
Борфрезы по металлу — это специальный тип фрез, предназначенных для работы на высоких скоростях. Эти инструменты адаптированы для применения на металлорежущем оборудования (дрели, бормашины, граверы и пр.) при частотах вращения шпинделей до 65 000 об./мин.
- конструктивные особенности инструментов;
- их типы и формы;
- технология изготовления и используемые для него материалы;
- сферы применения;
- маркировка;
- особенности эксплуатации.
 Фото. 1 Борфрезы по металлу
Фото. 1 Борфрезы по металлу
Конструкция борфрезы по металлу
Все борфрезы по металлу состоят из хвостовиков и рабочих частей, имеющих формы небольших головок.
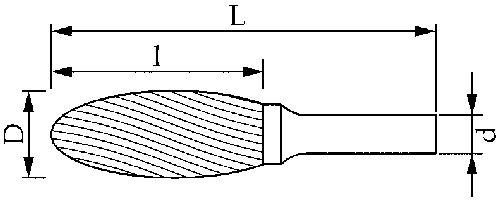 Рис. 1 Конструкция борфрезы по металлу
Рис. 1 Конструкция борфрезы по металлу
Типы борфрез по металлу
Типы борфрез по металлу определяют по их основным характеристикам. Расскажем о них.
Формы борфрез
Борфрезы выпускают с различными по форме головками.
-
Цилиндрические борфрезы (тип A). Предназначены для обработки плоских поверхностей и снятия заусенцев.
- Цилиндрические борфрезы с торцами (тип B). Ими обрабатывают не только плоские поверхности, но и различные выборки.
- Сфероцилиндрические борфрезы (тип C). Применяются для обработки поверхностей и радиусных переходов.
- Сферические борфрезы (тип D). Их сфера применения — обработка контуров и глухих отверстий.
- Овальные борфрезы (тип E). Предназначены для обработки угловых швов и формованных деталей.
- Параболические борфрезы с закругленными концами (тип F). Их используют для тех же целей, что и инструменты с овальными головками.
- Параболические борфрезы с заостренными концами (тип G). С их помощью выполняют финишную обработку угловых швов и снимают фаски.
- Пламевидные борфрезы (тип H). Используются для обработки формованных деталей.
- Конические борфрезы (конусность — 60°, тип J). Их основные сферы применения — зенкование, снятие фасок и обработка кромок.
- Конические борфрезы (конусность — 90°, тип K). Применяются для тех же целей.
- Конические борфрезы с закругленными концами (тип L). Лучше всего подходят для обработки формованных деталей и труднодоступных мест.
- Конические борфрезы с заостренными концами (тип M). Сферы применения те же.
- Конические борфрезы с обратными конусами (тип N). Ими обрабатывают углы и пазы.
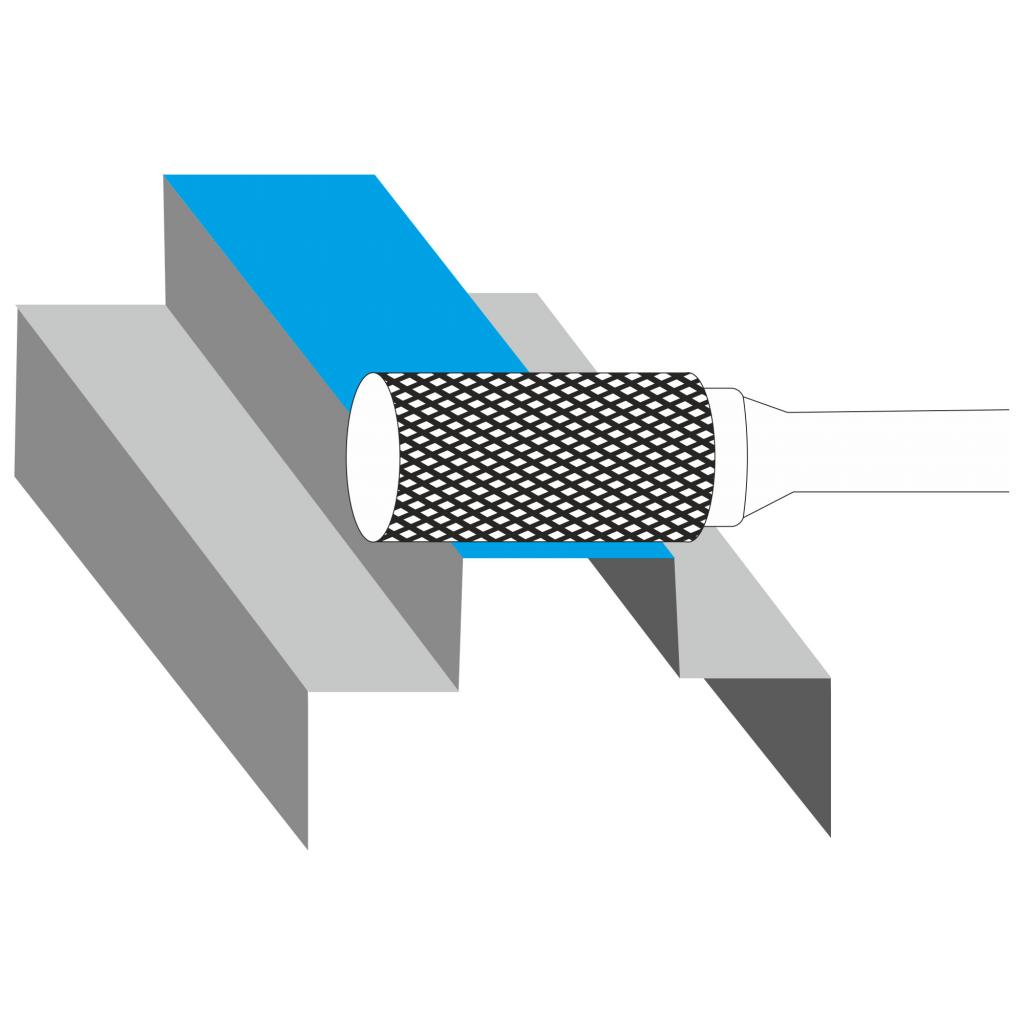 Рис. 2 Обработка заготовки цилиндрической фрезой
Рис. 2 Обработка заготовки цилиндрической фрезой
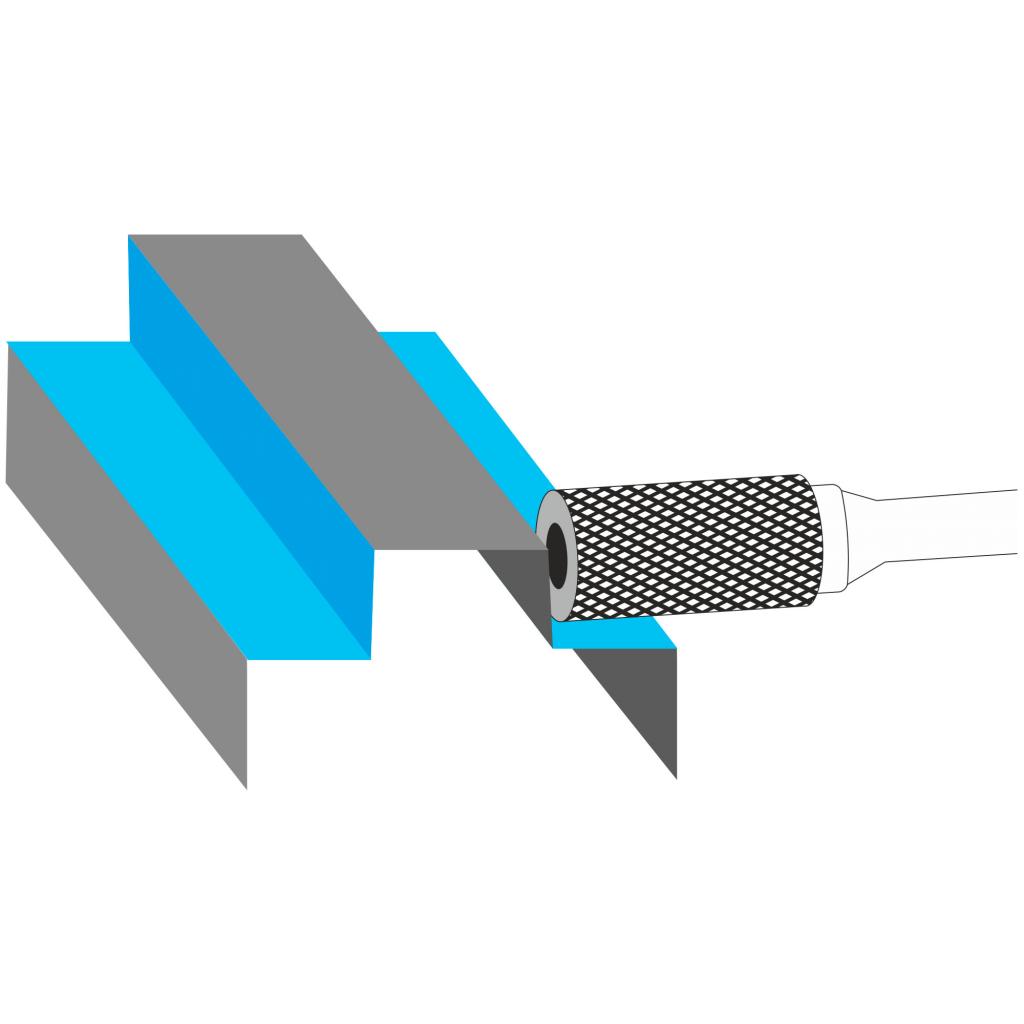 Рис. 3 Обработка заготовки цилиндрической фрезой с торцом
Рис. 4 Обработка детали сфероцилиндрической борфрезой
Рис. 3 Обработка заготовки цилиндрической фрезой с торцом
Рис. 4 Обработка детали сфероцилиндрической борфрезой
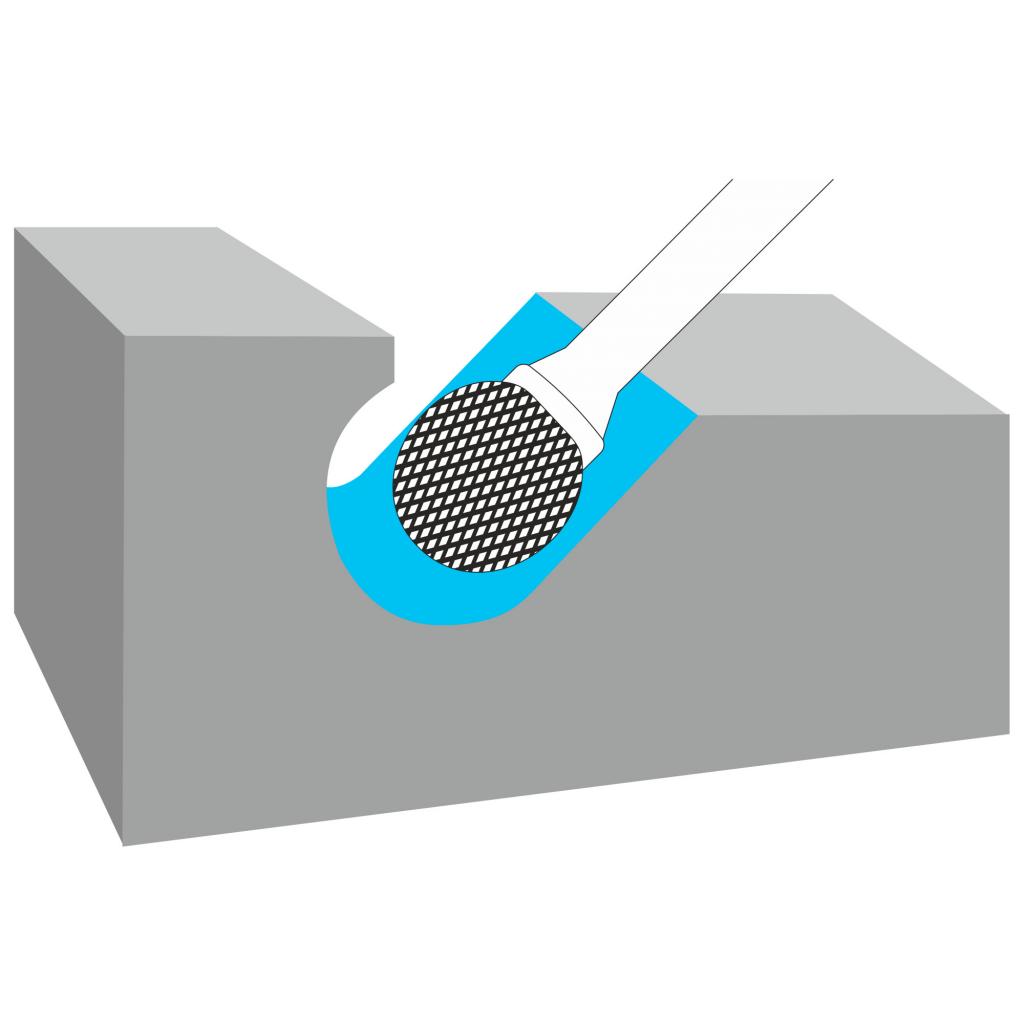 Рис. 5 Применение сферической борфрезы
Рис. 5 Применение сферической борфрезы
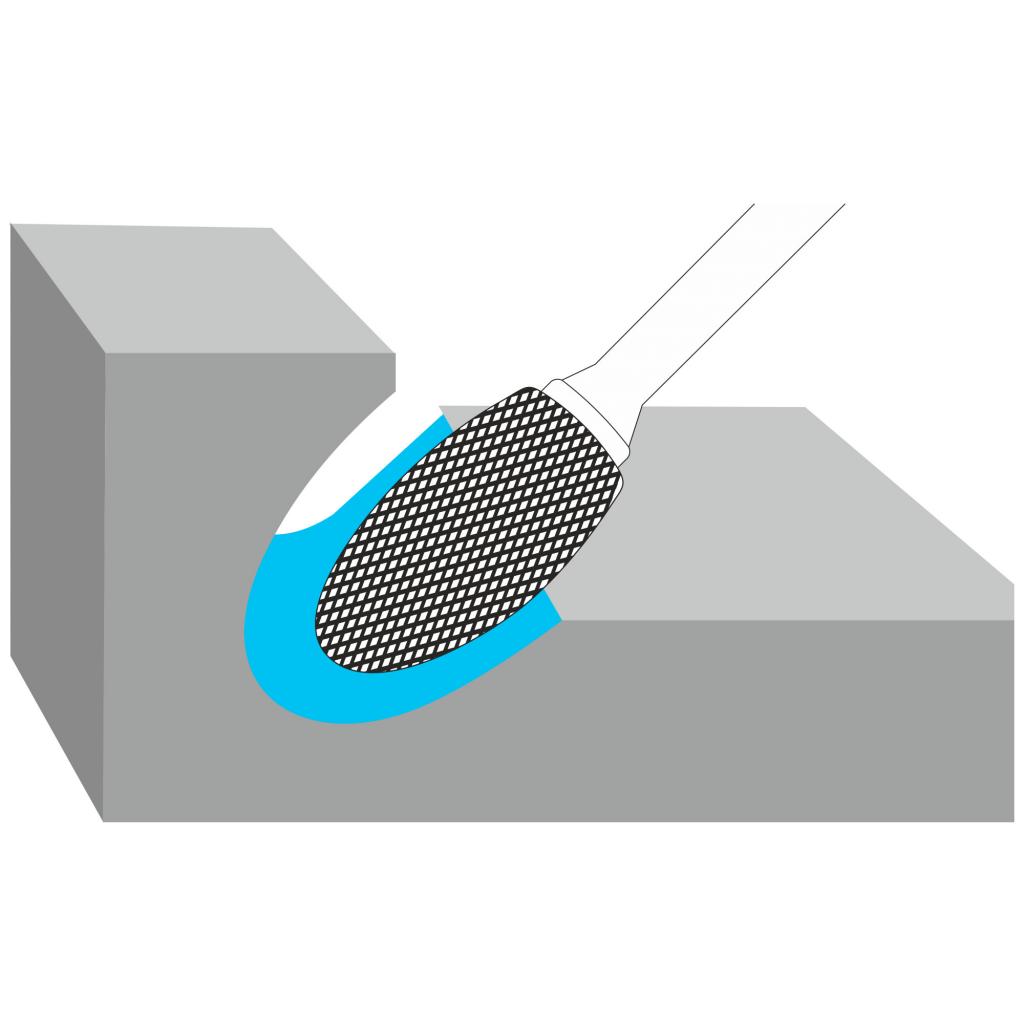 Рис. 6 Обработка заготовки овальной борфрезой
Рис. 6 Обработка заготовки овальной борфрезой
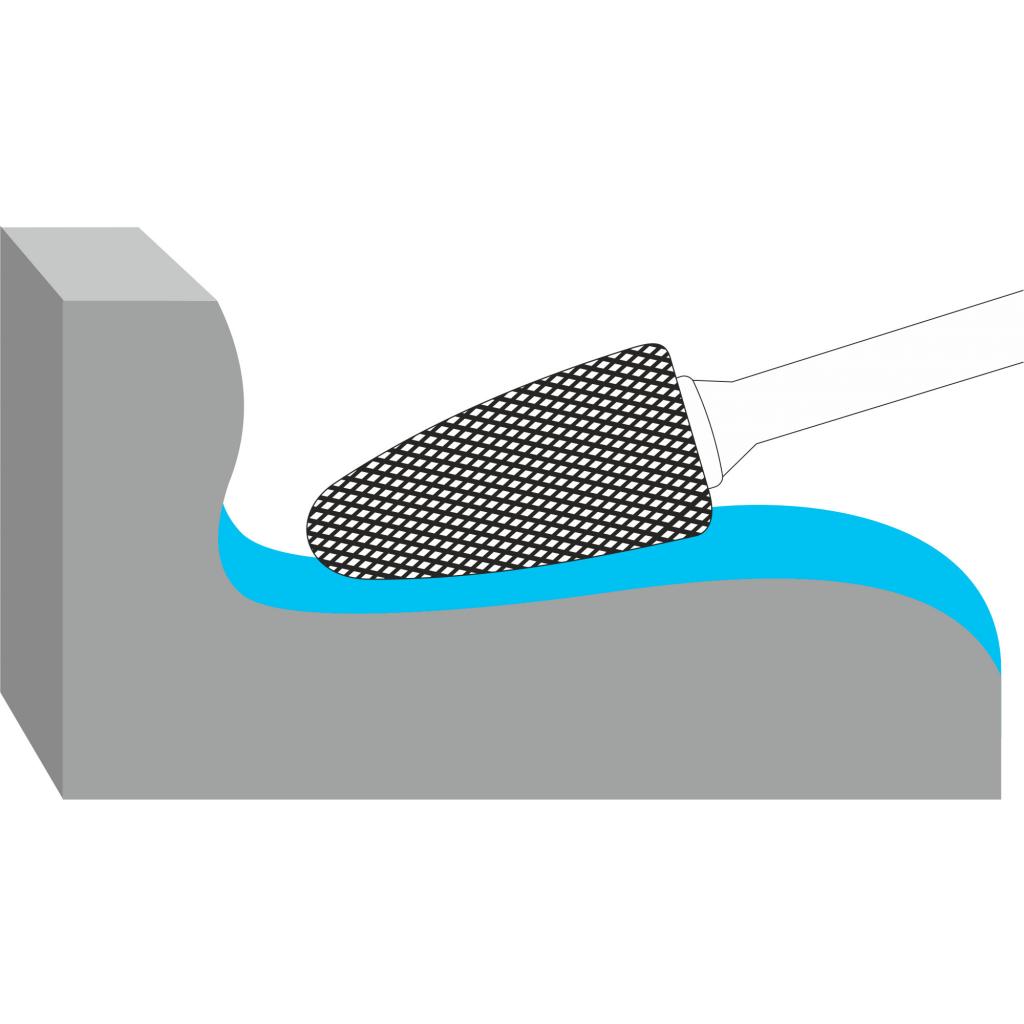 Рис. 7 Обработка заготовки параболической борфрезой типа F
Рис. 7 Обработка заготовки параболической борфрезой типа F
 Рис. 8 Обработка заготовки параболической борфрезой типа G
Рис. 8 Обработка заготовки параболической борфрезой типа G
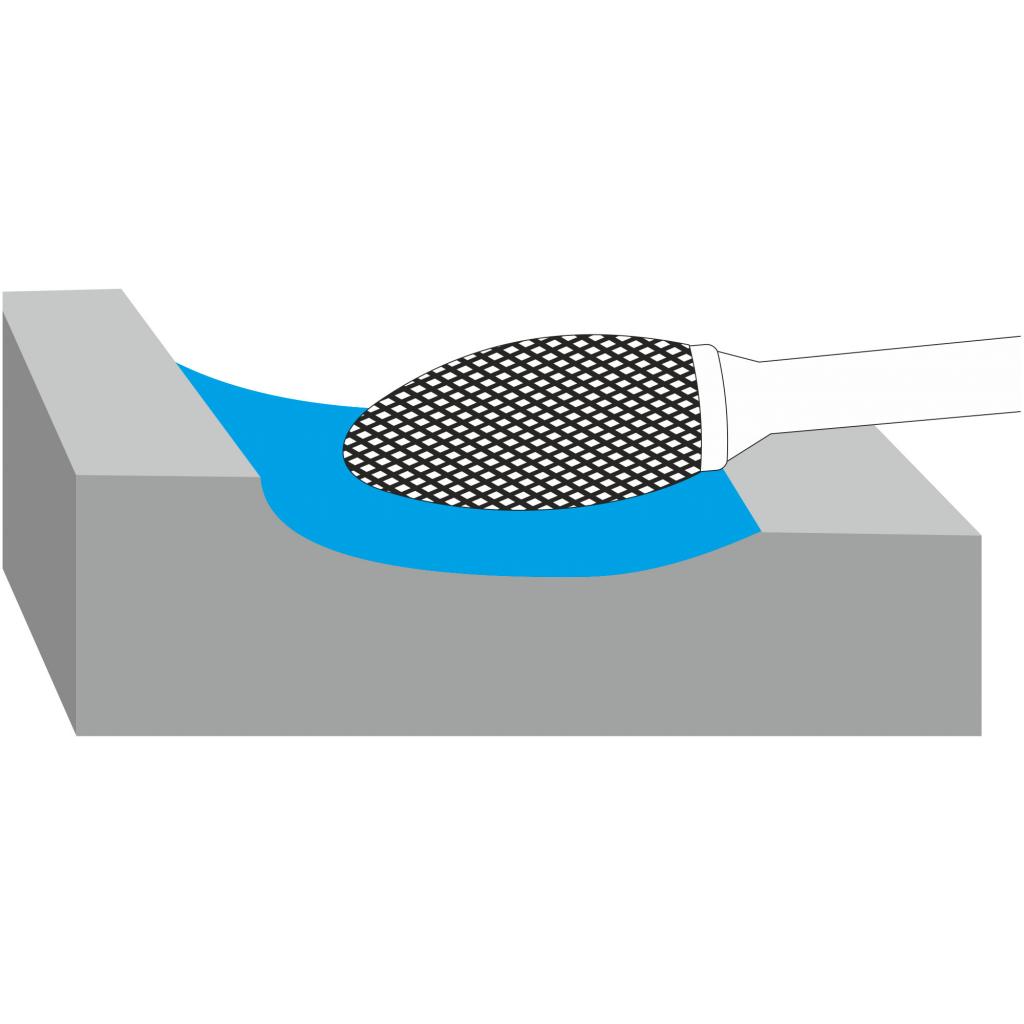 Рис. 9 Обработка заготовки пламевидной борфрезой
Рис. 9 Обработка заготовки пламевидной борфрезой
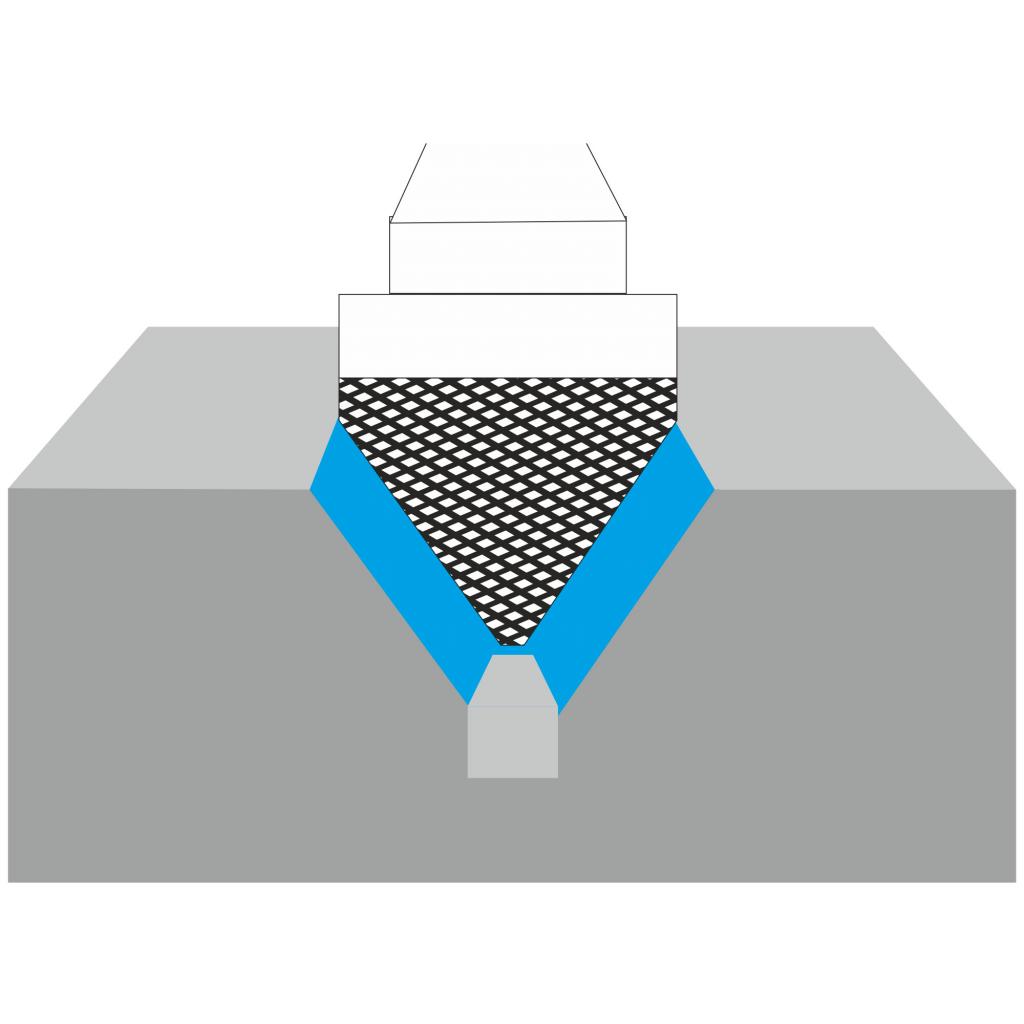 Рис. 10 Обработка заготовки конусной борфрезой типа J
Рис. 10 Обработка заготовки конусной борфрезой типа J
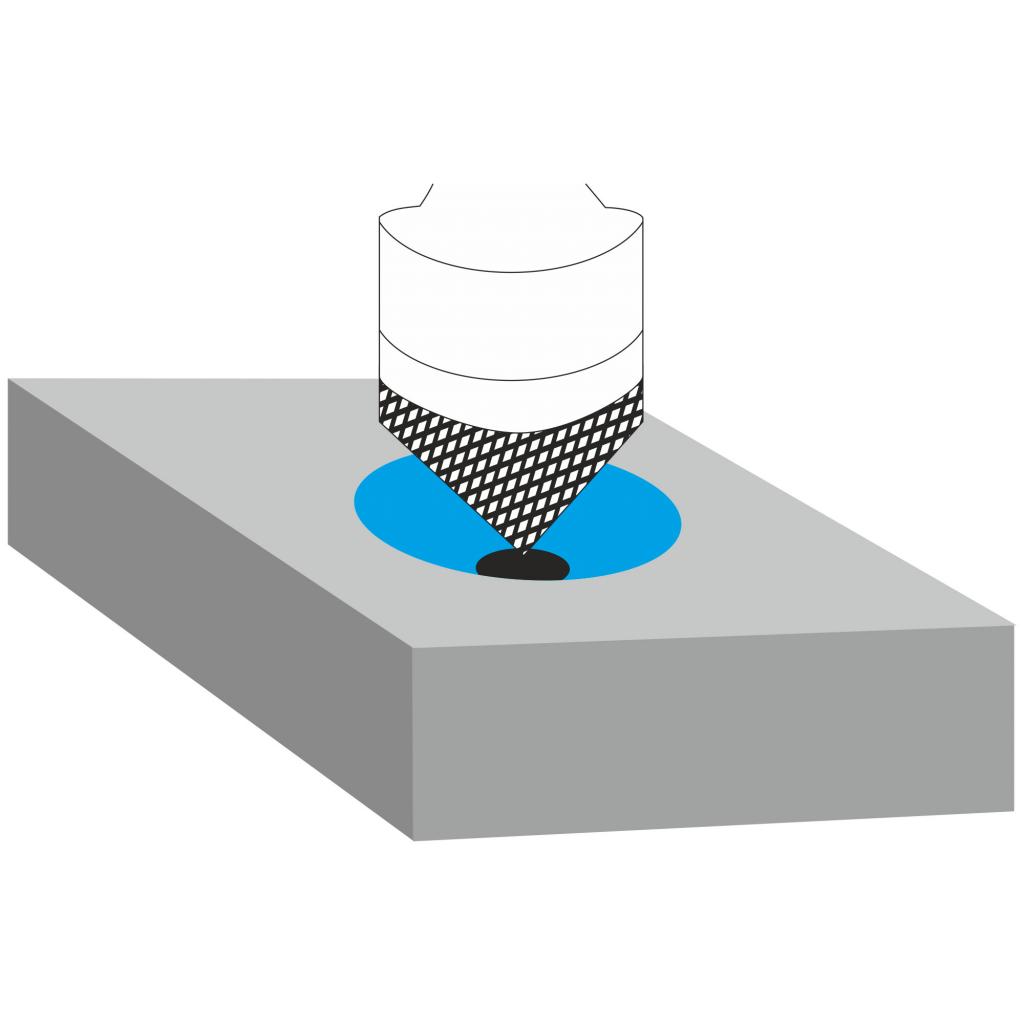 Рис. 11 Обработка заготовки конусной борфрезой типа K
Рис. 11 Обработка заготовки конусной борфрезой типа K
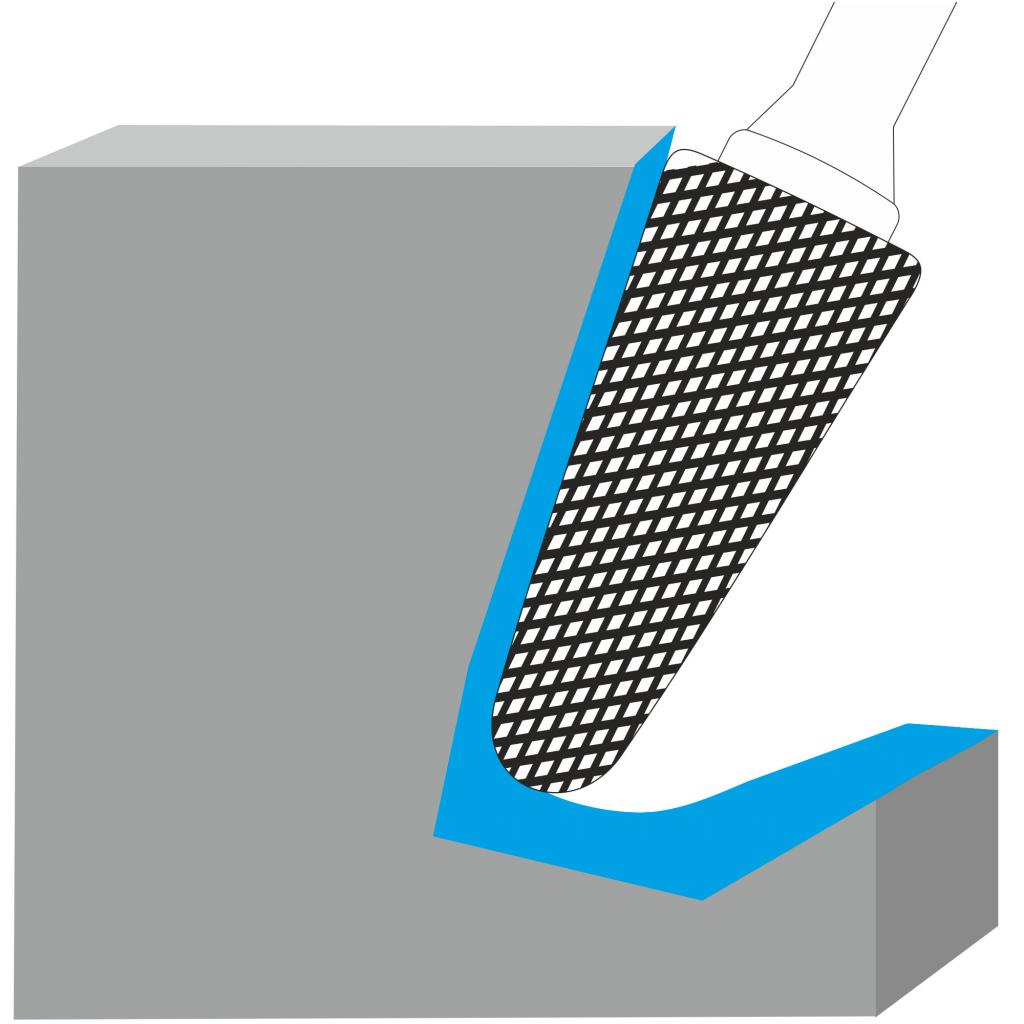 Рис. 12 Обработка заготовки конической борфрезой с закругленным концом
Рис. 12 Обработка заготовки конической борфрезой с закругленным концом
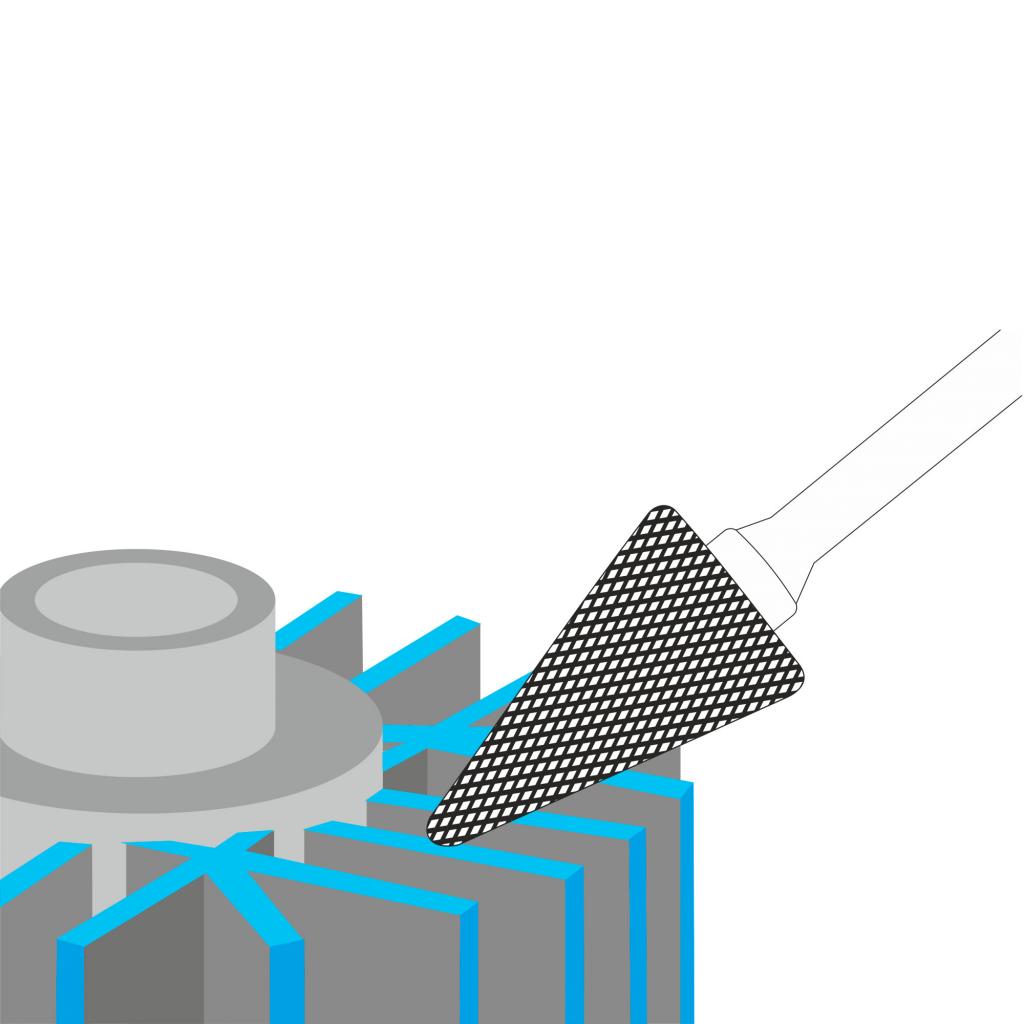 Рис. 13 Обработка заготовки конической борфрезой с заостренным концом
Рис. 13 Обработка заготовки конической борфрезой с заостренным концом
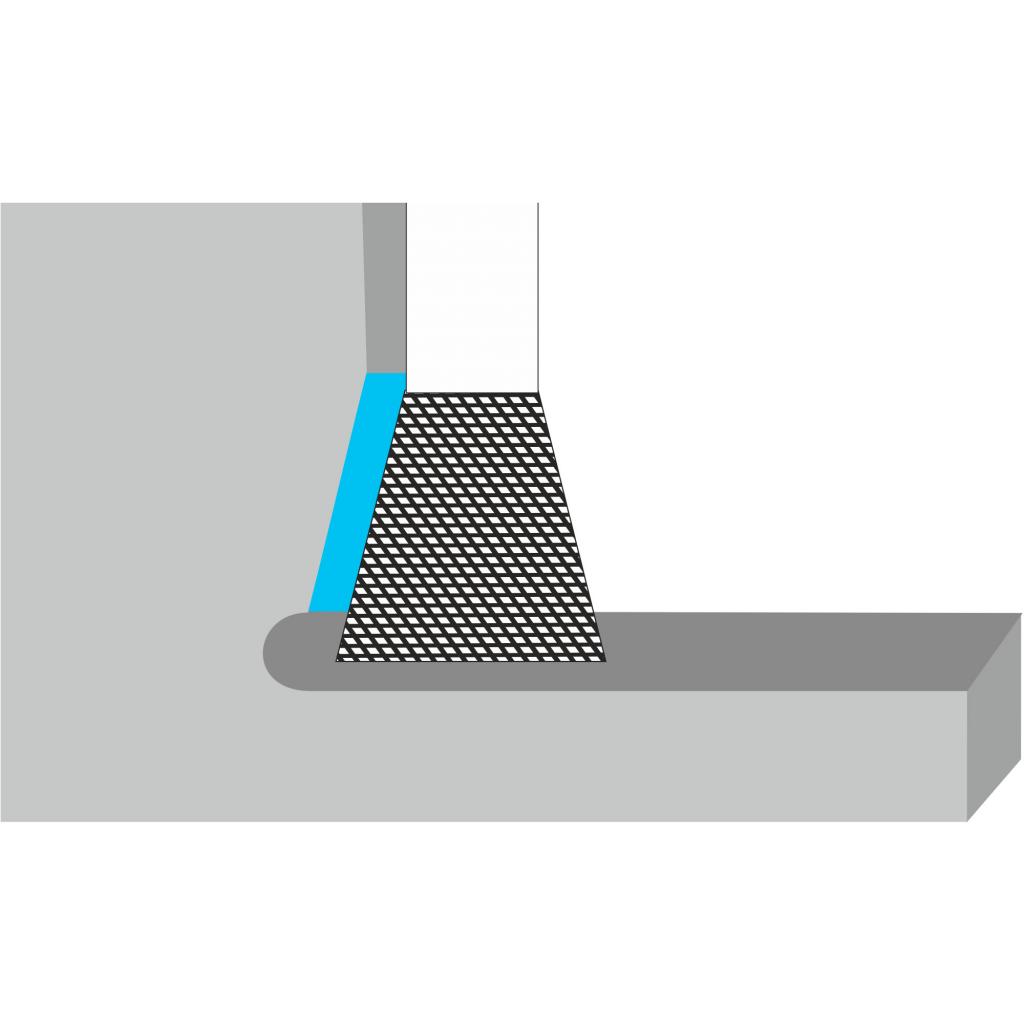 Рис. 14 Обработка заготовки конической борфрезой (обратный конус)
Рис. 14 Обработка заготовки конической борфрезой (обратный конус)
Типы заточек (насечек)
Существуют борфрезы с заточками следующих типов.
- Заточка-стружколом. Борфрезы с такими насечками применяют для черновой обработки.
- Укрупненная. Борфрезы с такой заточкой предназначены для обработки алюминия и иных мягких металлов.
- Одинарная. Профиль зуба используется максимально. Борфрезы с одинарными насечками используют для быстрого снятия припусков. Качество обработки — высокое. Стружка получается длинной.
- Двойная. Слои металла при использовании инструментов с такой заточкой снимаются легко и точно. Качество поверхности также на высоте.
- Улучшенная. Борфрезы с улучшенными насечками предназначены для обработки заготовок из закаленных сталей и для использования при очень высоких требованиях к качеству поверхности.
-
Алмазная. Борфрезами с такими заточками обрабатывают заготовки из особо твердых материалов. Поверхности получаются очень чистыми.
Борфрезы с алмазными заточками
 Фото. 2 Борфрезы с алмазными заточками
Фото. 2 Борфрезы с алмазными заточками
Материалы для производства борфрез
Материалом для производства хвостовиков борфрез служит среднеуглеродистая легированная сталь. Основная марка — 30ХГСА. А вот головки борфрез изготавливают из различных материалов. Перечислим их.
- Инструментальная углеродистая сталь (У10А, У12А). Инструменты из этих материалов отличаются низким сроком службы и стоят недорого. Применяются для обработки изделий их мягких металлов. Устанавливаются на дрели и граверы.
- Быстрорежущая сталь Р6М5. Инструментами из этого материала можно обработать практически все марки углеродистых и среднелегированных сталей. Такие борфрезы применяются чаще всего.
- Твердые сплавы. Рабочие части обычно изготавливают из металлокерамики (ВК25 и ВК30). Также встречаются изделия с головками из минералокерамики и безвольфрамовых твердых сплавов. Такими борфрезами обрабатывают заготовки из жаростойких и нержавеющих сталей, а также чугуна.
- Твердые сплавы с алмазным напылением. Это самый дорогой профессиональный инструмент.
Технология изготовления борфрез
Изготовление борфрез ведется в два этапа.
-
Изготовление хвостовика для борфрезы.
- Пруток разрезается.
- Один его конец заправляется на шлифовально-обдирочном станке.
- Пруток правится на правильно-калибровочном станке.
- Конец подрезается, центрируется и отрезается.
- Подрезается второй конец.
- Протачивается конус и снимается фаска.
- На конусе фрезеруется канавка.
-
Производство борфрезы.
- К хвостовику припаивается заготовка.
- Удаляются остатки флюса.
- Хвостовик протачивается по наружному диаметру.
- Снимается фаска и подрезается шейка.
- Происходят закалка и отпуск.
- Хвостовик шлифуется по диаметру.
- Рабочая часть шлифуется по наружному диаметру.
- Обрабатывается профиль головки.
- Шлифуются шейка рабочей части и торец хвостовой части.
- Шлифуются зубья борфрезы.
- Изделие промывается.
- Наносится маркировка.
 Фото. 3 Изготовление борфрезы
Фото. 3 Изготовление борфрезы
Применение борфрез
Сфер применения борфрез очень много. Среди них:
- снятие облоя и крапа с заготовок;
- шлифовка поверхностей, пазов и отверстий;
- обработка сварных швов;
- выполнение различных технологических операций в труднодоступных местах;
- гравировка;
- вырезание сложных по форме отверстий;
- и пр.
Борфрезы даже применяют в электронной промышленности, ювелирном деле и полиграфии.
Выбор борфрез по маркировке
Как мы уже сказали, на все борфрезы наносится маркировка. Научим вас ее читать. Маркировка состоит из двух букв и четырех чисел. Это характеристики борфрезы.
- Первая буква — тип борфрезы по форме головки.
- Первое число — диаметр режущей части.
- Второе число — длина головки.
- Вторая буква — тип насечки.
- Третье число — диаметр хвостовика.
- Четвертое число — длина хвостовика.
Рассмотрите пример.
 Рис. 15 Маркировка борфрез
Рис. 15 Маркировка борфрез
Особенности эксплуатации борфрез и полезные советы
При эксплуатации борфрез соблюдайте следующие правила.
- Подбирайте инструмент по материалу головки и типу его насечки в зависимости от твердости обрабатываемой заготовки.
- Соблюдайте скоростной режим обработки. При этом лучше всего приближаться к максимальным значениям. В этом случае вероятность заклинивания значительно снижается.
- Не забывайте о необходимости своевременного нанесения смазочных жидкостей.
- Не давите на борфрезу. Это чревато перегревом инструмента.
- Вставляйте хвостовики в патроны на максимальную глубину. Проверяйте отсутствие биения.
- Соприкосновение хвостовика с обрабатываемой заготовкой чревато поломкой борфрезы.
 Рис. 16 Выбор типа насечки
Рис. 16 Выбор типа насечки
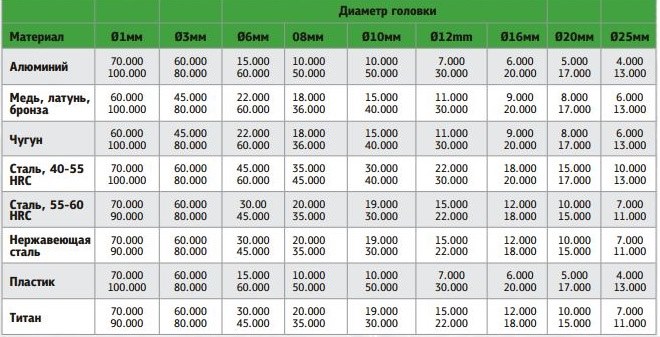 Рис. 17 Выбор скоростного режима обработки
Рис. 17 Выбор скоростного режима обработки
И последнее. Соблюдайте правила техники безопасности. Работайте в спецодежде, перчатках и защитных очках.




