
- Какие детали получают точением?
- Элементы сборных соединений
- Популярные вопросы о точении деталей
- Какие виды точения используются при подготовке деталей?
- Какая документация нужна для точения деталей?
Для точения деталей применяется цельный и корпусный инструмент. Действие выполняется на станках с числовым и классическим управлением, предусматривает черновую и чистовую обработку.
Какие детали получают точением?
Использование современной оснастки обеспечивает точение конических и фасонных деталей, элементов цилиндрической и сложной формы. Каждая категория изделий имеет свою классификацию, особенности эксплуатации и производства.
Втулки
Значительная часть операций по токарной обработке связана с втулками. Мастера изготавливают детали на автоматах продольного точения либо используют классические станки. Изделия имеют центральное отверстие и осевую симметрию, используются при изготовлении подшипников, валов и прочих подвижных компонентов.
Посредством токарных станков изготавливают следующие виды втулок.
|
Тип втулки |
Изображение |
Тип втулки |
Изображение |
|
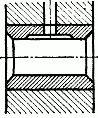
Гладкие, без дополнительных элементов |
Гладкие
|
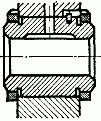
Конические в разрезном исполнении |
Конические
|
|
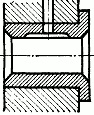
С буртами |
С буртами
|
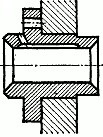
Конические

|
|
|
С фланцами |
С фланцами
|
Усиленные антифрикционным сплавом |
Усиленные антифрикционным сплавом

|
|
С отверстиями различной конусности |
с отверстиями различной конусности
|
Свернутые тонкостенные с открытым швом |
Свернутые тонкостенные с открытым швом
|
При массовом производстве втулок применяются токарно-револьверные станки. Они обеспечивают высокую производительность труда и точность операций.
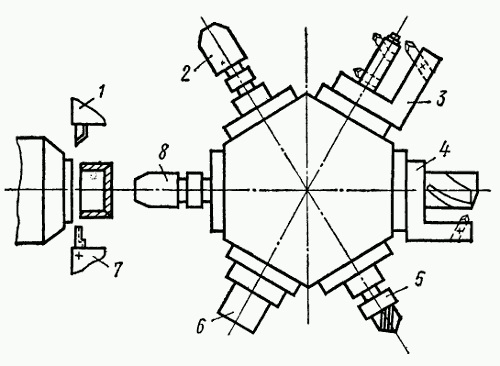 Рис. 1 Обработка втулок на токарном револьверном станке
Рис. 1 Обработка втулок на токарном револьверном станке
Работы проводятся в следующем порядке (рис.1):
- Подрезание торца заготовки.
- Предварительное развертывание.
- Растачивание отверстия с последующим удалением фаски.
- Сверление в рамках наружной поверхности.
- Зацентровка.
- Перемещение прутка на максимально возможную длину.
- Отрезная операция.
- Финишное развертывание.
При работе на классическом станке заготовка зажимается в патрон. Затем ей придается требуемая форма, снимаются фаски, и формируется сквозное отверстие. При необходимости выполняется финишная обработка, корректирующая размер и шероховатость.
Шкивы
Шкивы – осевые детали, изготавливаемые с участием токарных станков. Они обеспечивают передачу крутящего момента, как правило, используются с ремнями.
На токарных станках изготавливается широкий спектр шкивов.
|
Тип шкива |
Изображение |
Тип шкива |
Изображение |
|
Для клиновых ремней |
Для клиновых ремней

|
Для плоских ремней, без углублений |
Для плоских ремней, без углублений

|
|
Для поликлиновых ремней с несколькими ручьями |
Для поликлиновых ремней с несколькими ручьями

|
Для круглых ремней с полукруглыми канавками |
Для круглых ремней с полукруглыми канавками

|
|
Для зубчатых ремней |
Для зубчатых ремней

|
Для вариаторных механизмов |
Для вариаторных механизмов

|
Многие шкивы выпускаются на станках с ЧПУ ввиду минимальных ограничений по точности и сложности процедур.
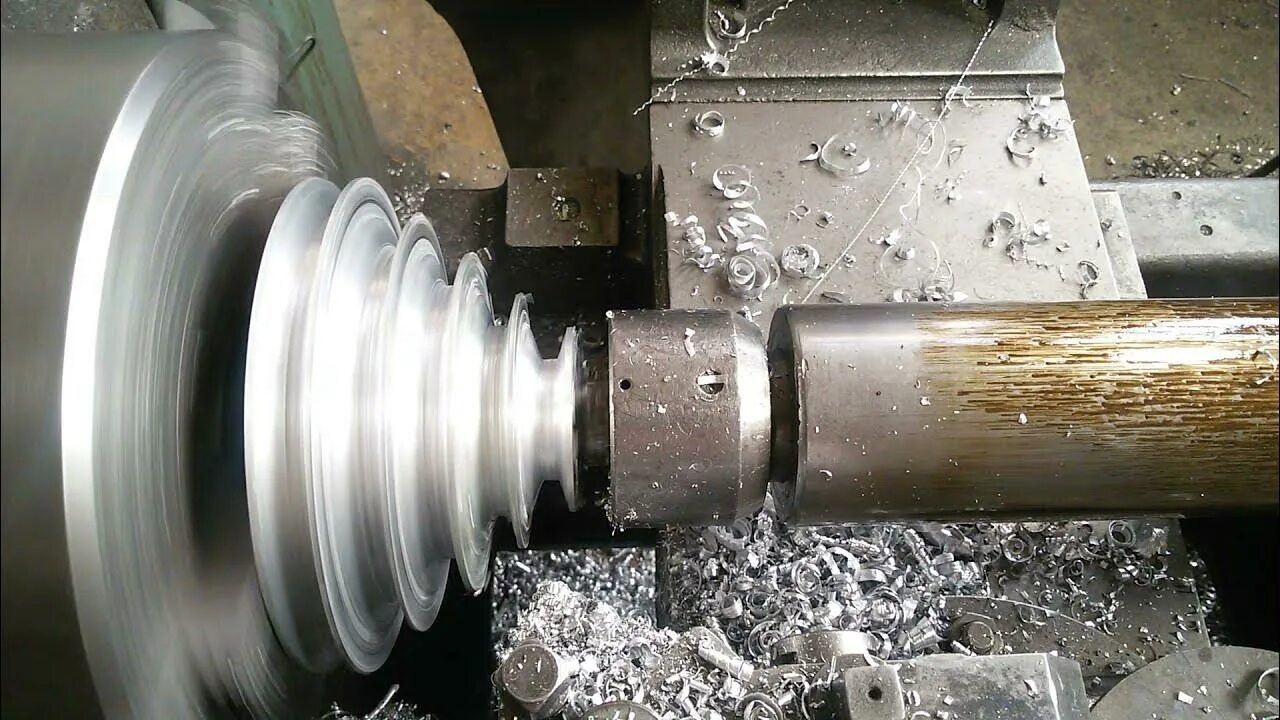 Рис. 2 Изготовление шкива на токарном станке
Рис. 2 Изготовление шкива на токарном станке
Валы и оси
Валы – осевые детали, принимающие и передающие крутящий момент. Изделия изготавливаются продольным точением, используются в машино- и станкостроении.
Вариативность настройки токарных станков позволяет работать с различными типами валов. Техника выполняет широкий спектр операций, формирует выступы, отверстия, пазы и прочие элементы.
Изготавливаемые изделия делятся на несколько категорий.
|
Тип вала |
Изображение |
Тип вала |
Изображение |
|
|
Ступенчатый |
Симметричный |
Полый вал с одним или несколькими отверстиями |
Симметричный
|
|
|
Полый вал
|
||||
|
Асимметричный |
||||
|
Асимметричный
|
||||
|
Вал-шестерня |
Вал-шестерня
|
Торсион |
Торсион
|
|
|
Вал-червяк |
Вал-червяк
|
Вал с зубчатой полумуфтой |
Вал с зубчатой полумуфтой
|
|
|
Эксцентриковый вал с ассиметричными компонентами |
Эксцентриковый вал с ассиметричными компонентами
|
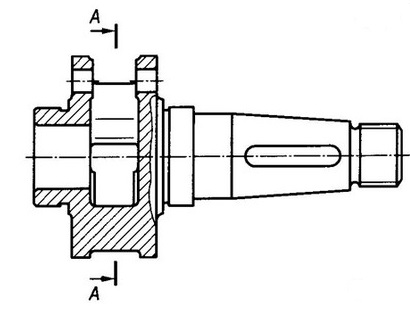
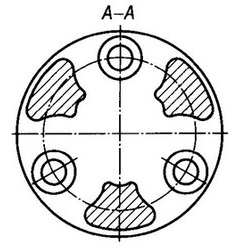
Вал-водило для планетарных передач |
Основной вид |
А-А |
|
Вал-водило для планетарных передач
|
А-А
|
|||
|
Трубный коренной вал |
Трубный коренной вал

|
Полый коренной вал для электромашин |
Полый коренной вал для электромашин
|
|
|
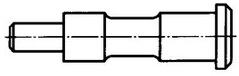
Вал-шпиндель станка |
Вал-шпиндель станка
|
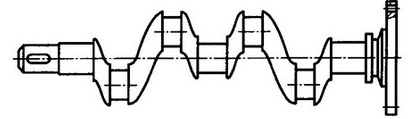
Коленчатый вал |
Коленчатый вал
|
|
При изготовлении коленчатых валов точение используется отчасти. Процедура сопровождается вспомогательными операциями с применением сопутствующего оборудования.
Наряду с валами изготавливается оси. Они участвуют в приводных и передаточных механизмах, могут играть роль фиксаторов.
|
Тип оси |
Изображение |
Тип оси |
Изображение |
||
|
Гладкая |
Гладкая
|
Ступенчатая симметричная |
Основной вид |
Б-Б |
|
|
Ступенчатая симметричная
|
Б-Б

|
||||
|
Гладкая с канавками |
Гладкая с канавками
|
Ступенчатая асимметричная |
Ступенчатая асимметричная
|
||
|
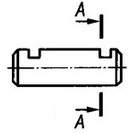
Гладкая неподвижная с прорезями для фиксации |
Основной вид |
А-А |
Вращающая |
Вращающая

|
|
|
Гладкая неподвижная с прорезями для фиксации
|
А-А

|
||||
Возможно изготовление нетиповых осей, адаптированных к определенным узлам. Обычно, они имеют сложный профиль, производятся на станках с ЧПУ.
Элементы сборных соединений
Основными компонентами составных изделий являются гайки, болты, шпильки и муфты. Они формируют разъемные узлы, востребованные при калибровке, сборке и монтаже.
Гайки типового сортамента изготавливают в рамках серийного производства на холодновысадочных станках. К точению прибегают при выпуске нестандартных деталей.
Современные станки позволяют получить следующие типы метизов.
|
Тип гайки |
Изображение |
Тип гайки |
Изображение |
Тип гайки |
Изображение |
|
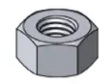
Шестигранная |
Шестигранная
|
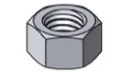
Шестигранная утолщенная |
Шестигранная утолщенная
|
Шестигранная низкая |
Шестигранная низкая

|
|
Барашек |
Барашек

|
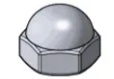
Колпачковая |
Колпачковая
|
Колпачковая высокая |
Колпачковая высокая

|
|
Шестигранная с фланцем |
Шестигранная с фланцем

|
Врезная |
Врезная

|
Квадратная |
Квадратная

|
|
Самоконтрящаяся |
Самоконтрящаяся

|
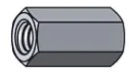
Стяжная |
Стяжная
|
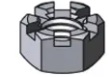
Прорезная |
Прорезная
|
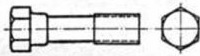
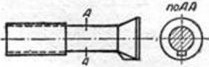
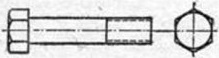
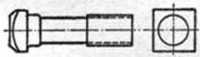
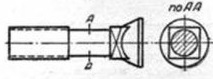
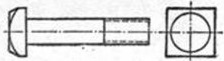
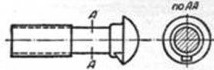
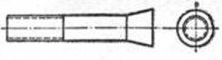
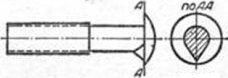
При изготовлении болтов используются токарно-винторезные станки. Текущий сортамент продукции содержит следующие изделия.
|
Тип болта |
Изображение |
Тип болта |
Изображение |
Тип болта |
Изображение |
|
Тип 1 |
Тип 1
|
Тип 5 |
Тип 5
|
Тип 9 |
Тип 9
|
|
Тип 2 |
Тип 2
|
Тип 6 |
Тип 6
|
Тип 10 |
Тип 10
|
|
Тип 3 |
Тип 3
|
Тип 7 |
Тип 7
|
Тип 11 |
Тип 11
|
|
Тип 4 |
Тип 4
|
Тип 8 |
Тип 8
|
Тип 12 |
Тип 12
|
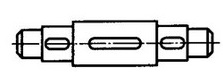
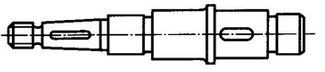
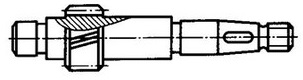
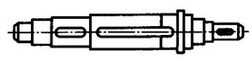
Шпильки производятся на станках продольного точения. Изделия формируют разъемные соединения, используются вместе с гайками и шайбами. Они соответствуют ГОСТ 22032-76, доступны в двух исполнениях: с одинаковым диаметром по всей длине и зауженной центральной частью.
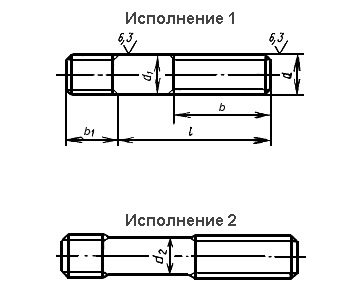 Рис. 3 Шпильки по ГОСТ 22032-76
Рис. 3 Шпильки по ГОСТ 22032-76
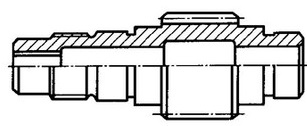
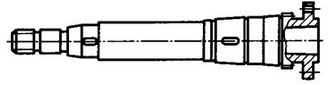
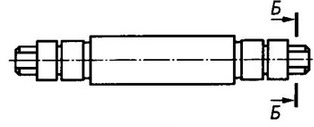
Также посредством точения изготавливаются муфты. Продукция востребована при подготовке герметичных соединений, используется при монтаже инженерных сетей и прокладке технических коммуникаций.
 Рис. 4 Муфта соединительная
Рис. 4 Муфта соединительная




