
|
Отрезание пластиной, подаваемой поступательными движениями. Действие соответствует прошивной обработке. |
Отрезание пластиной
|
Отрезание при помощи проволоки путем создания системы пазов. |
Отрезание при помощи проволоки
|
Выбор способа зависит типа заготовки, требуемой геометрии реза и прочих факторов.
Схема обработки
Для каждой операции по электроэрозионной обработке подбирается отдельная схема.
|
Схема обработки |
Изображение |
Схема обработки |
Изображение |
Схема обработки |
Изображение |
|
Поступательная подача электрода |
Поступательная подача электрода
|
Прокатка детали по электроду с требуемым профилем |
Прокатка детали по электроду
|
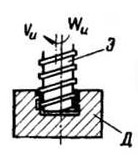
Обработка винтовым электродом |
Обработка винтовым электродом
|
|
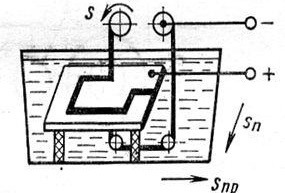
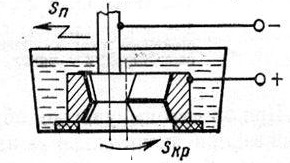
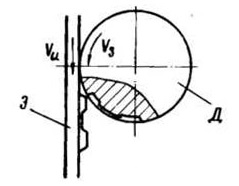
Круговое и поступательное перемещение электрода |
Круговое и поступательное перемещение электрода
|
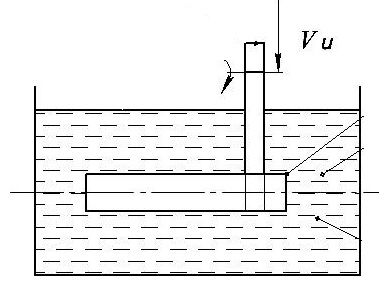
Воздействие вращающимся электродом |
Воздействие вращающимся электродом
|
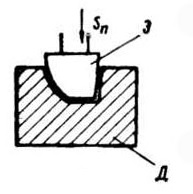
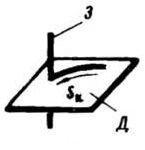
Подача полукруглого электрода, соответствующего профилю вращающейся заготовки |
Подача полукруглого электрода
|
|
Использование нитевидного электрода |
Использование нитевидного электрода
|
Воздействие вращающимся электродом
|
Поступательная подача нитевидного электрода в проем, превышающий его диаметр. |
Поступательная подача нитевидного электрода
|
Где: Д – деталь, Э – электрод.
Полусухая обработка
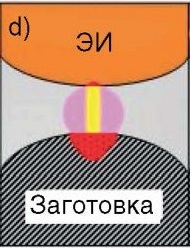
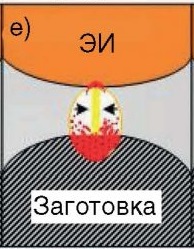
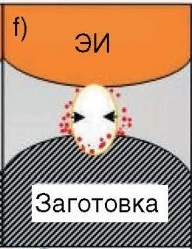
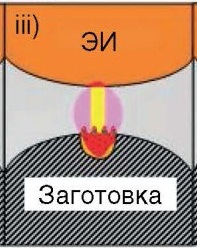
В ряде случаев вместо диэлектрической жидкости применяется газ или пар. Принцип электроэрозионной обработки остается прежним, но меняется среда, в которой происходит процесс. Действие выполняется с кислородом и без него. В первом случае наблюдается рост тепловыделения и ускоренное плавление, но на поверхности появляются оксиды серого цвета.
Специфика процедуры зависит от наличия кислорода.
|
Бескислородная полусухая электроэрозионная обработка |
|||||
|
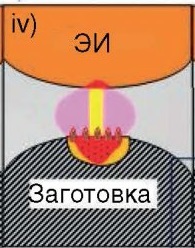
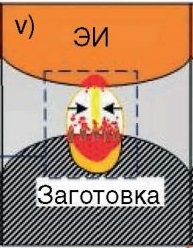
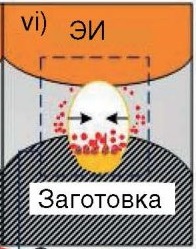
Фаза поджига |
Фаза разряда |
Фаза плавления |
Фаза удаления шлама |
||
|
Фаза поджига
|
Фаза разряда
|
Фаза разряда

|
Фаза разряда
|
Фаза плавления
|
Фаза плавления
|
|
Полусухая электроэрозионная обработка с подачей кислорода |
|||||
|
Фаза поджига |
Фаза разряда |
Фаза активного окисления |
Фаза плавления |
Фаза удаления шлама |
|
|
Фаза поджига

|
Фаза разряда

|
Фаза разряда
|
Фаза активного окисления
|
Фаза плавления
|
Фаза удаления шлама
|
Скорость выделения тепла регулируется за счет искры и количества кислорода.
Количество проходов и форма разрядов
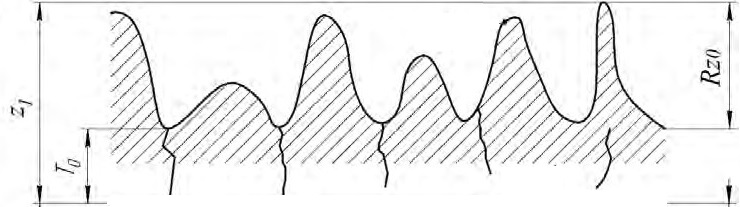
Технология электроэрозионной обработки предусматривает множественное воздействие на поверхность с целью придания ей требуемой формы. На первых этапах удаляется большое количество материала, для чего используются разряды повышенной мощности. В дальнейшем разряды ослабевают, и обработка становится более тщательной.
Стандартная процедура с 5 проходами выглядит следующим образом.
|
Номер прохода |
Результат |
|
1 |
1
|
|
2 |
2

|
|
3 |
3

|
|
4 |
4

|
|
5 |
5

|
При этом оператор выбирает один из 9 типов импульсов.
|
Тип импульса |
График |
Тип импульса |
График |
Тип импульса |
График |
|
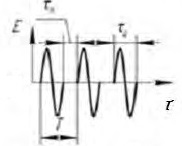
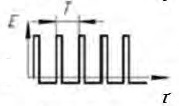
Высокочастотные, модулированные по синусоиде |
Высокочастотные

|
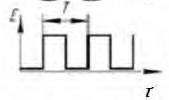
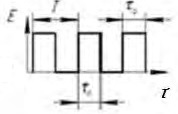
Прямоугольные знакопеременные несимметричные |
Прямоугольные
|
Симметричные знакопеременные |
Симметричные
|
|
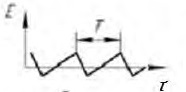
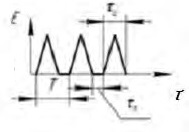
Пилообразные |
Пилообразные
|
Знакопеременные несимметричные |
Знакопеременные
|
Несимметричные знакопеременные |
Несимметричные
|
|
Прямоугольные |
Прямоугольные
|
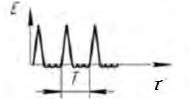
Синусоидальные трапецеидальные униполярные |
Синусоидальные
|
Знакопеременные симметричные несинусоидальные |
Знакопеременные
|
|
Несимметричные знакопеременные прямоугольные импульсы |
Несимметричные
|
Синусоидальные прямоугольные униполярные |
Синусоидальные
|
Синусоидальные треугольные униполярные |
Синусоидальные
|
Преимущества и недостатки
Электроэрозионная обработка обладает множеством плюсов:
- Работа с любыми токопроводящими материалами. Станки взаимодействуют с вольфрамом, закаленными сталями и сплавами титановой группы. Они обеспечивают высокую эффективность там, где бессилен лезвийный инструмент.
- Точность. Заготовки обрабатываются с допуском до ±0,005 мм при шероховатости Ra 0,1–1,6 мкм. Возможно создание микропрофилей, отверстий диаметром от 0,1 мм и полостей сложной формы.
- Отсутствие механических усилий. Электрод не оказываем механического воздействия на материал, что исключает деформации. Особенность крайне важна для хрупких и тонкостенных деталей.
- Минимальные повреждения поверхности. Изделия не содержат наклепа и остаточных напряжений. Кроме того, возможно создание мелкозернистой структуры.
- Высокий уровень автоматизации. Большинство станков имеют числовое управление, решают поставленные задачи с минимальным участием человека.
К минусам процедуры относятся:
- Ограниченная область применения. Способ совместим только токопроводящими элементами. Диэлектрические детали вроде керамики и стекла и не подлежат обработке.
- Низкая скорость. Операции выполняются с высокой тщательностью, занимают в 5 – 10 раз больше времени, чем токарная и фрезерная обработка.
- Высокое энергопотребление. Устройство комплектуется мощным генератором импульсов, предъявляющим повышенные требования к питающей сети.
- Быстрый износ электродов. Интенсивный режим работы приводит к быстрому выгоранию графитовых и медных электродов.
- Долгая подготовка. Электроэрозионная обработка требует тщательной очистки заготовки. В противном случае возможно снижение проводимости и появление дефектов.
Дополнительным минусом является повышенная сложность при работе с глубокими отверстиями. Такие процедуры требуют особых электродов, тщательного расчета и эффективного удаления шлама.




