
- Особенности процедуры
- Способы дорнирования
- Специфика процесса
- Вероятные проблемы
- Популярные вопросы о сверлах балеринках
- Для чего нужно дорнирование ствола?
- Как проверяются детали после дорнирования?
- Можно ли проводить дорнирование в рамках БУ-деталей?
Процедура получила широкое распространение. Специалисты производят дорнирование стволов орудий, дорнирование отверстий в оборудовании и ответственных сетях.
Особенности процедуры
Использование дорнов для нарезки стволов и технологических проемов предполагает механическую деформацию поверхности. Работа выполняется нагруженным инструментом. Величина натяга при дорнировании отверстий рассчитывается индивидуально, в зависимости от параметров заготовки.
Операция решает следующие задачи.
- Формирование требуемого сечения.
- Удаление шероховатостей, препятствующих эффективной эксплуатации.
- Создание особой поверхности, устойчивой к внешним факторам.
В зависимости от типа решаемых задач используются станки для дорнирования трубок и ручная оснастка.
 Рис. 1 Станок для дорнирования трубок в горизонтальном исполнении
Рис. 1 Станок для дорнирования трубок в горизонтальном исполнении
Способы дорнирования
Выделяют два метода дорнирования ствола и технологических проемов.
- Объемное.
- Поверхностное.
Действия предусматривают работу на сжатие или растяжение. В отдельных случаях выполняется обе операции.
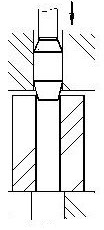
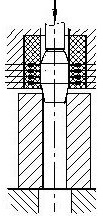
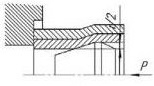
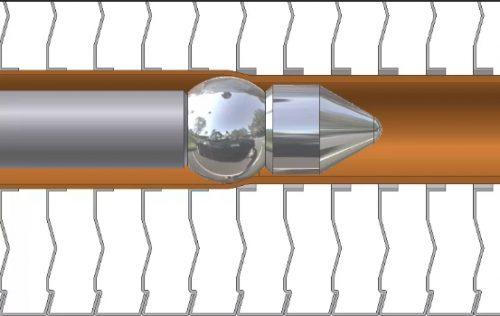 Рис. 2 Принцип воздействия на поверхность при дорнировании
Рис. 2 Принцип воздействия на поверхность при дорнировании
При проведении работ используются различные виды дорнов. Наибольшее распространение получили изделия в шести вариациях.
|
Тип дорна |
Изображение |
Тип дорна |
Изображение |
|
Дорн качения |
Дорн качения

|
Дорн скольжения |
Дорн скольжения

|
|
Однозубый станочный дорн |
Однозубый станочный дорн
|
Однозубый дорн с направляющим пояском |
Однозубый дорн с направляющим пояском
|
|
Многозубый дорн с направляющим пояском |
 |
Наборный дорн |
Наборный дорн

|
ВАЖНО. На прогрессивных производствах выполняется дорнирование ударными импульсами. Процедура предусматривает использование дорогостоящей техники, целесообразна при масштабной работе.
Объемное дорнирование
Объемное дорнирование воздействует на поперечное сечение детали. Как правило, используются элементы с несколькими зубьями, формирующие шероховатость от 0,04 до 0,63 мкм.
Выделяют семь способов объемной обработки заготовок.
|
Тип обработки |
Описание |
Изображение |
|
Шаром |
Воздействие шаровидным дорном, формирующим усиленную поверхность путем сжатия. |
Шаром
|
|
Однозубое воздействие |
Применение инструмента на консоли, содержащего один рабочий выступ. Форма воздействия - сжатие. |
Однозубое воздействие
|
|
Многозубое воздействие со сжатием |
Аналог предыдущего способа, предусматривающий последовательное воздействие нескольких зубьев. |
Многозубое воздействие со сжатием
|
|
Многозубое воздействие с протяжкой |
Деформация заготовки несколькими зубьями за счет растяжения. |
Многозубое воздействие с протяжкой
|
|
Многозубое с осевым заневоливанием |
Комплексное воздействие с ограничением подвижности по оси. |
Многозубое с осевым заневоливанием
|
|
Однозубое с зазором |
Воздействие сжатием с зазором в пределах направляющей втулки. |
Однозубое с зазором
|
|
Однозубое с натягом |
Аналог предыдущего метода, предполагающий создание дополнительных напряжений по бокам. |
Однозубое с натягом
|
Объемное дорнирование оптимально для заготовок значительной длины, может выступать заменой растачиванию.
Поверхностное дорнирование
Поверхностное дорнирование характеризуется более высокой точностью и качество обработки, является альтернативой хонингованию, развертыванию и шлифованию. Формируемая поверхность имеет шероховатость от 0,04 до 0,32 мкм.
Специфика процесса
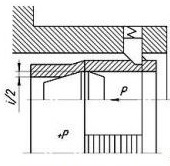
Дорнирование выполняется в двух положениях: свободном и несвободном. Свободное проведение работ характерно для бесшовных сварных труб и прочих гладких элементов. При этом важно, чтобы заготовки имели толстые или средние стенки.
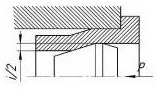
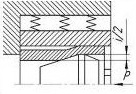
Предусмотрено три вариант свободного дорнирования.
|
Тип операции |
Изображение |
Тип операции |
Изображение |
|
|
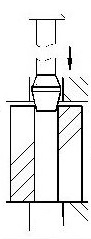
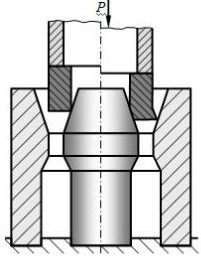
На сжатие |
На сжатие
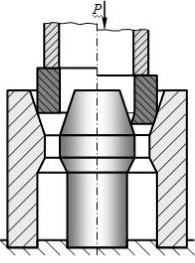
|
На сжатие 2
|
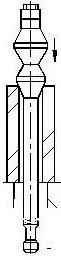
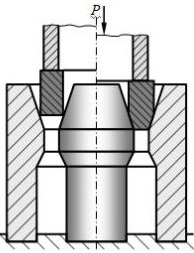
На растяжение |
На растяжение
|
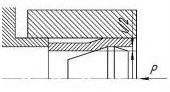
При несвободном дорнировании используются обоймы 4 типов.
|
Тип обоймы |
Изображение |
Тип обоймы |
Изображение |
|
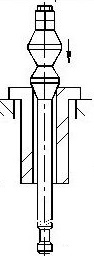
Тип 1 |
На растяжение
|
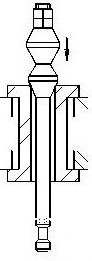
Тип 3 |
На растяжение
|
|
Тип 2 |
На растяжение
|
Тип 4 |
На растяжение
|
Несвободное дорнирование может сопровождаться редуцированием. Процедура предполагает охлаждение заготовки. Это приводит к уменьшению условного диаметра и росту эффективности обработки.
Комплексное воздействие на деталь возможно одним из трех способов.
|
Последовательность операций |
Схема |
Последовательность операций |
Схема |
Последовательность операций |
Схема |
|
Дорнирование с последующим редуцированием |
Дорнирование с последующим редуцированием
|
Редуцирование с последующим дорнированием |
Редуцирование с последующим дорнированием
|
Единовременное дорнирование и редуцирование |
Единовременное дорнирование и редуцирование
|
В ходе проведения работ учитывается величина натяга при дорнировании, скорость перемещения инструмента, величина прикладываемых усилий и степень относительной деформации. При смене заготовки или дорна выполняется перерасчет.
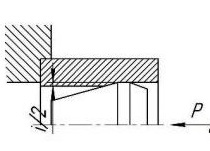
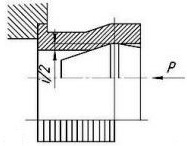
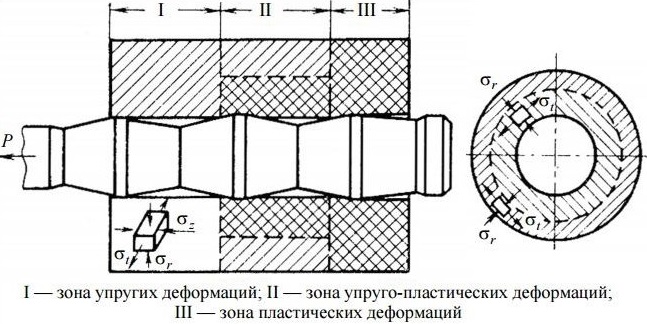 Рис. 3 Расчетная схема дорнирования при работе с многозубым инструментом
Рис. 3 Расчетная схема дорнирования при работе с многозубым инструментом
Вероятные проблемы
Обработка может сопровождаться дефектами. Ниже представлены наиболее распространенные из них.
|
Тип дефекта |
Причина |
Изображение |
|
Характерные следы воздействия на внутренней поверхности отверстия. |
Недостаточный припуск при обработке. |
Недостаточный припуск при обработке

|
|
Частичное дорнирование с последующим разрывом детали. |
Избыточное усилие натяга при перемещении дорна. |
Частичное дорнирование с последующим разрывом детали

|
|
Пластическая деформация на одном из торцов. |
Неправильное позиционирование инструмента и другие нарушения технологического процесса. |
Пластическая деформация на одном из торцов

|
Приобрести дорны для ствола, труб и прочих заготовок предлагает наш интернет-магазин. Мы реализуем высококачественную продукцию из марочной стали. Инструмент имеет выверенную геометрию, обеспечивает эффективное решение поставленных задач. Для оформления заявки воспользуйтесь каталогом или обратитесь за помощью к консультантам.




