
- Особенности производства
- Особенности материала
- Дюралюминиевые сплавы
- Нормативная база
- Сварка дюралюминия
- Сверление дюралюминия
- Часто задаваемые вопросы
- Что прочнее дюралюминий или чугун?
- Почему дюралюминий твердый и прочный?
- Чем отличается алюминий и дюралюминий?
Состав классического дюралюминия: алюминий – 93%, медь – от 2 до 5%, дополнительные легирующие элементы – от 2 до 4%. Последние представлены марганцем, кремнием и прочими материалами, используемыми при работе со сталями.
 Таблица 1. Состав дюралюминия
Таблица 1. Состав дюралюминия
Дюралюминий – сплав, состоящий из множества компонентов. Наряду с перечисленными материалами используются дополнительные присадки, обеспечивающие требуемые свойства.
 Рис. 1 Дюралюминиевый прокат
Рис. 1 Дюралюминиевый прокат
Особенности производства
Изготовление дюралюминия происходит по следующей технологии.
- В заранее подготовленную емкость засыпается шихта. Она представлена гранулами материалов, участвующих в формировании сплава. Пропорции сырья определяются технологической картой.
- Полученная смесь нагревается до температуры 500 градусов. Для этого используют электрические печи с возможностью точной настройки.
- Материал резко охлаждается водой. Процедура обеспечивает закаливание сплава и получение требуемых структур.
В отдельных случаях дюралюминий подвергается искусственному старению. Его выдерживают при температуре 150 – 200 градусов на протяжении 2 и более часов, что приводит к увеличению прочности.
 Рис. 2 Медная шихта для добавления в сплав
Рис. 2 Медная шихта для добавления в сплав
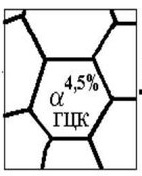
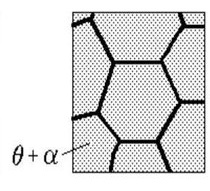
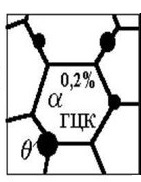
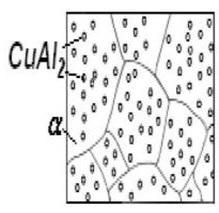
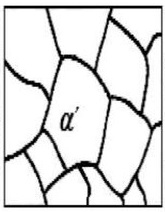
Искусственное старение дюралюминия приводит к выраженному изменению структуры материала.
| Состояние | Структура |
| Закаленный дюралюминий после выплавки |
Закаленный дюралюминий после выплавки
|
| Нагрев заготовки до 100 градусов с продолжительным поддержанием температуры. |
Нагрев заготовки до 100 градусов с продолжительным поддержанием температуры.
|
| Нагрев заготовки до 250 градусов с продолжительным поддержанием температуры. |
Нагрев заготовки до 250 градусов с продолжительным поддержанием температуры.
|
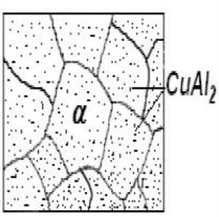
Строение сплава также изменяется в результате термического воздействия.
| Тип воздействия | Строение |
| Отжиг |
Отжиг
|
| Закалка |
Закалка
|
| Старение |
Старение
|
Особенности материала
Дюралюминий – сплав металлов с рядом отличительных свойств.
- Умеренный вес. Основным элементом сплава является алюминий. Это обеспечивает малую массу продукта, расширяет области его использования.
- Приемлемая стоимость. Цена дюралюминия находится на приемлемом уровне. Фактор обусловлен доступностью применяемых материалов и относительной простотой производства продукции.
- Устойчивость к нагреву. Температура плавления дюралюминия – 650 градусов. Сплав прекрасно переносит резкий нагрев и охлаждение.
- Высокая теплопроводность. Еще одна заслуга алюминия. Материал интенсивно отводит тепло, используется при изготовлении радиаторов и прочих деталей, испытывающих температурные нагрузки.
- Прочность. Сплав хорошо сопротивляется механическому воздействию. С его помощью изготавливаются ответственные детали техники.
Плотность дюралюминия составляет от 2 500 до 2 800 кг/м3.
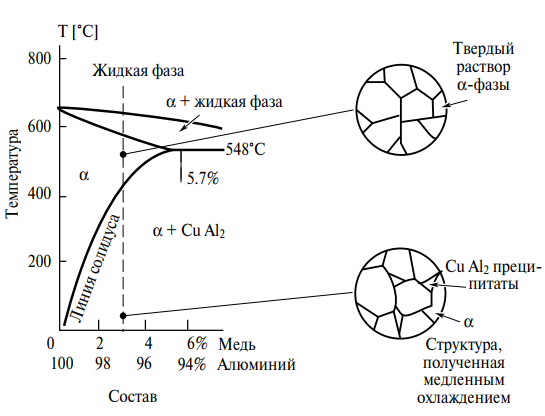 Рис. 3 Равновесная диаграмма дюралюминиевых сплавова
Рис. 3 Равновесная диаграмма дюралюминиевых сплавова
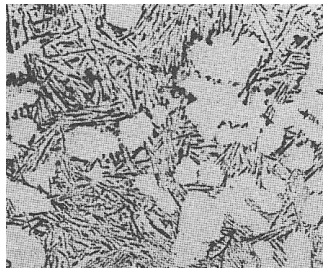
Ключевой недостаток дюралюминия – склонность к коррозионному поражению. Причина явления – твердые кристаллы алюминий-медь, образующие электрические микропары. Это приводит к интенсивному развитию межкристаллитной коррозии.
 Рис. 4 Коррозия дюралюминиевой плиты
Рис. 4 Коррозия дюралюминиевой плиты
Дюралюминиевые сплавы
Современные производители выпускают множество марок дюралюминия. Продукция различается химическим составом и эксплуатационными свойствами.
| Тип сплава | Микроструктура |
| Классическое решение на базе алюминия, меди и магния. Допускается добавление марганца. Материал уязвим к коррозионному поражению, выпускается под марками Д1 – Д6. |
1
|
| Сплавы на базе алюминия и магния или алюминия и марганца. Решения имеют умеренную устойчивость к коррозии и хорошую свариваемость. |
2
|
| Составы на базе алюминия, магния и кремния с повышенной устойчивостью к коррозионному поражению. Материал оптимален для объектов с повышенной влажностью, сохраняет эксплуатационные свойства при прохождении электротока. |
3
|
Маркировка сплавов может содержать дополнительные буквы.
- «Т». Материал подвергался закалке.
- «Т1». Сплав дополнительно прошел процедуру искусственного старения.
- «А». Продукт относится к категории анодированных.
Анодирование представлено электрохимическим процессом. Действие предполагает погружение дюралюминия в электролит с последующим пропусканием электрического тока.
 Рис. 5 Анодированные детали
Рис. 5 Анодированные детали
Нормативная база
Изготовление дюралюминия осуществляется по ГОСТ 4784-97. Документ содержит полный перечень сплавов и их химический состав, рекомендации по изготовлению и проверке качества продукции.
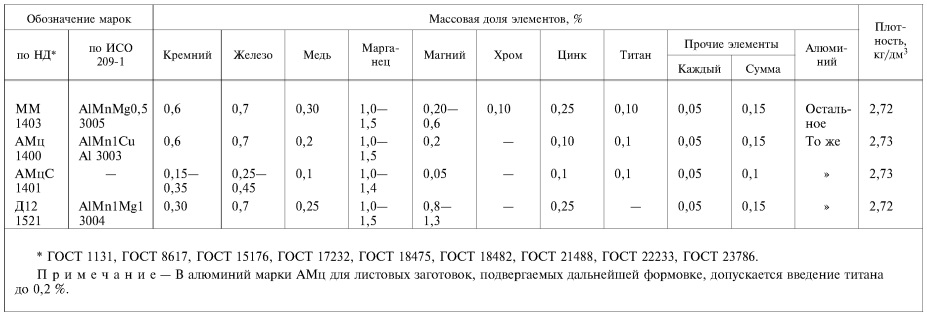 Таблица 2. Сплавы алюминий-марганец
Таблица 2. Сплавы алюминий-марганец
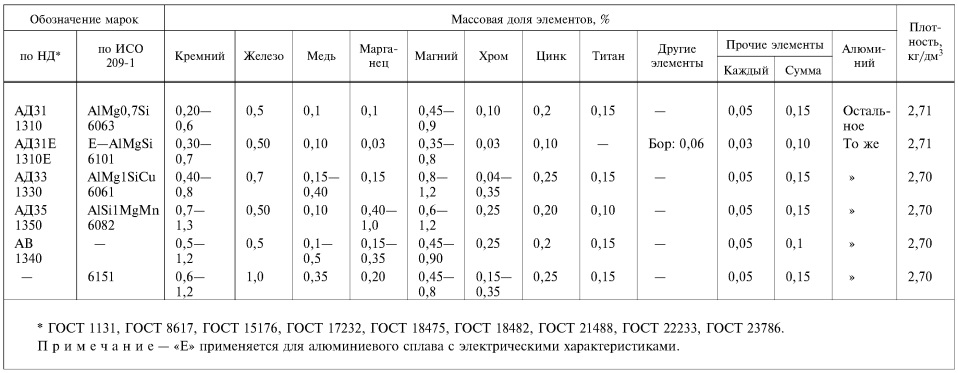 Таблица 3. Сплавы алюминий-магний-кремний
Таблица 3. Сплавы алюминий-магний-кремний
Сварка дюралюминия
Сварка дюралюминия – технически сложный процесс, требующий должного внимания от исполнителя. Работы выполняются в следующем порядке.
- Подготовка поверхности. Свариваемые элементы очищаются механическим способом. Для этого используются абразивные инструменты малой зернистости. Зачищенное место обрабатывается обезжиривающими составами.
- Нанесение флюса. Детали покрываются флюсовым составом. Он выступает в роли раскислителя, обеспечивает хорошую свариваемость компонентов.
- Прогрев. Металл постепенно прогревается до заданной температуры.
- Проведение сварочных работ. Для формирования шва используется аргонодуговая сварка или специальные электроды.
- Остывание. По завершении сварочных работ обеспечивают плавное остывание шва и околошовной зоны.
Завершающий этап – проверка соединения. Сварщик осматривает узел на предмет трещин, разрывов и прочих дефектов. Выявленные проблемы устраняются по месту.
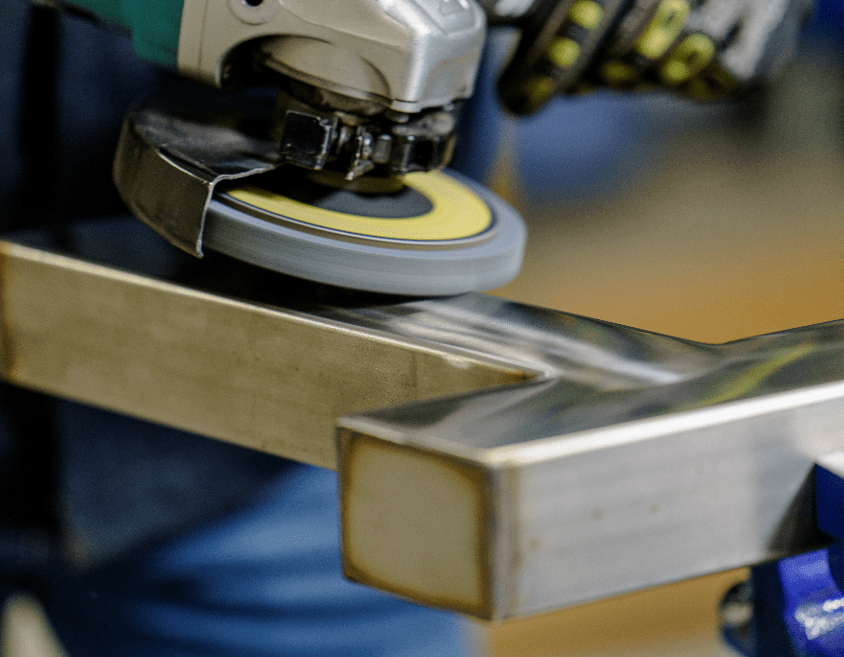 Рис. 6 Подготовка к сварке поверхности дюралюминиевой заготовки
Рис. 6 Подготовка к сварке поверхности дюралюминиевой заготовки
Приобрести сварочное оборудование вы можете по ссылке.
Сверление дюралюминия
Для обработки листов дюралюминия и прочего проката подходят сверла из быстрорежущей и инструментальной стали. Инструмент формирует качественные отверстия, обеспечивает быстрое решение поставленных задач.
Сверление дюралюминия выполняются в определенной последовательности.
- Надежная фиксация заготовки в тисках или на рабочем столе. Если элемент является частью стационарной конструкции, этап можно пропустить.
- Очистка поверхности от загрязнений механическим способом.
- Выполнение операций по разметке рабочего участка.
- Подготовка углублений керном и молотком.
- Центрирование инструмента.
- Формирование отверстия заданной глубины посредством подачи сверла с заданной скоростью.
- Извлечение сверла и удаление стружки.
Действия завершаются проверкой качества выполнения работ. Мастер измеряет диаметр отверстия и его глубину, выявляет и устраняет дефекты, если таковые имеют место.
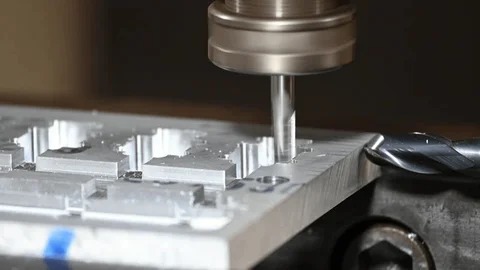 Рис. 7 Сверление дюралюминиевой заготовки на станке
Рис. 7 Сверление дюралюминиевой заготовки на станке











