
Термин алмазное выглаживание применим для оснастки с натуральными алмазами. Если выглаживание поверхности осуществляет инструмент с искусственным камнем, процедура называется «обработка с АСПК». В случае с твердосплавным рабочим компонентом используется выражение «твердосплавное выглаживание».
|
Тип выглаживателя |
Изображение инструмента |
Тип выглаживателя |
Изображение инструмента |
Тип выглаживателя |
Изображение инструмента |
|
Алмазный |
Алмазный

|
АСПК |
АСПК

|
С возможностью установки твердосплавных элементов |
С возможностью установки твердосплавных элементов

|
Выглаживание металла алмазным индентором получило наибольшее распространение. Это обусловлено высоким качеством обработки, вариативностью оснастки и удобством ее применения.
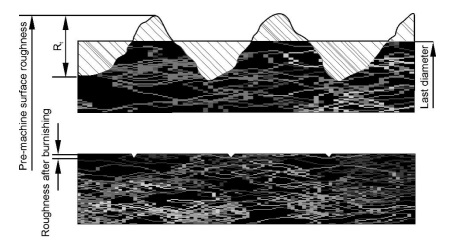 Рис. 1 Результат алмазного выглаживания
Рис. 1 Результат алмазного выглаживания
Как выполняется выглаживание
Алмазное выглаживание поверхностей выполняется путем воздействия индентора на целевой участок. Оснастка перемещается по заданной траектории, удаляя неровности на своем пути. По ходу движения может образовываться валик, равномерно распределяемый в процессе.
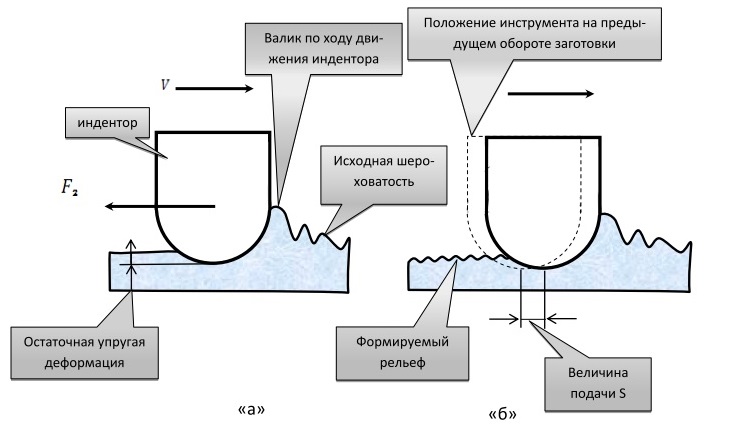 Рис. 2 Схемы формирования поверхностей при алмазном выглаживании
Рис. 2 Схемы формирования поверхностей при алмазном выглаживании
Инструмент для алмазного выглаживания подбирается с учетом специфики проведения процедур и параметров заготовки. Как правило, применяется три типа инденторов.
|
Тип индентора |
Изображение |
Тип индентора |
Изображение |
Тип индентора |
Изображение |
|
Цилиндрический |
Цилиндрический
|
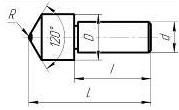
Цилиндрический с головкой |
Цилиндрический с головкой
|
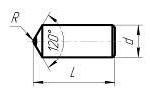
Конический |
Конический

|
Схема выглаживания
Выделяют два ключевых способа выглаживания.
|
Схема выглаживания |
Описание |
Применяемый инструмент |
|
Жесткая |
Выглаживание на токарном станке с использованием соответствующего резца. Способ имеет жесткие позиционные ограничения, сопровождается малыми вибрациями и смещениями. |
Жесткая
|
|
Упругая |
Выглаживание поверхности металла с использованием оправок малой жесткости. Смещения и вибрации компенсируются подвижностью профиля инструмента. |
Упругая
|
Подача оснастки при работе с осевыми деталями выполняется соосно или под углом.
 Рис. 3 Расположение индентора при алмазном выглаживании
Рис. 3 Расположение индентора при алмазном выглаживании
Траектория движения инструмента
Алмазные наконечники для выглаживания перемещаются по различным траекториям.
|
Траектория перемещения |
Рисунок |
Траектория перемещения |
Рисунок |
Траектория перемещения |
Рисунок |
|
Параллельная канавка |
Параллельная канавка

|
Искаженная сетка |
Искаженная сетка

|
Неискаженная сетка |
Неискаженная сетка

|
Неискаженная сетка может иметь разный рисунок.
|
Тип рисунка |
Изображение |
Тип рисунка |
Изображение |
Тип рисунка |
Изображение |
|
К-1 |
К-1

|
К-3 |
К-3
|
К-5 |
К-5

|
|
К-2 |
К-2

|
К-4 |
К-4

|
К-7 |
К-7

|
Плотность сетки зависит от параметров подачи, количества двойных проходов и требований к поверхности.
Преимущества алмазных выглаживателей
Широкое распространение алмазных выглаживателей обусловлено следующими причинами:
- Работа с любыми металлическими заготовками твердостью до 65 HRC.
- Качество обработки поверхности – Rz <1 мкм (Ra <0,2 мкм), соответствующее второму классу.
- Эффективное использование оснастки при работе с различными деталями и сплавами.
- Совместимость со станками с ЧПУ.
- Отсутствие потребности в точной настройке. Быстрая подготовка к эксплуатации.
- Возможность подачи инструмента в различных направлениях.
- Оперативная обработка, важная для серийного производства.
- Высокая стойкость рабочей части к механическому воздействию.
- Отсутствие прижогов и прочих дефектов, характерных для шлифовки и полировки.
- Минимальная волнистость поверхности.
При использовании инструмента не образуется стружка. Это оптимизирует и упрощает рабочий процесс.




